
Omílání
Omíláním rozumíme úpravu a opracování povrchu součástí. Jedná se o vyhlazování povrchu před pokovením, odstraňování ostřin, zaoblování hran, odstraňování okují, leštění a zpevňování povrchu, popřípadě vyhlazení třecích ploch. Výsledek omílání můžeme zlepšit dodatečnou chemickou úpravou. Úběr materiálu je založen na principu tření a narážení omílacích prostředků o povrch obrobků.
Rozlišujeme tyto způsoby omílání:
- rotační omílání - používá se pro menší díly ve velkých sériích, kdy součásti i omílací prvky mají zpravidla tvar válce
- vibrační omílání - součásti jsou omílány pomocí vibračního pohybu, výkon je vyšší než při rotačním omílání
- odstředivé omílání - jedná se o hrubší omílání součástí, které jsou planetově uspořádány
Při omílání používáme tyto omílací prostředky:
- přírodní - mají nízkou životnost, jedná se například o drcenou žulu, odřezky kůže, dřevěné piliny
- umělé - mohou obsahovat i další přídavné složky, řadíme sem karbid křemíku, oxid hlinitý, popřípadě kalené ocelové kuličky
Při omílání je nutné použít chemickou (aktivní) látku: chlorid sodný nebo nitrid sodný za účelem odmaštění povrchu součástí, zabránění koroze a odstranění (vyhlazení) ostrých hran.
Strojní zařízení k omílání je tvořeno otáčivým nebo vibračním bubnem s pohonem, kdy buben je vyroben z ocelového plechu a jeho vnitřní část je pokryta pryží nebo plastem. Bubny mohou být válcové, kuželové a několikahranné.
U omílání závisí jakost povrchu obrobku na celkovém čase omílání (2 až 6 hodin). Dále je drsnost povrchu úzce spojena se zvoleným omílacím prostředkem a chemickou látkou. Závisí zejména na druhu materiálu a tvaru součásti. Nedochází ke zlepšení přesnosti rozměrů a přesnosti tvaru.
Dosahovaný parametr omíláním:
- drsnosti povrchu Ra = 0,1 µm až 0,4 µm
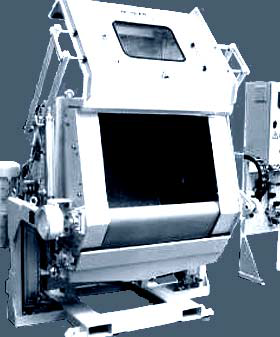
Obr. 1: Omílací buben horizontální

Obr. 2: Omílací buben vertikální