Význam dráhové korekce při soustružení
Funkce G41 a G42 zajistí posunutí skutečné dráhy nástroje oproti dráze programované tak, aby se eliminoval vliv poloměru špičky nástroje na tvar obrobku. Velikost poloměru špičky každého nástroje je zapsána v tabulce KOREKCE (rovněž musí být správně zapsán typ nástroje, který rozhoduje
o směru provedení korekcí). Celá problematika je patrná z následujících obrázků.
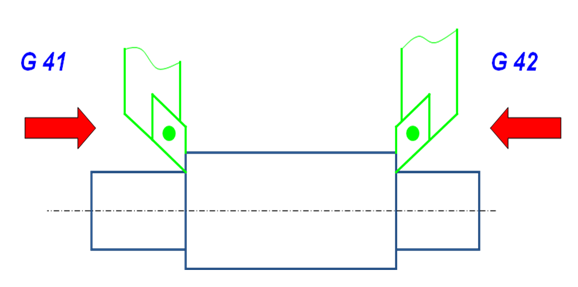
Obr. 1: Znázornění dráhové korekce nástroje zleva G41 a zprava G42 při soustružení
Poloha nástroje je dána polohou jeho teoretické špičky – bodem P. Protože
ve většině případů je špička nástroje zaoblena poloměrem několika desetin milimetru, není skutečný tzv. utvářející bod ostří totožný s bodem P.
Z obrázku je vidět, že k odchylce skutečného tvaru od tvaru programovaného dochází na kuželových plochách, naopak plochy čelní a válcové jsou obrobeny bez chyby. Velikost vzniklé chyby závisí na poloměru špičky a na sklonu obráběné plochy. Podobné problémy vznikají i při obrábění rádiusů pomocí funkcí G2 a G3.
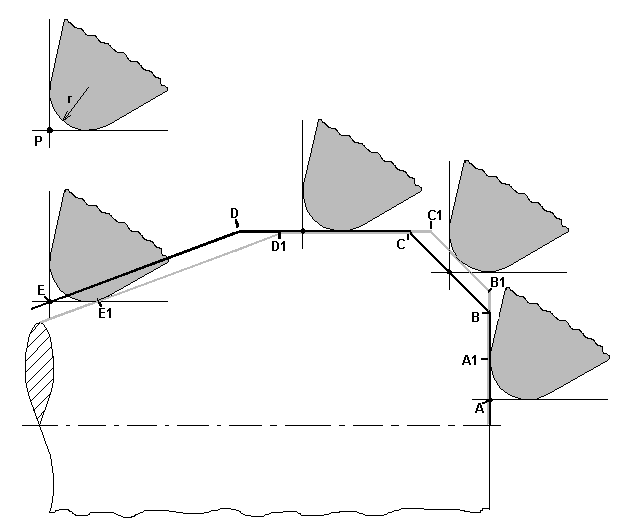
Obr. 2: Zkreslení tvaru součásti při soustružení bez poloměrové korekce
Příklad: Je třeba přesně obrobit konečný tvar součásti na obrázku.
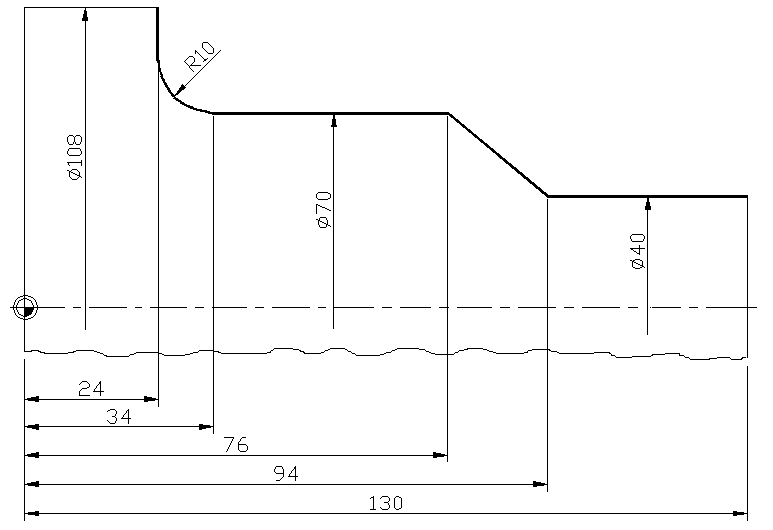
Obr. 3: Výkres příkladu
Zápis programu součásti s poloměrovou korekcí na soustruhu
N100 G0 X40 Z140
N110 G42; zařazení korekce
N120 G0 Z133
N130 G1 Z94
N140 G1 X70 Z76
N150 G1 Z34
N160 G2 X90 Z24 R10
N170 G1 X112
N180 G40; zrušení korekce
N190 G0 X150 Z150; odjetí od kusu
Dráhové korekce se někdy uvádí pod názvem rádiusové.
Některé řídicí systémy jsou vybaveny simulací, ve které se definují nástroje pro obrábění tvarů a následně simulují obrábění. V případě jednoduché simulace např. kurzorem (simulace nezná tvar nástroje) musíme polohu k obráběné ploše zadat.
- ŠTAJNOCHR, Lubomír a Vladimír SLAVÍK. Uživatelská příručka pro frézku FCM 16 CNC, FCM 22 CNC: Řídící systém Mikroprog F.
Prezentace:
- Znázornění korekce nástroje zprava G41 a zleva G42 na soustruhu - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta. Obrázky mohou být také součástí citovaných digitálních materiálů.
U soustruhů, kde tabulka nástrojů posuzuje rádius špičky soustružnického nože, se dráhová korekce neužívá. Systém sám přepočítá skutečnou dráhu.
Každá špička soustružnického nože má rádius!