
Vroubkování
Při vroubkování se na povrchu obrobku vytlačují dvojice pravoúhlých nebo kosoúhlých křižujících se rýh. Vroubkují se zpravidla části držáků, rukojeti měřidel, hlavy šroubů, matice, průbojníky. Vroubkování provádíme na soustruhu pomocí vroubkovačů. Při velkém počtu kusů (sériová výroba) můžeme vroubkování provést pomocí vroubkovacích kotoučů na válcovacím stroji. Po vroubkování se původní průměr zvětší o několik desetin milimetru.
Postup vroubkování:
- vroubkovací kolečka se nastavují do osy soustružení s osou čepu výkyvné části držáku
- vroubkování provádíme při příčném posuvu, až se vytvoří vroubky plného profilu
Vroubkování s větší roztečí a do velmi pevných a tvrdých materiálů se provádí na několik záběrů.
Vroubkovače musí mít nejméně dvě vroubkovací kolečka, která jsou otočně uložena ve výkyvné části držáku. Břity jsou pravoúhlé nebo kosoúhlé. Obě kolečka musí mít stejnou rozteč břitů.
Pravoúhlé vroubkování se používá zpravidla u součástí z plastů. Kosoúhlé vroubkování používáme na všech druzích materiálů. Tření mezi vroubkovacími kolečky a povrchem obrobku se zmenší vydatným chlazením a mazáním.
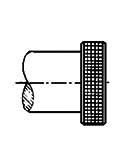
Obr. 1: Pravoúhlé vroubkování
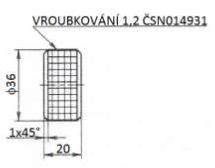
Obr. 2: Kreslení pravoúhlého vroubkování na výrobních výkresech
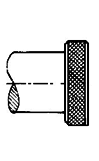
Obr. 3: Kosoúhlé vroubkování

Obr. 4: Kreslení kosoúhlého vroubkování na výrobních výkresech
Nástroje a jejich nastavení
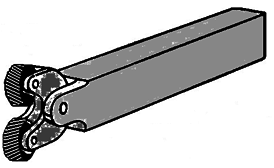
Obr. 5: Vroubkovač
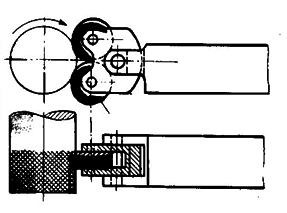
Obr. 6: Nastavení vroubkovače

Obr. 7: Princip vroubkování
-
JANYŠ, Bohumil a Karel RAFTL. Soustružník: Technologie pro I. ročník. 1. vyd. Praha : SNTL - Nakladatelství technické literatury, 1968.
-
NĚMEC, Dobroslav a kol. Strojírenská technologie 3: Strojní obrábění. 2., opr. vyd. Praha : SNTL - Nakladatelství technické literatury, 1982.
-
ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3 - 1. díl: Metody, stroje a nástroje pro obrábění. 1. vyd. Praha : Scientia, 2000. ISBN 80-7183-207-3
Obrázky:
- Obr. 1 - 7: JANYŠ, Bohumil a Karel RAFTL. Soustružník: Technologie pro I. ročník. 1. vyd. Praha : SNTL - Nakladatelství technické literatury, 1968.