Hloubení otvorů malých průměrů
V těžkoobrobitelných materiálech lze díry o průměru menším než jeden milimetr vyrobit následujícími metodami elektrochemického obrábění:
- elektrolytické vrtání tvarovou trubkou (STEM = Shaped Tube Electrolytic Machining);
- jemné elektrolytické vrtání (ECF = Electro-chemical Fine drilling);
- elektrolytické vrtání proudem elektrolytu (ESD = Electro-stream-drilling).
Uvedené technologie se používají při výrobě chladicích děr u lopatek leteckých proudových motorů. Technologie se realizují na speciálně konstruovaných strojích.
 Obr. 1: Stroj pro hloubení malých otvorů
Obr. 1: Stroj pro hloubení malých otvorů
Hloubení tvarů a dutin
Elektrochemické obrábění proudícím elektrolytem se používá při hloubení dutin forem a zápustek, tvarových otvorů a obrábění vnějších tvarových ploch. Nástrojová elektroda (katoda) má negativní tvar vyráběného povrchu a je „vtlačována“ do obráběného materiálu přísuvovou rychlostí 0,5 až 10 mm/min. Velikost přísuvové rychlosti závisí na:
- pracovním proudu,
- velikosti a tvaru obráběné plochy,
- rychlosti rozpouštění anody,
- přípustné výši teploty elektrolytu.
 Obr. 2: Nástrojové elektrody - trubičky
Obr. 2: Nástrojové elektrody - trubičky
Přívod elektrolytu mezi obrobek a nástroj (elektrodu) musí být plynulý, elektrolyt musí rovnoměrně vyplňovat celou pracovní mezeru.
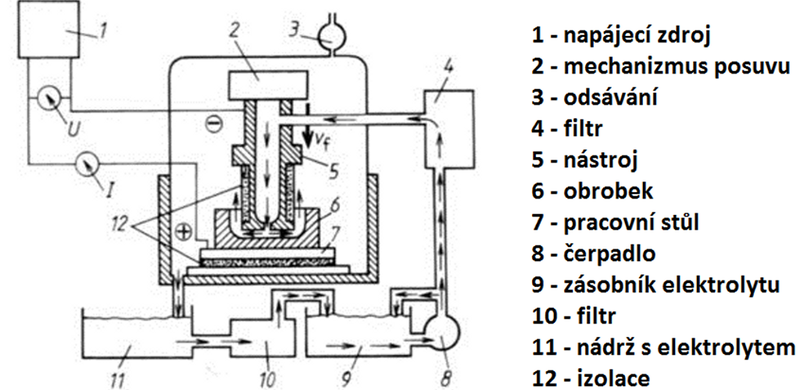 Obr. 3: Schéma zařízení pro elektrochemické hloubení dutin
Obr. 3: Schéma zařízení pro elektrochemické hloubení dutin
Výpočet tvaru nástroje je uveden ve specializovaných publikacích. Vždy je však nutno vypočítaný tvar experimentálně ověřit. Chceme-li dosáhnout přesný tvar obráběné plochy, je nutné provést korekci tvaru nástroje, případně na místa, kde by došlo k nežádoucímu úběru materiálu, nanést na boky nástroje izolační vrstvu (používá se vhodná pryskyřice). Nástroje se vyrábějí z:
- mosazi,
- mědi,
- korozivzdorné oceli,
- grafitu a kompozice (složené z grafitu a mědi).
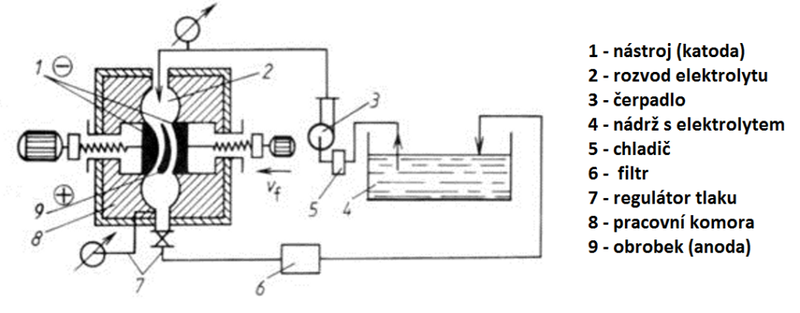 Obr. 4: Schéma zařízení pro elektrochemické obrábění vnějších tvarových ploch
Obr. 4: Schéma zařízení pro elektrochemické obrábění vnějších tvarových ploch
Přesnost tvaru obrobené plochy závisí na:
- pracovním napětí,
- přísuvové rychlosti,
- úběru materiálu,
- teplotě a viskozitě elektrolytu,
- velikosti pracovní mezery.
Dosahované parametry
- přesnost jednoduchých tvarů: ±0,01 mm,
- přesnost složitých tvarů: ±0,05 až 0,2 mm,
- přesnost složitých tvarů: ±0,05 až 0,2 mm,
- jakost obrobeného povrchu: Ra = 0,2 až 2 μm.