
Průběžný způsob
Obsah
Průběžný způsob
Průběžný způsob broušení je způsob broušení prováděný na bezhrotých bruskách.
Charakteristika průběžného způsobu broušení:
- Obrobek se vkládá mezi dva kotouče, jeden brousí a druhý podává.
- Poměr průměru obou kotoučů D1/D2 = 2.
- Podélný posuv součásti je samočinný a vzniká natočením osy podávacího kotouče proti ose brousícího kotouče o úhel α = 1° až 6°.
- Natočením podávacího kotouče se rozkládá obvodová rychlost do dvou složek, z nichž horizontální vh způsobuje posuv součásti, vertikální vv otáčí součástí příslušnou obvodovou rychlostí.
- Rychlost posuvu se dá řídit zvětšováním nebo zmenšováním úhlu α.
- Osa broušené součásti je asi 10 až 30 mm nad osami obou kotoučů.
- Tímto způsobem se brousí zásadně hladké obrobky, např. válečky, pístní čepy, trubky, hřídele, tyče.
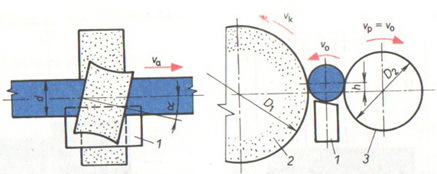
Obr. 1: Bezhroté broušení (1 – vodící lišta, 2 – brousící kotouč, 3 – podávací kotouč
h = 5 až 30 mm, D1/D2 ≈ 2, α = 1° až 6°, α = 0° - zapichovací broušení).

Obr. 2: Princip bezhrotého průběžného broušení s naznačením pohybu brousícího vřeteníku, podávacího vřeteníku a obrobků

Obr. 3: Číslicově řízené bezhroté brusky určené pro přesné a výkonné broušení vnějších válcových ploch v sériové i hromadné výrobě s možností broušení zapichovacího (tvarového) nebo průchozího

Obr. 4: Číslicově řízená bezhrotá bruska s koncepcí pevného stojánku opěrného pravítka a pohyblivého brousicího vřeteníku a podávacího vřeteníku, je vhodná zejména pro delší nebo rozměrnější obrobky

Obr. 5: Číslicově řízená bezhrotá bruska určená pro přesné a výkonné broušení vnějších válcových ploch
Zdroje
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. stroj. zaměření. 1, Základní poznatky. Praha: Wahlberg, 1993. 268 s. ISBN 80-901657-2-9.
- FRISCHHEZ, Adolf. Technologie zpracování kovů: Učeb. text pro stř. odb. šk. a stř. odb. učil. především stroj. zaměření. 2, Odborné znalosti. Praha: Wahlberg, 1994. 280 s. ISBN 80-901657-2-9.
- NĚMEC, Dobroslav. Strojírenská technologie 2: Učeb. pro 2. roč. stř. prům. šk. strojnic., stud. obor Strojír technol. Vyd. 1. Praha, 1985.
- NĚMEC, Dobroslav. Strojírenská technologie: Učeb. pro 3. roč. stř. prům. šk. strojnic. 3, Strojní obrábění. 2., opr. vyd. Praha, 1982.
- OUTRATA, Jiří. Technologie pro brusiče pro 1. ročník technologie brusiče kovů odborných učilišť a učňovských škol. Vyd. 1. Praha, 1965.
- OUTRATA, Jiří. Technológia 2., 3: Brusič kovov. Vyd. 2., nezm. Bratislava, 1970.
Obrázky:
- Obr. 1: NĚMEC, Dobroslav. Strojírenská technologie II. 1. vydání. Praha SNTL, 1985.
- Pokud není uvedeno jinak, autorem obrázků je Ing. Miroslav Hejl.
Testy3
Broušení 2
Otázek: 10
Broušení 1
Otázek: 10
Broušení 1.1
Otázek: 10