Bezhrotá bruska
Bezhrotá bruska je stroj k broušení obrobků rotačních ploch, většinou válcových nebo kuželových, za pomoci podávacího kotouče a pravítka bez upnutí mezi hroty. Hlavní částí bezhroté brousky je brusný vřeteník s brusným kotoučem, který tvoří s ložem pevný celek. Obvodová rychlost brusného kotouče je kolem 30 ms-1. Podávací vřeteník je uložen na suportu, který se může pomocí mechanismu přisunout k brusnému vřeteníku, čímž se nastavuje vzdálenost kotoučů na daný průměr obrobku. Podávací kotouč má obvodovou rychlost 5 - 15 mmin-1 a mívá několik stupňů otáček pracovních (rychlost se řídí podle způsobu práce, průměru obrobku, materiálu obrobku a přídavku na broušení) a jeden stupeň vyšších otáček, kterých se používá při orovnávání kotouče diamantem. Každý vřeteník má svůj vlastní elektromotor. Podávací kotouč se otáčí ve stejném smyslu jako brusný kotouč. Obrobek se mezi oběma kotouči otáčí proti jejich smyslu otáčení. Při broučení leží obrobek na šikmé ploše vodícího pravítka a stykem s podávacím kotoučem dostává otáčivý pohyb. Podélného posuvu obrobku se dosáhne natočením (sklopením) podávacího kotouče o 1° - 6° (osy obou kotoučů jsou navzájem mimoběžné). Výhodou bezhrotého broušení je velký výkon a přesnost broušení rotačních součástí, například kroužků valivých ložisek, válečků a jiných součástí. Bezhroté brusky mají uplatnění především v závodech na výrobu valivých ložisek a v automobilovém průmyslu.
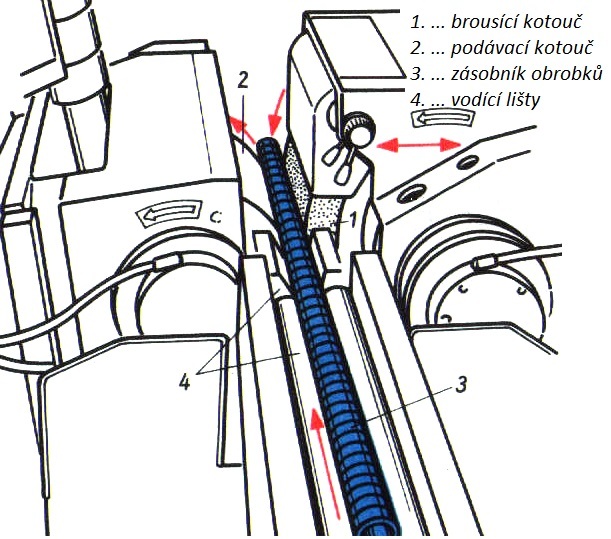
Obr. 1: Bezhrotá bruska
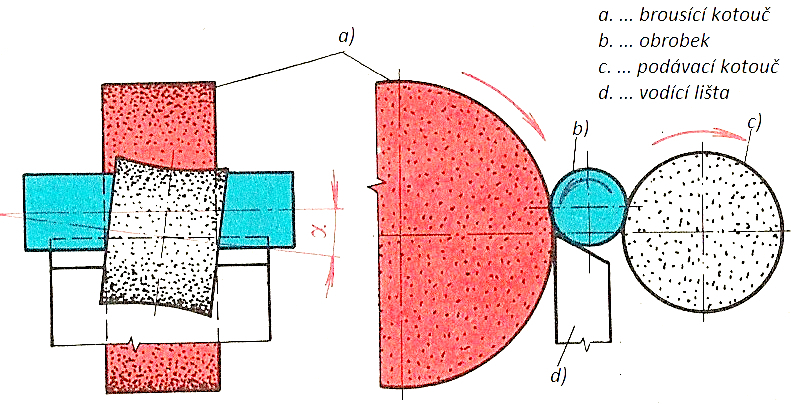
Obr. 2: Posuv obrobku
Přednost bezhrotého broušení je v tom, že není třeba obrobek upínat, brousící pochod je nepřetržitý (průběžný), obrobek nemusí mít středící důlky, obrobky se neprohýbají (hlavně u štíhlých obrobků) a stačí jen malý přídavek. Při bezhrotém broušení není třeba lunet. Protože stačí scela malý přídavek na broušení, brousí se na těchto bruskách rychle a brusný kotouč se málo opotřebovává. Také spotřeba hnací síly je malá.
Když se obvod brusného kotouče zešikmí diamantem, nebo se na jeho obvodu vytvoří určitý profil, obrousí se na obrobku buď kuželová plocha, nebo plocha příslušného profilu.
Velikost bezhrotývh brusek je určena maximálním průměrem obrobku. Lze na nich brousit průběžným nebo zapichovacím způsobem.
V sériové a hromadné výrobě se používají bezhroté brusky s automatickým pracovním cyklem.
Při chlazení se musí přívodní trubka správně nastavit tak, aby se voda nerozstřikovala.

Obr. 3: Chlazení
-
HLUCHÝ, Miroslav. Strojírenská technologie: učebnice pro 1. ročník SPŠ strojnických, studijní obor: strojírenská technologie. 2., opr. vyd. Praha: SNTL, 1986.
-
HLUCHÝ, Miroslav. Strojírenská technologie: pro SPŠ nestrojnické. 1. vyd. Praha: SNTL, 1981.
-
NĚMEC, Dobroslav. Strojírenská technologie 2: učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor: strojírenská technologie 1. vyd. Praha SNTL, 1985.
-
ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3, metody, stroje a nástroje pro obrábění 1. díl. Praha: Scientia, 2005 ISBN 80-7183-337-1
Obrázky:
- Obr. 1, 2: NĚMEC, Dobroslav. Strojírenská technologie 2: učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor: strojírenská technologie 1. vyd. Praha SNTL, 1985.
- Obr. 3: TOMEČEK, Evžen a kol. Mechanická technologie: určeno jako učební text pro prům. školy strojnické, elektrotechn., energetické, hutnické a dopravní. díl 3. 2. vyd. Praha: SNTL, 1956. 342, [1] s. Řada strojírenské literatury.
1. Jakým způsobem je zajištěn posun obrobku u bezhroté brusky?
2. Jak je u bezhrotého broušení upnut obrobek?
Bezhrotá bruska je stroj k broušení obrobků rotačních ploch za pomoci podávacího kotouče a pravítka bez upnutí.
Přednost bezhrotého broušení:
- není třeba obrobek upínat
- brousící pochod je nepřetržitý
- obrobek nemusí mít středící důlky
- obrobky se neprohýbají
Velikost bezhrotývh brusek je určena maximálním průměrem obrobku.