
Řezání závitů na vrtačce, vrtání složenými a sloučenými nástroji
Řezání závitů na vrtačce
Závit vzniká vytvořením drážky ve tvaru šroubovice žádaného průřezu buď v díře (matice), nebo na povrchu (šroub).
Postup řezání souosého vnitřního závitu na vrtačkách (sloupové, stojanové) je jednoduchý, ale účinný. Závit je nutno vyrobit na jedno upnutí obrobku.
-
U orýsování středu díry se poloha díry určuje pomocí osových čar. Orýsování se provádí od základních hran nebo os obrobků.
-
Důlek ve sředu díry se provádí pomocí důlkovače. Vrcholový úhel důlkovače = 60˚. Kuželovitý tvar důlku dává vrtáku první vedení (vystředění vrtáku).
Doporučené pro žáky ZŠ.

Obr. 1: Důlkovač
-
Středicí vrták se vystředí na střed kuželového důlku, osa díry je totožná s osou nástroje.

Obr. 2: Středicí vrták

Obr. 3: Navrtávák NC
-
Otvor se předvrtá vrtákem. Velikost předvrtané díry se určí v závislosti na rozměrech závitu (dle tabulek).
Obr. 4: Vrták
-
Na průběžné díry se používají závitníky s náběhovou, řeznou a kalibrovací částí (maticový závitník).

Obr. 5: Maticový závitník
-
Na slepé díry se používají strojní závitníky s krátkým náběhem, nebo sadové závitníky. Ruční sadové závitníky vyřezávají závitové drážky postupně jednotlivými závitníky v sadě. Sadové závitníky mají označení na stopce (jedna čárka pro první, dvě čárky pro druhý a bez čárky pro dokončovací závitník). Ve slepých dírách se závity řežou ručně.

Obr. 6: Sadový závitník
Závitník má středicí důlek. Ke středění použijeme trn zbroušený do špičky, jenž je upnut ve sklíčidle.
Tento způsob řezání závitu je velice rychlý a přesný. Závitník je upnut v klasickém vratidle. Na pinolu se ručně lehce tlačí, vratidlem se otáčí ve směru stoupání závitníku.
Souosý závit je i za použití maticového závitníku ručně velice těžce vyrobitelný.Kvůli značnému tření, jež vzniká při řezání závitu, je potřeba vydatného chlazení i mazání.
Obr. 7: Strojní závitník pro slepé otvory

Obr. 8: Kombinovaný závitník
Vrtání složenými a sloučenými nástroji
Speciální nástroje se využívají zejména v sériové výrobě, především u komplikovaných tvarů, zpětného obrábění a extrémního vyložení. Sdružený dokončovací nástroj je nutné použít pro dodržení souososti dvou či více otvorů.

Obr. 9: Stupňovitý vrták
Vyšší pořizovací cena a delší dodací termín jsou zdánlivou nevýhodou speciálních nástrojů. Vyhlášení výrobci nástrojů udělali i v této oblasti velký krok kupředu, a to vytvořením specializovaných výrobních dílen a použitím nejnovějších 3D konstrukčních softwarů. Tyto softwary automaticky generují CNC program a následně výrobu nástroje. Problém dodacích termínů tím je významně zkrácen.
Kombinované nástroje
Kombinované nástroje patří do významné skupiny speciálních nástrojů. Použitím stupňovitých či sdružených nástrojů se zkracuje strojní čas a počet výměn nástrojů. Běžnými představiteli kombinovaných nástrojů jsou vrtáky doplna zahrnující též operace srážení či zahlubování. Dalšími představiteli jsou stupňovité nástroje jako jsou záhlubníky, výstružníky a soustružnické držáky.

Obr. 10: Stupňovitý nástroj
Kazety
Při vytváření velkých a přesných děr do obrobku je řešením kazeta. Jsou většinou axiálně a radiálně stavitelné, některé typy mají i mikromechanismus pro nastavování v setinách milimetru.

Obr. 11 Vrtací tyč
Sdružený vrták 90° a 120°
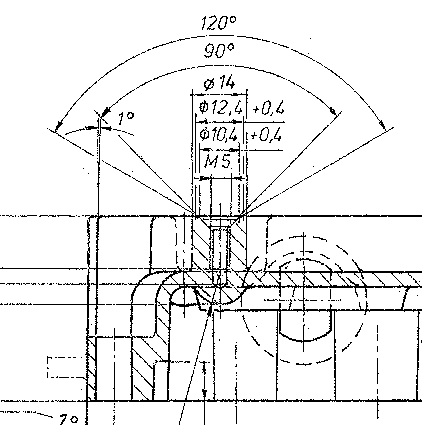
Obr. 12: Výkres

Obr. 13: Sdružený vrták k obrázku 12
Sdružený vrták pro M 6 a hranu
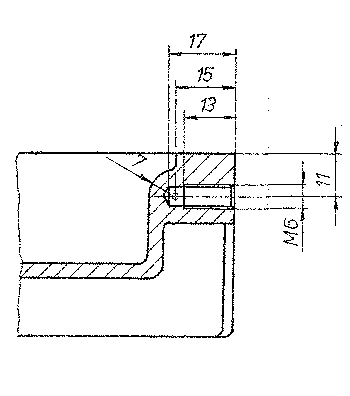
Obr. 14: Výkres

Obr. 15: Sdružený vrták k obrázku 14
- DOBROVOLNÝ, Bohumil. Broušení kovů. 1. vyd. Praha: SNTL, 1959, 102 s.
- HLUCHÝ, Miroslav, Jan KOLOUCH a Rudolf PAŇÁK. Strojírenská technologie 2. 2., upr. vyd. Praha: Scientia, 2001, 316 s. ISBN 80-718-3244-8.
- HLUCHÝ, Miroslav, Rudolf PAŇÁK a Oldřich MODRÁČEK. Strojírenská technologie 1. 3., přeprac. vyd. Praha: Scientia, 2002, 173s. ISBN 80-718-3265-0.
- KOCMAN, K., PROKOP, K. Technologie obrábění. Brno: Akademické nakladatelství CERN Brno, s.r.o., 2001. 274 s. ISBN 80-214-196-2.
- KŘÍŽ, R., VÁVRA, P. a kol. Strojírenská příručka. Praha: Scientia, spol. s r. o., 1996. 220 s. ISBN 80-7183-024-0.
- KUCHTOVÁ, Valina. Speciální nástroje jako cesta k produktivitě. MM Průmyslové spektrum [online]. 2012, č. 4, 11.04.2012 [cit. 2014-06-10]. Dostupné z: http://www.mmspektrum.com/clanek/specialni-nastroje-jako-cesta-k-produktivite.html
- LEINVEBER, Jan a Pavel VÁVRA. Strojnické tabulky: pomocná učebnice pro školy technického zaměření. 5., upr. vyd. Úvaly: Albra, 2011, 927 s. ISBN 978-80-7361-081-4.
- OUTRATA, Jiří. Technologie pro brusiče: Učební text pro 1. r. OU a UŠ oboru brusič kovů. Praha: SNTL, 1965. ISBN 2585.
- ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3, metody, stroje a nástroje pro obrábění 1. díl. Praha: Scientia, 2005 ISBN 80-7183-337-1
Obrázky:
- Obr. 1: Důlkovač. AUTOR NEUVEDEN. Http://www.narextools.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://www.narextools.cz/editor/image/eshop_products/8410_m.jpg
- Obr. 2: Středící vrták. AUTOR NEUVEDEN. Http://www.nakol.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://www.nakol.cz/editor/image/eshop_products/00002463_m.jpg
- Obr. 3: Navrtávák NC. AUTOR NEUVEDEN. Http://www.kovoobrabeci-nastroje.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://www.kovoobrabeci-nastroje.cz/tmp/thumb/1705_1_NC_navrtavak_120_HSSCo5_NC_120_3mm_50105.jpg
- Obr. 4: Vrták. AUTOR NEUVEDEN. Http://www.brufus.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://www.brufus.cz/pic_zbozi_det/_thb_20008.jpg
- Obr. 5: Maticový závitník. AUTOR NEUVEDEN. Http://www.mav.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://katalog.mav.cz/data/tree_zavitorezne/max/5000.jpg
- Obr. 6: Sadový závitník. AUTOR NEUVEDEN. Http://www.mav.cz/. [online]. [cit. 2014-06-10]. Dostupné z: http://katalog.mav.cz/data/tree_zavitorezne/med/0200_S.jpg
- Obr. 6: Strojní závitník pro slepé otvory AUTOR NEUVEDEN. Http://www.briol-nastroje.cz/. [online]. [cit. 2015-07-31]. Dostupné z: http://www.briol-nastroje.cz/files/images/product/269x200-crop-ffffff-5721-84.png
- Obr. 8: Kombinovaný závitník. AUTOR NEUVEDEN. Http://www.foerch.cz/. [online]. [cit. 2014061-10]. Dostupné z: http://www.foerch.cz/documents/thumbs/792198983_20141106152955_600x600_Fit_0_0.png
- Obr. 9: Stupňovitý vrták. KUCHTOVÁ, Valina. Speciální nástroje jako cesta k produktivitě. MM Průmyslové spektrum [online]. 2012, č. 4, 11.04.2012 [cit. 2014-06-10]. Dostupné z: http://www.mmspektrum.com/clanek/specialni-nastroje-jako-cesta-k-produktivite.html . http://www.mmspektrum.com/content/image/gallery/2012-4_9_1333624269/walter_obr_01.jpg
- Obr. 10: Stupňovitý nástroj. KUCHTOVÁ, Valina. Speciální nástroje jako cesta k produktivitě. MM Průmyslové spektrum [online]. 2012, č. 4, 11.04.2012 [cit. 2014-06-10]. Dostupné z: http://www.mmspektrum.com/clanek/specialni-nastroje-jako-cesta-k-produktivite.html . http://www.mmspektrum.com/content/image/gallery/2012-4_9_1333624269/walter_obr_04.jpg
- Obr. 11: Vrtací tyč. KUCHTOVÁ, Valina. Speciální nástroje jako cesta k produktivitě. MM Průmyslové spektrum [online]. 2012, č. 4, 11.04.2012 [cit. 2014-06-10]. Dostupné z: http://www.mmspektrum.com/clanek/specialni-nastroje-jako-cesta-k-produktivite.html. http://www.mmspektrum.com/content/image/gallery/2012-4_9_1333624269/walter_obr_06.jpg
- Pokud není uvedeno jinak, autorem obrázků je Mgr. Jiří Horsák.
{kind=link}
{kind=link}