
Rovinné plochy
Rovinné plochy se nejčastěji brousí na rovinných bruskách. Broušení může být prováděné obvodem kotouče nebo čelem kotouče.
Broušení rovinných ploch obvodem kotouče
- Broušením obvodem kotouče se dosahuje větší přesnosti a lepší drsnosti povrchu, ale menšího výkonu.
- Při broušení vykonává stůl přímočarý vratný nebo kruhový pohyb.
- Brousí se relativně úzkým brousícím kotoučem, proto se součást zahřívá jen minimálně a tento ohřev způsobuje jen nepatrné deformace.
Podle způsobu úběru přídavku na broušení můžeme brousit:
1) velkým přísuvem a malým příčným posuvem
2) malým přísuvem a velkým příčným posuvem
Broušení druhým způsobem je možné použít jen na tuhých strojích s dostatečně širokými brusnými kotouči. Tento způsob je ve srovnání s prvním způsobem broušení z hlediska hospodárnosti výhodnější. Při broušení velkým přísuvem a malým příčným posuvem brousí kotouč jen hranou a rychle se opotřebovává.
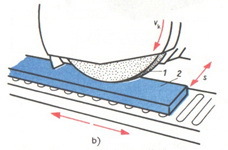
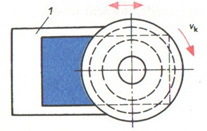
Obr. 1: Broušení rovinných ploch obvodem kotouče ( 1 - brousící kotouč, 2 - obrobek, vk - obvodová rychlost brousícího kotouče, s - přísuv)
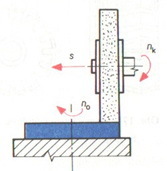
Obr. 2: Broušení rovinných ploch obvodem kotouče (nk - otáčky brousícího kotouče, no - otáčky obrobku)

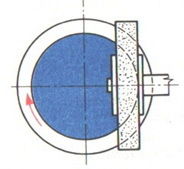
Obr. 3: Rovinná bruska s příčným vřeteníkem

Obr. 4: Broušení rovinných ploch

Obr. 5: Broušení rovinných ploch obvodem kotouče na CNC brusce
Broušení rovinných ploch čelem brousícího kotouče
Tento způsob broušení je mnohem výkonnější než broušení obvodem kotouče, protože do styku s obrobkem přichází větší plocha brusného kotouče. Kolmost brousícího vřeteníku je seřiditelná. Při hrubování se brousící vřeteno nakloní o úhel 1,5° až 3°, aby se omezil vznik tepla. Při broušení na čisto se vřeteno nastaví kolmo, aby stopy vybroušené plochy byly od přední a zadní strany kotouče. Tento způsob se využívá při vytváření základních ustavovacích ploch.
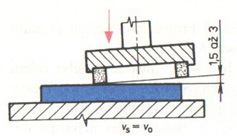
Obr. 6: Broušení rovinných ploch čelem brousícího kotouče (1 – přímočarý stůl)
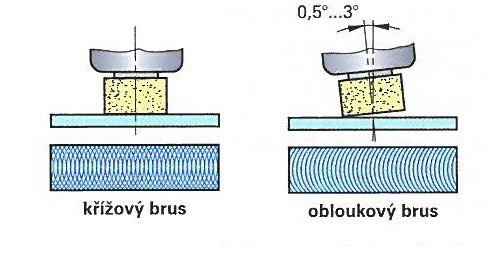
Obr. 7: Broušená plocha při bočním rovinném broušení