
Protahování – popis technologie
Jde o velmi produktivní výrobu převážně tvarových děr nebo vnějších tvarových ploch. Tyto metody obrábění jsou vhodné především pro hromadné a velkosériové výroby, a to z důvodu vysoké ceny protahovacího nástroje. U těchto operací bývá obrobek nehybný a nástroj koná přímočarý pohyb (u protahování je tažen a u protlačování tlačen). Protože u protlačování je nástroj velmi namáhán na vzpěr, vyrábí se protlačovací nástroje mnohem kratší než protahovací.

Obr. 1: Protahovačka
Protahování
Protahování je třísková technologie na vytváření nekruhových otvorů, případně i vnějších profilů pomocí protahovacího trnu s řadou odstupňovaných břitů. Stroj na protahování je protahovačka, obvykle s hydraulickým pohonem.
Protahování se anglickynazývá - broaching.
Obdobný postup je protlačování, při kterém stroj působí na trn tlakem, nikoli tahem.
Ukázka protahování zde.

Obr. 2: Obrobek před protahováním

Obr. 3: Protahování obrobku

Obr. 4: Obrobek po protažení
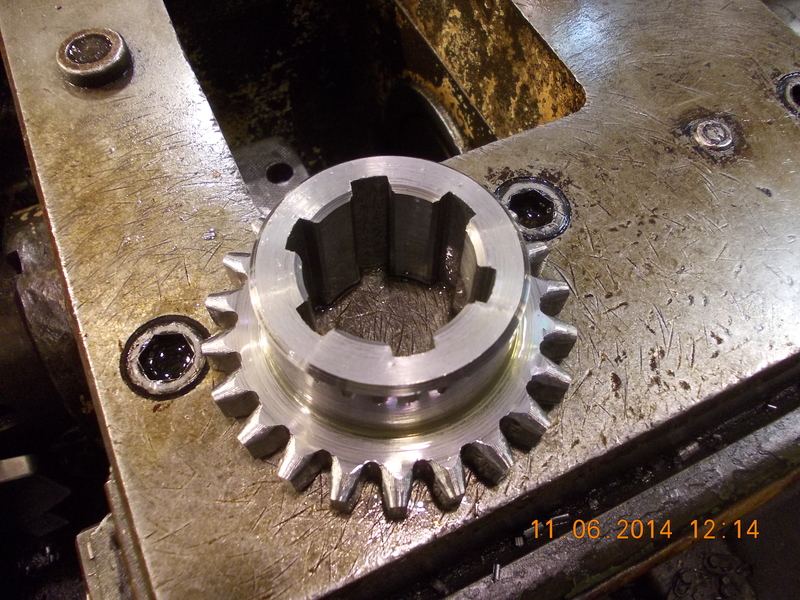
Obr. 5: Obrobek po protažení ,druhá strana

Obr. 6: Protahováky
Podstatou protahování je současný záběr zubů protahovacího několikaklínového (mnohozubého) nástroje (protahovacího trnu) po celé obrážené ploše při relativní řezné rychlosti proti pohybu obrobku. V záběru je vždy tolik zubů protahovacího nástroje, kolikrát je jejich rozteč obsažena v délce obráběné plochy. Tloušťku odebírané vrstvy materiálu jedním zubem určuje posuv při protahování a udává se jako posuv na zub. Odpovídá rozdílu výšek řezných hran dvou po sobě následujících zubů. Velikost posuvu závisí na druhu obráběného materiálu, tvaru a délky obrobku, ale i na konstrukčním provedení funkční části trnu. Je důležité, aby se tříska vtěsnala do zubové mezery. Při protahování vnitřních ploch je otvor obvykle předpracovaný a protahovací nebo protlačovací trn mu dávají konečný požadovaný rozměr, tvar a drsnost povrchu. Do předpracované díry se vloží upínací část protahovacího trnu, upne se do tažného zařízení protahovačky a následuje vlastní operace protahování. Tvar obráběné díry se postupně mění z původního tvaru na tvar požadovaný. Pro některé obrobky, u kterých je velký přídavek na protahování, se vyrábějí protahovací trny sadové (2 až 3 trny v jedné sadě), protože jediný protahovák (vzhledem k malému fz) by byl velmi dlouhý. Potřebný počet zubů se pak rozdělí na dva až tři nástroje. Protahování se vyznačuje jednoduchou kinematikou, a proto má zásadní význam pouze složka Fc, která určuje velikost průtažné síly. Dá se vyjádřit jako součet všech sil působících na jednotlivé břity.
Protahování (angl. broaching). Ukázky zde:
https://www.youtube.com/watch?v=Qu2K4eugPSA
https://www.youtube.com/watch?v=I8jh6u4pNuo
https://www.youtube.com/watch?v=0Qe4ZGlhnhQ
{kind=link}