Navrtávání
Navrtávání můžeme rozdělit na dvě základní skupiny, a to na navrtávání středicích důlků pro spolehlivé upnutí mezi hroty a na přesné navrtání otvoru na CNC strojích před vlastním vrtáním.
Pro polohově přesné navrtávání do plného materiálu se používají NC navrtáváky.
Liší se od standardních vrtáků krátkou drážkou ve šroubovici bez vodicí fazetky, protože ostří vytváří jen kuželovité zahloubení a současně NC navrtávák nemá žádné odlehčení, čímž je zajištěna jeho maximální tuhost.
Těmito nástroji se navrtávají středy děr, které se následně vyvrtají šroubovitými vrtáky.
Jeden průměr navrtáváku lze použít pro velký rozsah vrtaných děr. Běžný průměr předvrtané díry je 50 % až 70 % díry vrtané.
Vyrábějí se s úhlem špičky 90° a 120° pro běžné materiály. Pro velmi tuhé materiály a vysokou přesnost vrtané díry lze doporučit navrtávák s úhlem špičky 145°.
Použití středicího vrtáku místo NC navrtáváku je nevýhodné, neboť hrozí jeho zlomení, rychleji se opotřebí a příliš malý úhel špičky snižuje přesnost následného vrtání.

Obr. 1: Navrtávák
Pro vrtání středicích důlků, které se používají k upnutí součástí v kuželových hrotech, slouží středicí vrtáky.
Výhodou upínání mezi hroty je velká přesnost obrábění a shodné upnutí na více strojích, např. na brusce, na soustruhu atd.
Tvary a rozměry středicích důlků jsou normalizovány a jsou uvedeny ve Strojnických tabulkách.
.
Druhy středicích důlků:
-
typ“ A“ bez ochranného zahloubení
-
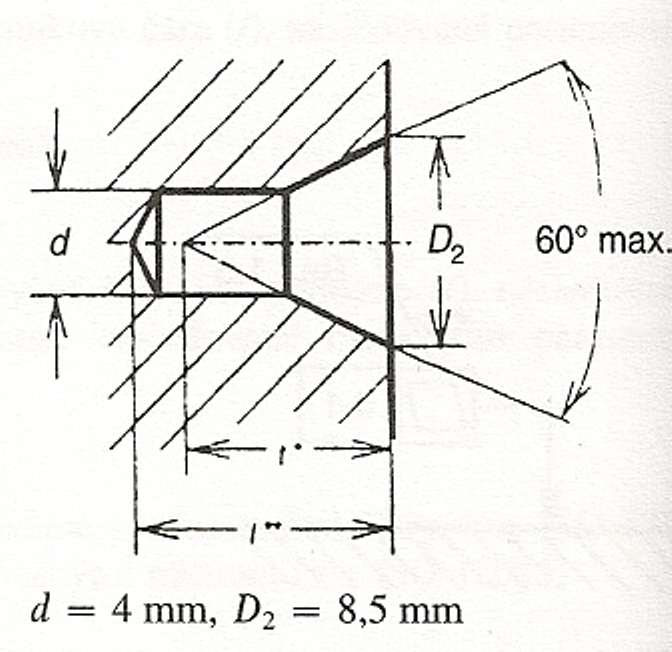
typ „B“ s ochranným zahloubením
-
typ „R“ s rádiusem, podle ISO 2541
Obr. 2: Středicí důlek typ A
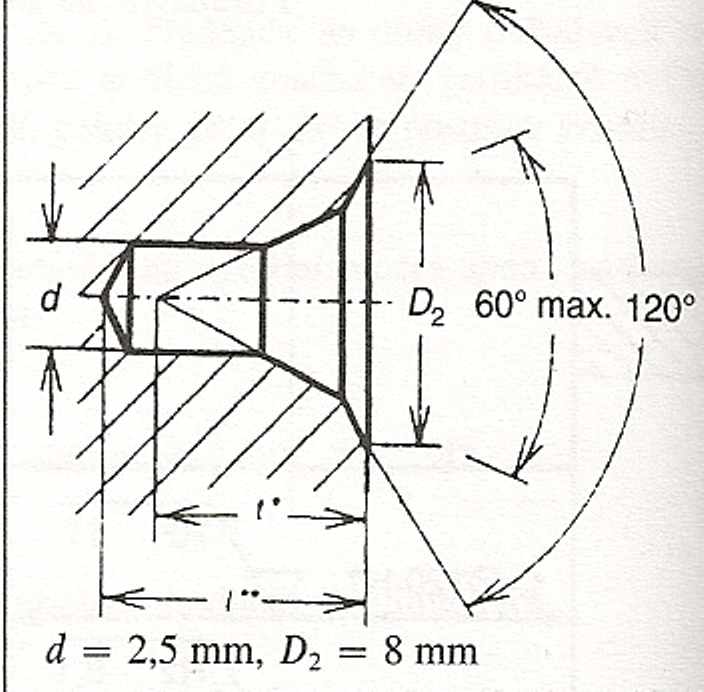
Obr. 3: Středicí důlek typ B
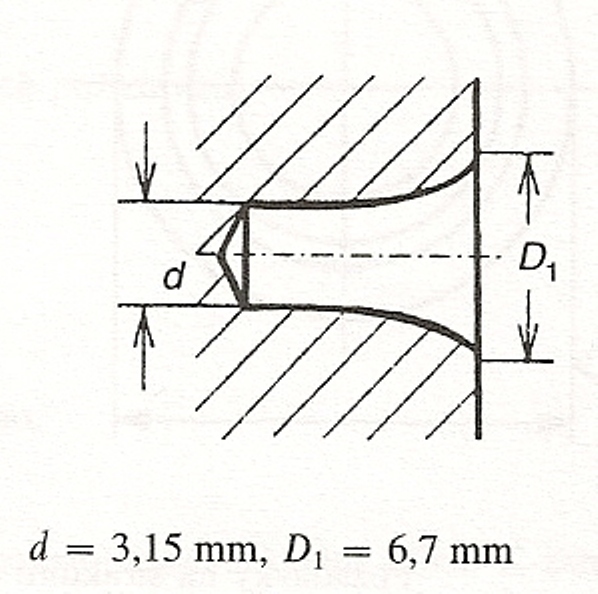
Obr. 4: Středicí důlek typ R
Rozměrům a tvarům středicích důlků odpovídají i rozměry a geometrie středicích vrtáků. Středicí důlky se vrtají jednou pracovní operací do plného materiálu. Středicí vrtáky mohou současně se středicím důlkem vytvořit i zahloubení pro pozdější řezání závitu.

Obr. 5: Středicí vrtáky

Obr. 6: Středicí důlek
Srážení hran
Srážení hran vyvrtaných děr lze provést několika způsoby, vyvrtáním již předvrtané díry vrtákem většího průměru, použitím některého ze záhlubníků nebo již při vrtání je možné použít stupňovitý, případně sdružený vrták, který jedinou operací umožňuje vyvrtat díru i srazit hranu, což přináší úsporu času zejména v sériové výrobě.

Obr. 7: Sdružený vrták
Zahlubování
Zahlubování je operace, kterou se upravuje čelo vyvrtané, předlité, případně předkované díry, srážejí se hrany a vytváří válcové nebo tvarové zahloubení pro zapuštění hlavy šroubu.
Záhlubníky se vyrábějí z rychlořezné oceli, případně mají břitové destičky ze slinutých karbidů. Záhlubníky větších průměrů mohou být řešeny jako nástrčné.
Podle počtu břitů rozeznáváme záhlubníky:
-
jednobřitové
-
dvoubřitové
-
několikabřitové
Podle tvaru je dělíme na:
-
válcové
-
kuželové
-
čelní
Záhlubníky jsou v díře vedeny buď vodicím čepem, nebo čep nemají.
Záhlubníky s vodicími čepy se používají zejména k válcovému, případně kuželovému zahloubení pro hlavy šroubů. Mohou být vyrobeny z jednoho kusu materiálu, nebo jsou vodicí čepy v pracovní části záhlubníku upnuty a lze je měnit podle průměru vyvrtané díry.
Je třeba dbát na správnou velikost vodicího čepu, neboť příliš malý průměr vodicího čepu může způsobit nesouosé zahloubení. Vodicí čep je třeba mazat, aby nedocházelo k vydření díry.

Obr. 8: Záhlubník s vodicím čepem
Kuželové záhlubníky se používají především k odstranění otřepů z děr a k tvarovému zahlubování kuželovitých zahloubení pro hlavy šroubů a nýtů.

Obr. 9: Kuželový záhlubník
Zarovnávací záhlubníky se používájí zejména k čelnímu zarovnání ploch při vrtání, případně děr v odlitcích a výrobě dosedacích ploch pro šrouby a matice.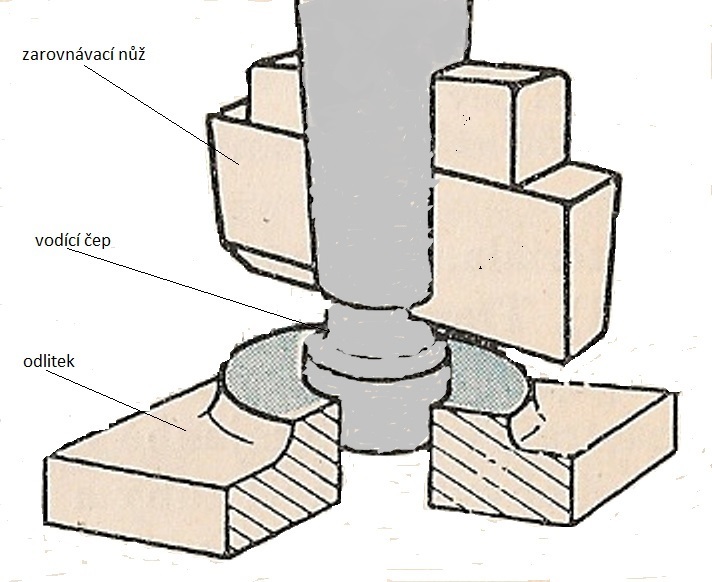
.
Obr. 10: Zarovnávací záhlubník
Sdružené nástroje se často používají v sériové výrobě, kde provádějí několik operací současně, například vrtají často i několik průměrů a zahlubují. To přináší úsporu času a zvyšuje produktivitu práce.

Obr. 11: Sdružené nástroje
- BOTHE, Otakar. Strojírenská technologie IV pro strojírenské učební obory. Praha: SOBOTÁLES, 1996. ISBN 80-85920-30-1.
- DILLINGER, Josef a Vladimír GABRIEL. Moderní strojírenství pro školu i praxi. Vyd. 1. Praha: Europa-Sobotáles, 2007, 608 s. ISBN 978-80-86706-19-1.
- DRIENSKY, CSC, Doc. Ing. Dušan, Ing. Pavel FÚRIK, Ing. Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Druhé - nezměněné. Praha: SNTL, 1988. DT 621.9(075.3).
- FISCHER, Ulrich a Vladimír GABRIEL. Příručka obrábění: kniha pro praktiky. 1. české vyd. Překlad Miroslav Kudela. Praha: Scientia, c1997, 1 sv. (různé stránkování). ISBN 91-972-2994-6.
- NĚMEC, Dr. Dobroslav. Strojírenská technologie 3: Strojní obrábění. Vydání druhé, opravené. Praha: SNTL, 1982. DT 621.9.042.
Obrázky:
- Obr. 2: LEINVEBER, Jan a Pavel VÁVRA. Strojnické tabulky: pomocná učebnice pro školy technického zaměření. 5., upr. vyd. Úvaly: Albra, 2011, xiv, 927 s. ISBN 978-80-7361-081-4.
- Obr. 3: LEINVEBER, Jan a Pavel VÁVRA. Strojnické tabulky: pomocná učebnice pro školy technického zaměření. 5., upr. vyd. Úvaly: Albra, 2011, xiv, 927 s. ISBN 978-80-7361-081-4.
- Obr. 4: LEINVEBER, Jan a Pavel VÁVRA. Strojnické tabulky: pomocná učebnice pro školy technického zaměření. 5., upr. vyd. Úvaly: Albra, 2011, xiv, 927 s. ISBN 978-80-7361-081-4.
- Pokud není uvedeno jinak, autorem obrázků je Ing. Roman Hrivnák.
Procvič si znalosti z kapitoly Navrtávání, srážení hran, zahlubování
1. Navrtáváky se od standardních vrtáků:
a) neliší
b) liší krátkou drážkou ve šroubovici bez vodicí fazetky
c) liší tím, že nemají žádnou drážku
2. Navrtáváky se pro běžné materiály vyrábějí s úhlem špičky:
a) 90° a 120°
b) 60° a 80°
c) 160° a 180°
3. Tvary středicích důlků:
a) se liší podle výrobce středicích vrtáků
b) jsou rozděleny do 5 skupin
c) jsou normalizovány
4. Normalizované středicí důlky jsou:
a) typ „A“, typ „B“ a typ „R“
b) typ „T“, typ „U“ a typ „W“
c) typ „A“, typ „B“ a typ „W“
5. Srážení hran vyvrtaných děr lze provést:
a) výhrubníkem
b) výstružníkem
c) záhlubníkem
6. Vodicí čep záhlubníku:
a) se nemaže kvůli zachování přesnosti
b) je třeba mazat, aby nedocházelo k vydření díry
c) nemaže se, ale musí se dostatečně chladit
7. Záhlubníky se vyrábějí:
a) výhradně z rychlořezné oceli
b) z rychlořezné oceli, případně mají břitové destičky ze slinutých karbidů
c) pouze s břitovými destičkami ze slinutých karbidů, kvůli vysokým teplotám
8. Příliš malý průměr vodicího čepu může způsobit:
a) nesouosé zahloubení
b) příliš hluboké zahloubení
c) nerovnoměrné opotřebení záhlubníku
Správné odpovědi:
1b, 2a, 3c, 4a, 5c, 6b, 7b, 8a