Metoda tisku z hloubky
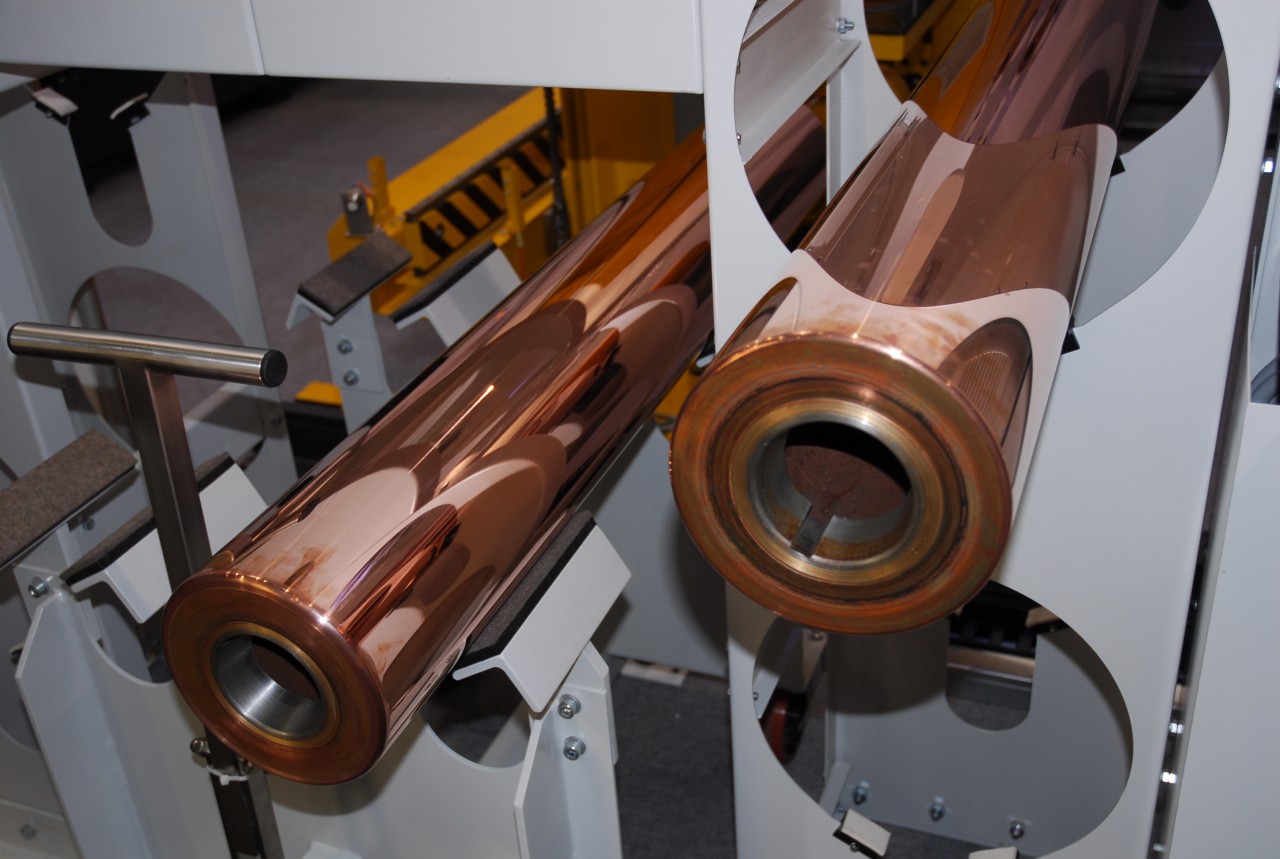
Obr. 1: Tisková forma v hlubotisku
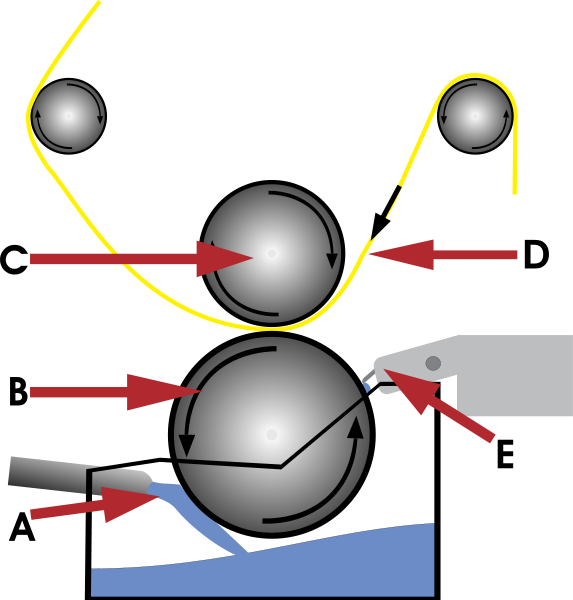
Princip tisku z hloubky je přesným opakem tisku z výšky. Tisknoucí prvky jsou zahloubeny pod úroveň netisknoucích míst, po nanesení a setření přebytečné barvy z netisknoucích míst se za přítomnosti tiskového tlaku provede otisk. Metodu tisku z hloubky využívají v současnosti dvě průmyslové tiskové techniky:
- Hlubotisk
- Tamponový tisk
Tisková technika hlubotisk
Hlubotisk představuje vysoce kvalitní tiskovou techniku, která je vhodná zejména k tisku plnobarevných obrazových reprodukcí, a to na různé druhy potiskovaných materiálů, od papírů až po podlahové krytiny. Na rozdíl od ofsetu dokáže reprodukovat ještě jemnější detaily a navíc může k tisku používat i méně kvalitní papíry. Hlubotisk je také tiskovou technikou s vynikající barevnou stabilitou při tisku. Množství přenášené barvy určuje míra zahloubení tiskových bodů (jamek), a pokud zůstanou vlastnosti použité tiskové barvy neměnné, pak množství barvy nelze v průběhu tisku ovlivňovat. V hlubotisku nahrazuje barevníkovou soustavu nádrž s nízkoviskózní barvou, ve které se brodí formový válec. Otáčením formového válce dochází k naplňování zahloubených míst barvou, přebytečnou barvu z netisknoucích míst stírá ocelový nůž. Poté působením mechanického tlaku a kapilárních sil dochází k přenosu barvy na potiskovaný materiál. Vyprázdněné tiskové buňky se opětovně plní barvou a proces se opakuje. I přes výše popsané výhody nepatří hlubotisk v České republice mezi dominantní tiskové techniky, a to zejména z důvodu složitého postupu při výrobě tiskové formy a z toho vyplývajících vysokých nákladů na její zhotovení. Dalším omezujícím faktorem je špatná schopnost reprodukce drobného písma, neboť všechny tiskové prvky včetně textů musí být v hlubotisku rastrované (vytvořeny z tiskových bodů). Své uplatnění nachází hlubotisk v současnosti při tisku velmi vysokých nákladů, zejména v segmentu obalů, potisku laminátu a podobně. Časopisecká produkce byla dříve dominantní produkcí hlubotisku, s ohledem na klesající náklady je však v současnosti realizována ofsetovou, případně flexotiskovou technikou.
Tisková forma v hlubotisku
Tiskovou formu v hlubotisku je celistvý formový (kovový) válec. Jedná se o vícekovový válec, jehož hřídel a základní průměr je z oceli. Svrchní část formového válce pak tvoří, v závislosti na způsobu zhotovování tiskových prvků, buď vrstva mědi (platí pro fotochemické a mechanické zahlubování), nebo zinku (platí pro laserové gravírování). Vlastnosti obou zmíněných kovů umožňují snadné zahlubování tiskových prvků (jamek). Tisková forma v hlubotisku se v současnosti zhotovuje přímo z digitálních dat, a to při současném využití některého z následujících způsobů zahlubování:
- Fotochemické zhotovení hlubotiskové formy je založeno na laserovém odstranění - ablaci černé, chemicky odolné krycí vrstvy v místech, kde budou tiskové jamky. Nejprve je na měděný povrch formového válce nanesena černá krycí vrstva. Černá je jen z toho důvodu, aby co nejlépe pohlcovala tepelnou energii laseru. Po zaschnutí černé vrstvy je válec upnut do osvitové jednotky. Působením laseru dochází k odpaření černé vrstvy v místech budoucích tiskových jamek. Poté se válec ponoří do roztoku chloridu železitého, který odleptá (prohloubí) obnaženou měd.
- Mechanické zhotovení hlubotiskové formy patří mezi časté způsoby zhotovení TF v hlubotisku. K tomuto účelu slouží speciální rycí automaty, jejichž rycí nástroje jsou opatřeny diamantovými hroty. Pohyb rydel vyvíjí elektromagnet - podle vyvinuté přítlačné síly se hrot zarývá do vrstvy mědi více nebo méně. Celý proces řídí podle digitální předlohy počítač.
- Laserové vypalování hlubotiskové formy je nejmodernějším a zároveň nejrychlejším způsobem zhotovení TF. Na rozdíl od předešlých řešení je formový válec opatřen na svém povrchu nikoliv mědí, ale zinkem, do které výkonný laser vypaluje tiskové jamky. Rychlost zpracování závisí na výkonu laseru a řídícím systému jednotky.
Zhotovením tiskových prvků proces přípravy tiskové formy nekončí. Měď i zinek jsou relativně měkké materiály, které by vlivem stírání ocelovým nožem v barevníku mohly být lehce poškrábány. Proto je povrch formových válců ještě opatřen tenkou vrstvou (4–6 µm) tvrdého chromu. K tomuto účelu se používá proces galvanizace – ovrstvování založené na principu usazování kovu na katodě v elektrochemické lázni. Katodou je formový válec a elektrochemickou lázní kyselina chromová. Celý proces trvá cca 10 minut. Válec je v elektrolytu ponořen z 30 % při teplotě 60 oC a hustotě elektrického proudu 100–125 Adm-2. Výsledná tvrdost povrchu válce se pohybuje v rozmezí 900–1100 stupňů tvrdosti (dle Vickerse).
Připravené formové válce se umístí do tiskových jednotek a provede se tisk v potřebném nákladu. Po skončení tisku jsou formové válce vyňaty ze stroje k tzv. odvrstvení. Z válců je mechanicky stržena vrstva mědi či zinku s tiskovými prvky. Pro zhotovení nových tiskových forem je nutné válce znovu opatřit vrstvou mědinebo zinku. Tento proces se děje opět za využití galvanického pokovování. V souhrnu tak příprava a výroba tiskových forem zahrnuje galvanické procesy, opracování povrchu kovů a složité rycí či vypalovací systémy.
- KAPLANOVÁ, Marie a kol. Moderní polygrafie. Praha: Svaz polygrafických podnikatelů, 2010, 391 s. ISBN 978-80-254-4230-2
- PANÁK, Ján, Michal ČEPPAN, Vladimír DVONKA, Ĺudovít KARPINSKÝ, Pavel KORDOŠ, Milan MIKULA a Stefan JAKUCEWICZ. Polygrafické minimum. 2. doplněné vydání. Bratislava: TypoSet, 2000, 264 s. ISBN 80-967811-3-8.
- ŠALDA, Jaroslav., SVOBODA, Ladislav. Přehled polygrafie. Praha: SPN, 1981, 464 s. ISBN 83-30-32/2
Obrázky
- Obr. 1, 3 Archiv autora
- Obr. 2 HARRY Wad. Diagram of rotogravure process. In: Wikipedia: the free encyclopedia [online]. San Francisco (CA): Wikimedia Foundation, 2001- [cit. 2014-10-30]. Dostupné z: http://commons.wikimedia.org/wiki/File:Rotogravure.svg?uselang=cs