
Jemné soustružení
Tato operace patří mezi zvláštní druhy třískového obrábění. Provádí se zpravidla jednobřitým nástrojem se slinutým karbidem nebo polykrystalickým diamantem, popřípadě řeznou destičkou, která má břit z kubického nitridu boru. Obrábění probíhá na strojích, které se vyznačují vysokou tuhostí a vysokými otáčkami pracovního vřetene. V současné době se jedná zejména o číslicově řízené stroje. Všechny části těchto strojů musí být staticky i dynamicky vyváženy, aby nedošlo ke chvění stroje.
Hlavní znaky jemného soustružení:
-
vysoká řezná rychlost v (m.min-1)
-
malý posuv nástroje s (mm.ot-1), odebírá se velmi malý průřez třísky S (mm2)
-
malá hloubka řezu h (mm)
Výhody jemného soustružení:
-
obrobený povrch je kovově čistý bez vtlačených brusných zrn
-
minimální deformace v povrchové vrstvě (vysoká řezná rychlost a malý průřez třísky)
-
malý vývin tepla zaručuje stálost tvaru obrobené plochy
Plocha pro jemné soustružení musí být obrobena alespoň v sedmém stupni přesnosti a přídavek na dokončení bývá 0,15 mm - 0,25 mm. Řezné podmínky se volí dle tabulek. Nástroje pro jemné obrábění musí být dostatečně tuhé, aby při obrábění nedocházelo k chvění. Řezná rychlost jemného soustružení je až 1000 m.min-1, posuv 0,2 mm.ot-1.
Dosahované parametry jemným soustružením:
- stupně přesnosti IT5 až IT6
- drsnosti povrchu Ra = 0,2 µm až 0,8 µm
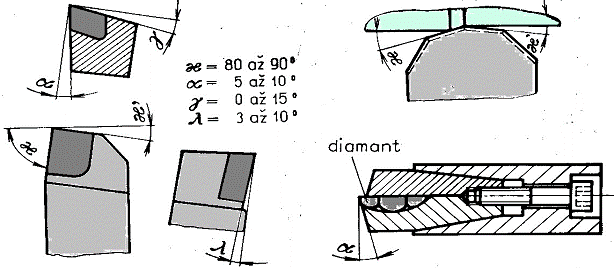
Obr. 1: Úhly soustružnického nože pro jemné soustružení a uchycení břitové destičky na tělese nože