
Vznik třísky a její druhy
Při procesu obrábění dochází k oddělování částic materiálu z obrobku. Nástroj při obrábění odebírá přebytečný materiál ve formě třísky. Tříska je tedy deformovaná odřezávaná vrstva materiálu z obrobku. Při vnikání řezného klínu do obráběného materiálu se tento materiál nejprve pružně a pak plasticky deformuje, čímž klade odpor proti vnikání řezného klínu. V rámci řezání se utvářejí a následně oddělují třísky trhané nebo stříhané.
Trhaná tříska vzniká v případě, že normálová napětí σ převyšují tečná napětí τ. Trhaná tříska se tvoří nejčastěji při obrábění tvrdých a křehkých materiálů. Vzniká vylamováním jednotlivých elementů nepravidelných tvarů bez vzájemné souvislosti. Tříska odchází ve tvaru nepravidelných úlomků, šupin, drobných elementů. Vzniká horší kvalita obrobeného povrchu součásti.
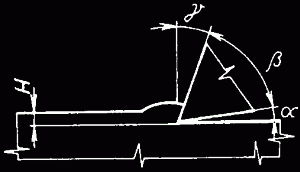
Obr. 1: Pěchování materiálu
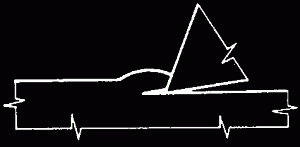
Obr. 2: Začátek porušování soudržnosti
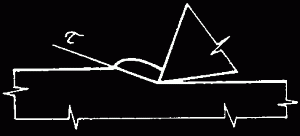
Obr. 3: Odstřižení (usmyknutí) částice
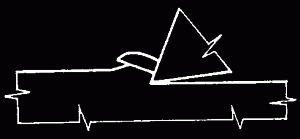
Obr. 4: Skluz usmyknuté částice
Obr. 5: Odvádění třísky po čele nástroje
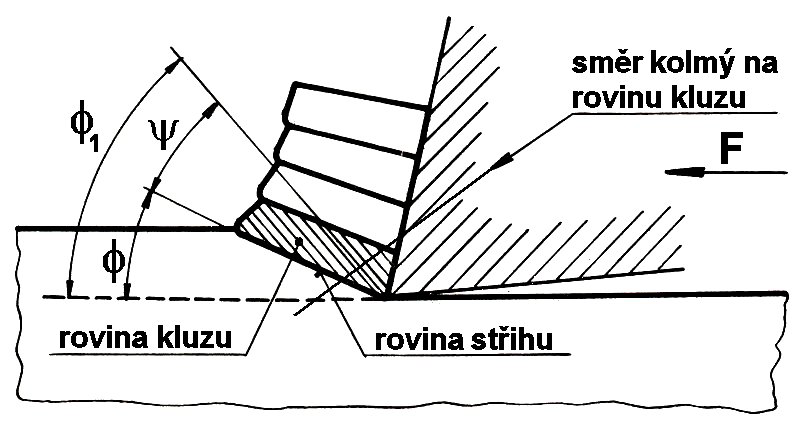
Obr. 6: Rovina střihu – element třísky

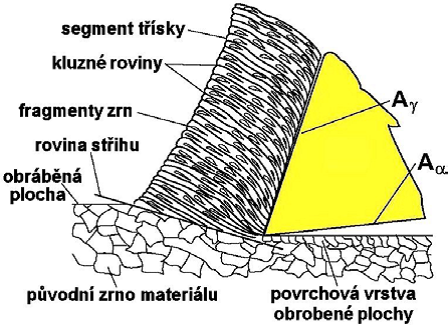
Obr. 7: Vznik třísky
Obr. 8: Zrna materiálu - třísky
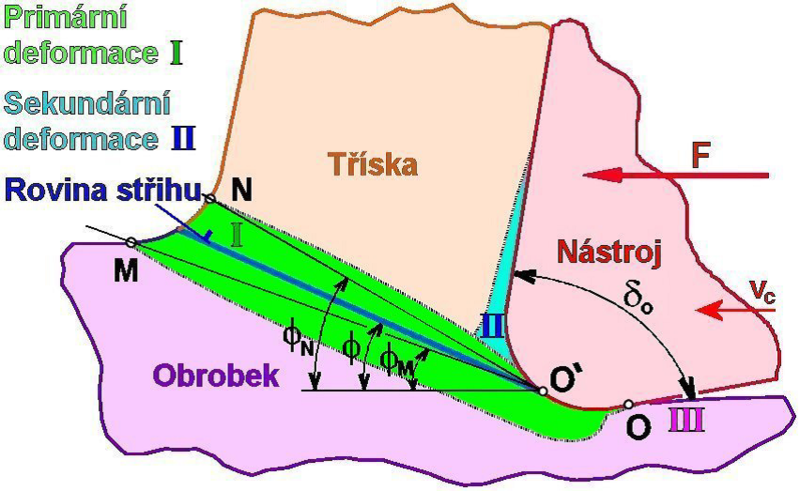
Obr. 9: Deformace, tvorba třísky
Stříhaná tříska vzniká v případě, že tečná napětí τ převyšují normálová napětí σ.
Podle stupně plastičnosti může být stříhaná tříska:
-
Plynulá – tvoří se nejčastěji. Vzniká při obrábění tvárných materiálů. Jednotlivé elementy třísky mají velkou soudržnost a jsou od sebe těžko rozlišitelné. Povrch třísky na straně převrácené k čelu nástroje bývá hladký. Plynulá tříska odchází po čele nástroje ve tvaru více či méně svinujícího pásku (šroubovice) jako souvislý celek.
-
Stupňovitá – skládá se z jednotlivých spolu spojených elementů, které se od sebe zřetelně liší svým tvarem a velikostí. Vzniká při obrábění tvrdých a tvárných materiálů. Při její tvorbě dochází k odstřižení jednotlivých částic, které jsou dobře patrné na vnějším povrchu třísky. Tříska odchází po čele v kratších celcích složených z jedné nebo více částic ve tvaru různě tvarovaných pásků (šroubovice, kroužky, obloučky apod.).
-
Elementová – tříska se skládá z postupně odstřihnutých částic, které jsou od sebe snadno rozlišitelné.
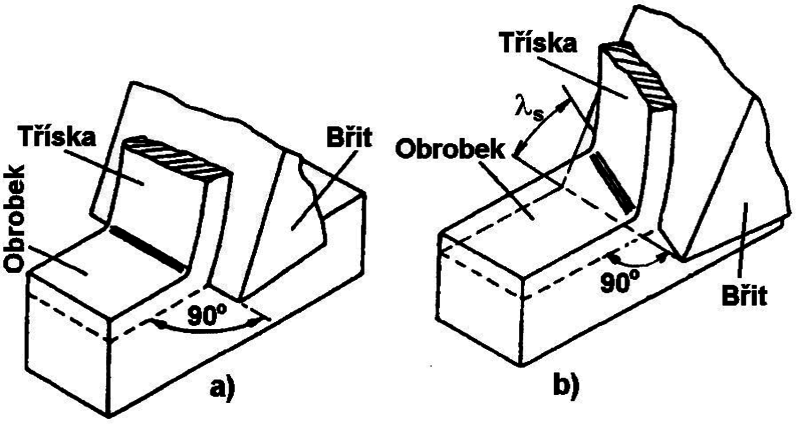
Obr. 10: Břit a tříska
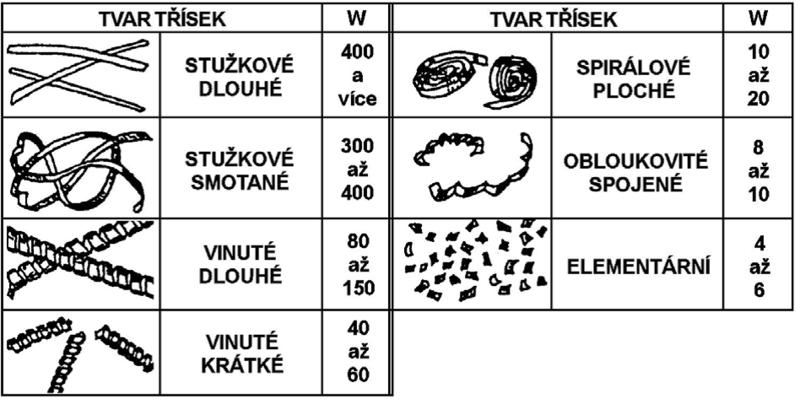
Hodnoty objemového součinitele třísek ω = W pro vybrané typy třísek.
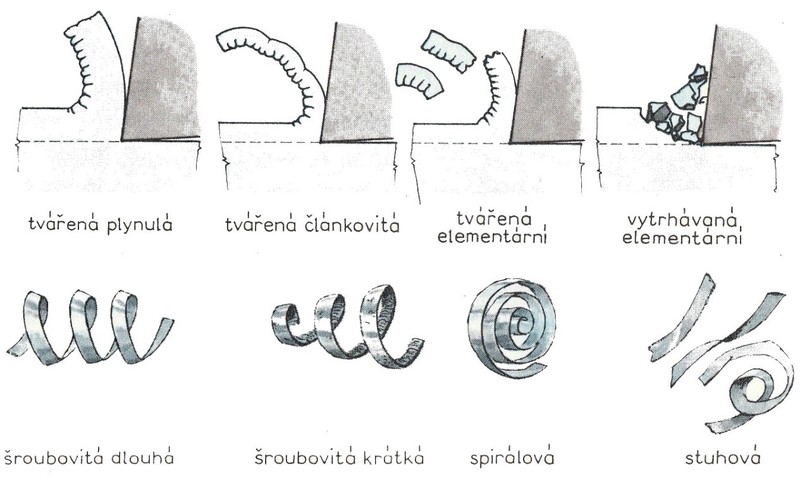
Obr. 11: Druhy a tvar třísek
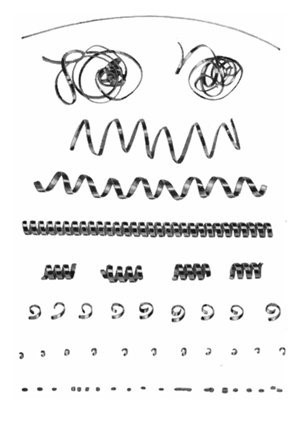
Obr. 12: Tvar třísky

Obr. 13: Plynulá tříska

Obr. 14: Šroubovitá dlouhá tříska

Obr. 15: Elementární tříska
Obr. 16: Tříska (plynulá, dělená, drobivá)
Tříska je vedlejší produkt procesu řezání, má mít určité vlastnosti z hlediska rozměrů a tvarů. To proto, abychom s ní mohli lépe manipulovat při odvodu ze stroje a následné další dopravě a zpracování. Proto by měla zaujímat co nejmenší objem. Tvar třísky je důležitý pro efektivní využití nástroje. Dlouhé plynulé třísky se namotávají na nástroj a zvyšují nebezpečí poškození a dosažení požadovaných vlastností obráběného povrchu. Proto se snažíme vždy třísku dělit. Z hlediska snadné manipulace a bezpečnosti práce je výhodná tříska elementární nebo článkovitá.
Tvar vzniklé třísky závisí na:
-
vlastnostech obráběného materiálu, jeho obrobitelnosti
-
geometrii nástroje a tvaru břitu (úhel čela, lamače, utvářeče třísky)
-
materiálu nástroje
-
řezných podmínkách (řezné rychlosti, posuvu, hloubce řezu).
Tvarování a lámání třísek má značný význam pro bezpečnost a plynulost práce u automatizovaných obráběcích strojů, zejména pak u bezobslužných obráběcích strojů a pracovišť. Jako kritérium vhodného tvaru třísky se používá tzv. objemový součinitel.
Objemový součinitel třísek ω lze vyjádřit:
Vt – objem volně ložených třísek [dm3]
Vm – objem odebraného materiálu po stejnou dobu obrábění [dm3]
Abychom dosáhli vhodného tvaru a s tím souvisejícího objemu produkce třísek, musíme navolit vhodnou volbu řezných parametrů a geometrie nástroje se záměrem optimálního utváření třísek. Snížení hodnoty objemového součinitele třísek můžeme dosáhnout pomocí použití různých lamačů a utvářečů třísek.
Utvářeče třísek jsou nejčastěji vybrušované či předlisované nebo mechanicky připevněné na nástroji. Běžně se setkáme se žlábkovými utvářeči s vytvořeným žlábkem či stupínkem na čele celistvých nožů nebo pájených destiček. Jiná skupina je představována žlábkem různého průřezu podél ostří kolem celého obvodu z jedné nebo obou stran vyměnitelné břitové destičky. Poslední skupinu tvoří utvářeče tzv. sekundární. Jsou to žlábkové utvářeče třísek se sekundárním utvářečem menších rozměrů vytvořeným v rohu destičky.
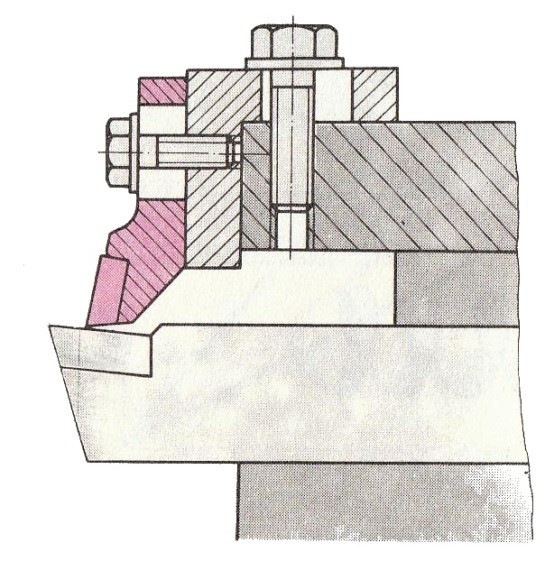
Lamače třísek mají tvar destičky a bývají mechanicky upnuty ve vzdálenosti 1,5 – 6 mm od ostří a skloněny pod úhlem 40 – 50° k čelu břitu. Zmenšují poloměr svinutí třísky a způsobují lámání odcházející třísky na menší kusy.
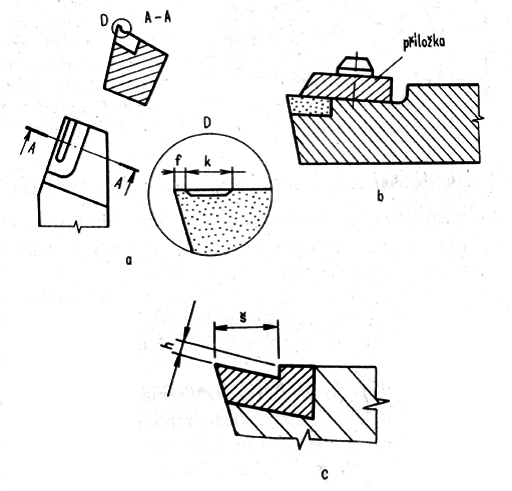
Obr. 17: Utvářeč a lamač třísky
a – žlábkový utvářeč, b – lamač třísky, c – stupínkový utvářeč
Obr. 18: Stavitelný lamač třísek

Obr. 19: Utvářeč třísek na destičce z řezné keramiky
- BRYCHTA, Josef, Robert ČEP, Jana NOVÁKOVÁ a Lenka PETŘKOVSKÁ. Technologie II - 1. díl. 1. vyd. Ostrava: VŠB - TU Ostrava, 2007. ISBN 978-80-248-1641-8.
- DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. 1. vyd. Praha: SNTL, 1986. 424 s.
- MADĚRKOVÁ, Marcela. Technologie II [online]. [cit. 20.11.2014]. Dostupný na WWW: http://www.ssprool.cz/omto/texty_zamecnik/za_technologie_2.pdf
- VOHAREK, Leopold. Technologie teorie obrábění [online]. [cit. 20.11.2014]. Dostupný na WWW: http://dumy.cz/material/53996-technologie-teorie-obrabeni
Obrázky:
- Obr. 1, 2, 3, 4, 5: Teorie obrábění – Projekt: EU Peníze školám, registrační číslo CZ.1.07/1.5.00/34.0608.
- Obr. 6, 7, 8, 9, 10, 11: BRYCHTA, Josef, Robert ČEP, Jana NOVÁKOVÁ a Lenka PETŘKOVSKÁ. Technologie II - 1. díl. 1. vyd. Ostrava: VŠB - TU Ostrava, 2007. ISBN 978-80-248-1641-8.
- Obr. 12, 18, 19: MADĚRKOVÁ, Marcela. Technologie II [online]. [cit. 20.11.2014]. Dostupný na WWW: http://www.ssprool.cz/omto/texty_zamecnik/za_technologie_2.pdf
- Obr. 13: Vznik třísky - Projekt: Inovace výuky strojírenských oborů, registrační číslo CZ.1.07/1.5.00/34.1008
- Obr. 17: DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. 1. vyd. Praha: SNTL, 1986. 424 s.
- Pokud není uvedeno jinak, autorem obrázků je Ing. Antonín Adamec.