
Nástroje pro obrážení
Obrážecí nože jsou podobné tangenciálním nožům používaným při soustružení, pro zvýšení tuhosti však mají zesílené tělo (držák). Obrážecí nože se vyrábí prohnuté kvůli eliminaci odpružení nože. Obrážecí nůž je při obrábění ohýbán v bodě hrany nožové upínky a při odpružení může způsobit rýhy v obrobené ploše. Tomu lze předejít přesazením špičky do polohy základny nože, a proto jsou hrubovací nože vyhnuté.
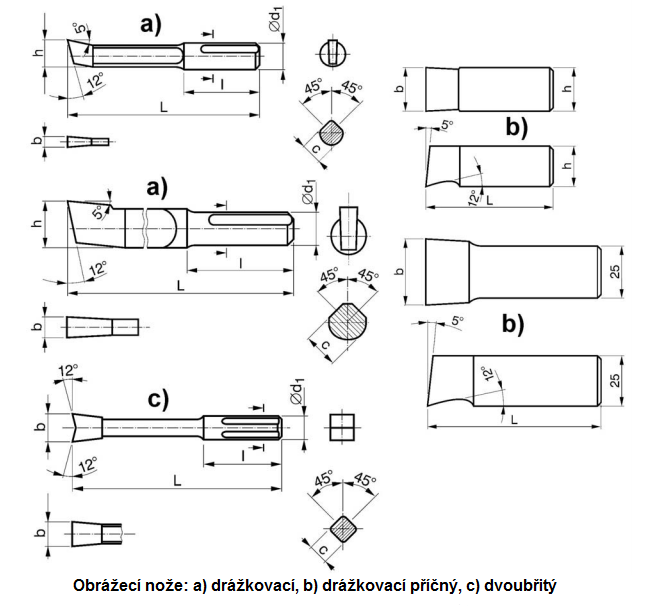
Obr. 1: Obrážecí nože
Po omezení vlivu rázu na čelo ostří se na čele může vytvořit negativní fazetka.
Nože mohou být HSS nebo mají břitové destičky, a to buď připájené ,nebo mechanicky
připevněné. Nože při obrážení jsou vystaveny velkým rázům. Velké vyložení nože způsobuje chvění a pružení nože, a proto se tělesa nožů dělají zesílená.
Nože pro obrážení bývají konstruovány s prohnutým držákem, aby se zabránilo nárazům nože o obrobenou plochu. Pro dokončování se používají hladící nože s dlouhým ostřím.
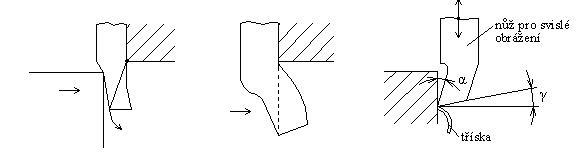
Obr. 2: Nůž pro svislé obrážení
Základním požadavkem pro upnutí masky je pevné, je spolehlivé,a bezpečné upnutí obrážecího nože. Obrážecí nože se upínají do odklopného nožového držáku – smýkadla.
![]()
Obr. 3: Smýkadlo
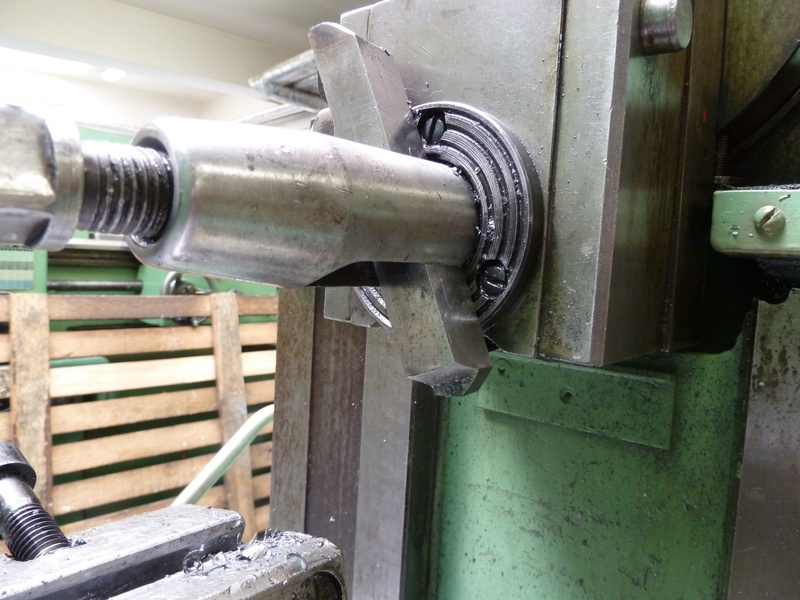
Obr. 4: Uchycení obrážecího nože
Řezné podmínky při obrážení
Hloubka řezu se volí s ohledem na tuhost soustavy a výkonu stroje. Celý přídavek se odebere převážně hrubováním. Přídavek na čisto bývá 0,1 mm až1 mm. Posuv při hrubování se volí také největší. Řezná rychlost se volí nejen podle řezivosti nástroje, obrobitelnosti obrobku, velikosti třísky, ale také podle typu stroje (vodorovné nebo svislé obrážečky).
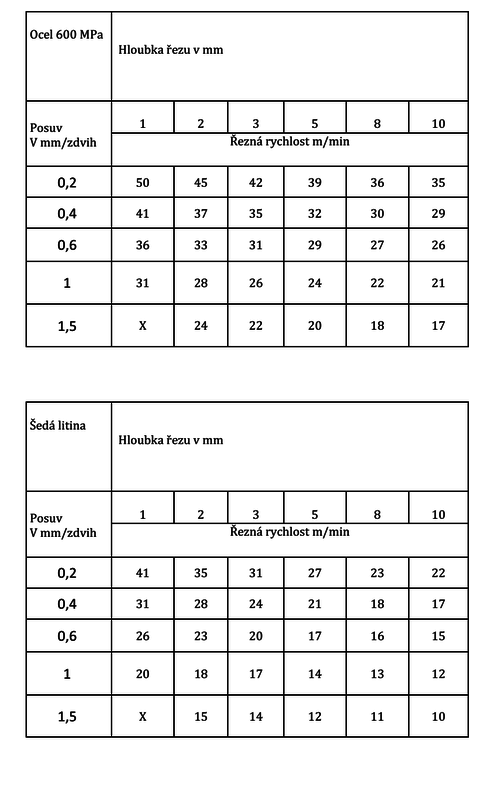
Obr. 5: Řezné podmínky při obrážení
Při obrážení vznikají třísky, tzv. špony.

{kind=link}