Tvorba nárůstku a jeho vliv na obrábění
Mezi čelem nástroje a třískou vzniká velká třecí síla, která brzdí část třísky přiléhající k čelu řezného nástroje. V těchto částech vzniká sekundární plastická deformace, která je příčinou vzniku nárůstku. Nárůstek je tvořen plasticky zdeformovanými částicemi obráběného materiálu. Jeho tvar, velikost a stabilita závisí na fyzikálních vlastnostech obráběného materiálu a na řezných podmínkách. Nárůstek je tvrdší než obráběný materiál. Je schopný řezat a přebírá částečně funkci břitu nástroje. Nárůstek se při obrábění postupně zvětšuje, tím se také postupně mění i skutečný úhel řezu. Nárůstek má vliv i na hloubku řezu. V určitou chvíli dochází k deformaci nárůstku a potom k jeho rozrušení. Nárůstek tak stále vzniká a zaniká. Část rozrušeného nárůstku ulpí na obráběné ploše a část odchází s třískou. Tím vzniklá obrobená plocha má pak větší drsnost. Nárůstek vzniká jen za určitých podmínek. Největší vliv na tvorbu má řezná rychlost. Nárůstek se tvoří nejčastěji u hliníku a jeho slitin. Litiny májí malou plasticitu, takže je u nich tvorba nárůstku minimální.
Nárůstek se neobjevuje při malých řezných rychlostech do 5 m.min-1 a při vyšších řezných rychlostech od 80 m.min-1 .
Nezbytným předpokladem pro vznik nárůstku je existence čistého kovového styku mezi řezným nástrojem a obrobkem a jeho schopnost adhezního svařování. Nárůstek se tvoří velmi rychle na hrubém povrchu řezného nástroje. [2]
Nárůstek:
-
ovlivňuje geometrii nástroje,
-
mění skutečné rozměry obrobku,
-
zhoršuje jakost obrobené plochy,
-
způsobuje kmitání soustavy stroj – nástroj - obrobek.
Nárůstek se může odstranit:
-
změnou řezných podmínek, zejména řezné rychlosti
-
použitím vhodné chladicí kapaliny
-
lapováním čelní plochy nástroje.
S rostoucí pevností obráběného materiálu velikost nárůstku klesá.
Popis k obrázku č.1: Tvorba nárůstku
1 - 4 vrstvy nárůstku
h - hloubka řezu
Δh - zvětšení hloubky řezu vlivem vzniku nárůstku 1 - 4
σsk - skutečný úhel řezu
γnsk - zvětšený normálový úhel čela
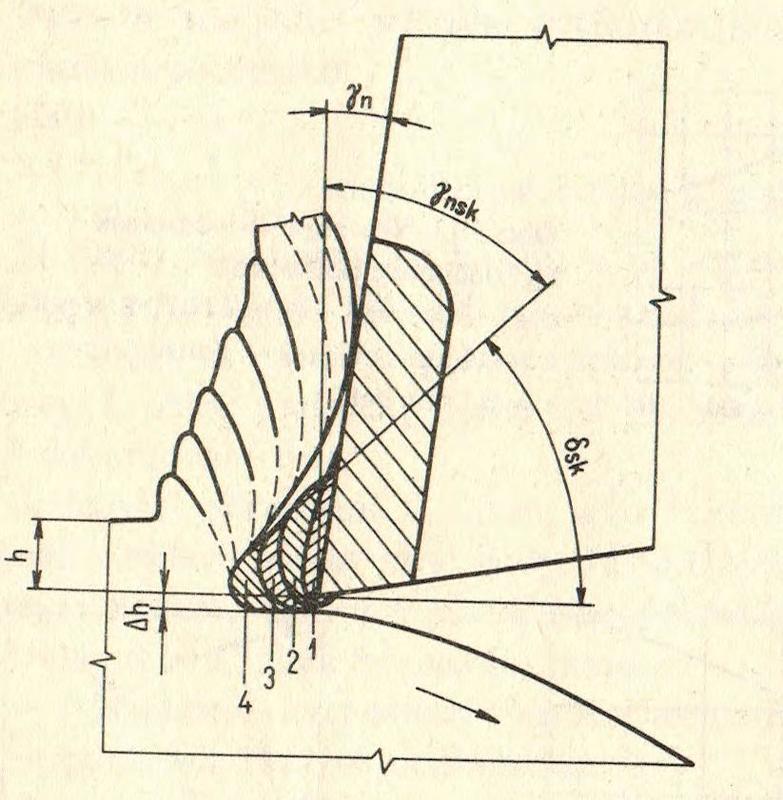
Obr. 1: Tvorba nárůstku
- [2] - DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. 1. vyd. Praha: SNTL, 1986. 424 s.
Obrázky:
- Obr. 1: DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. 1. vyd. Praha: SNTL, 1986. 424 s.
Tyto otázky jsou vhodné i pro žáky ZŠ
- Co je nárůstek a kde se tvoří?
- Co ovlivňuje nárůstek?
- Jak můžeme nárůstek odstranit?
Otázky pro žáky SŠ
- Vysvětlete pojem nárůstek. Kde se tvoří?
- Vysvětlete, co ovlivňuje nárůstek.
- Popište, jak se dá nárůstek odstranit.