
Úchylky tvaru
Úvod
Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení – souhrnně zvaných geometrické tolerance – byla vyvolána zejména v poválečných letech dalším rozšiřováním výroby a zvyšováním požadavků na přesnost výroby. Úchylky tvaru, směru, polohy i házení skutečných ploch a profilů mohou nepříznivě ovlivnit funkci jednotlivých součástí i celých strojů.
Například úchylky kruhovitosti elementů valivých ložisek zvyšují opotřebení a hlučnost chodu. Na přímosti, rovnoběžnosti nebo kolmosti vodících a upínacích ploch závisí přesnost obráběcích strojů atd.
Skutečné vyrobené součásti nemají přesný geometrický tvar, podobně jako nemají absolutně přesné rozměry. Protože správná funkce součásti a stroje závisí nejen na dodržování rozměrů, ale i na dodržení geometrického tvaru a na dodržení jejich vzájemné polohy, jsou zavedeny geometrické tolerance. Norma ČSN 01 4401 zavádí tři skupiny tolerancí a jim odpovídajících úchylek.
Geometrické tolerance definují přípustné odchylky skutečných tvarů a poloh od tvarů a poloh teoreticky přesných. Předepisují se pouze tehdy, jsou-li důležité z hlediska požadavku na funkci součásti.
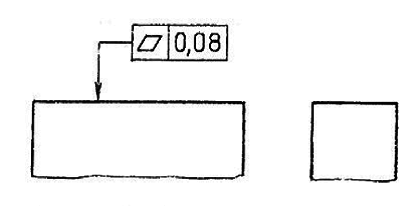
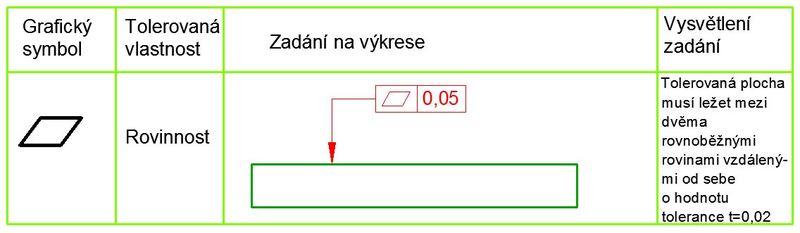
Značky pro předepisování těchto tolerancí stanoví ČSN EN ISO 7083. Tolerance se zapisují do tolerančních rámečků písmem stejné velikosti jako kóty. Rámeček je rozdělen na dvě nebo tři pole. Do prvního pole se zapisuje značka tolerance, do druhého její číselná hodnota a popřípadě do třetího se zapisuje označení základny.
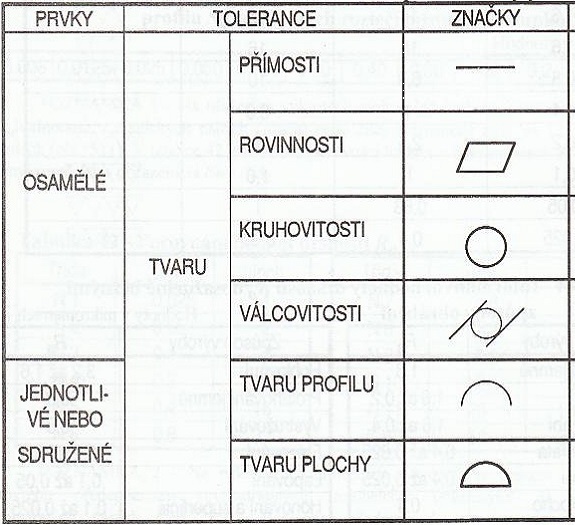
Obr. 1: Značení tolerancí tvaru na výkresech
Tolerance geometrické
- Tolerance tvaru: přímosti, rovinnosti, kruhovitosti, válcovitosti, tvaru profilu, tvaru plochy
- Tolerance směru: rovnoběžnosti, kolmosti, sklonu
- Tolerance polohy: umístění, soustřednosti a souososti, souměrnosti
- Tolerance házení: kruhového házení, celkového házení
Úchylky tvaru
Geometrické tolerance tvaru
Úchylka tvaru je hodnota odchylky skutečného tvaru obrobku od jeho jmenovitého navrženého tvaru udaného na výkrese nebo v normě. Je to největší dovolená vzdálenost bodů skutečné plochy od plochy obalové
Tolerance přímosti
- toleranční zóna je ohraničena dvěma rovnoběžnými přímkami ve vzdálenosti t
- každá povrchová linie tolerovaného válce nebo rovinné plochy musí ležet mezi těmito rovnoběžnými přímkami
Tolerance přímosti povrchové linie
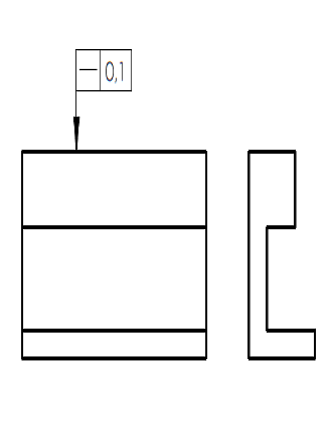
Obr. 2: Tolerance přímosti povrchové linie - značení na výkrese
Znázornění toleranční zóny
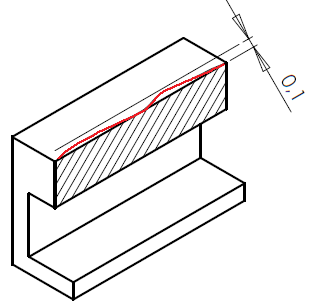
Obr. 3: Toleranční zóna
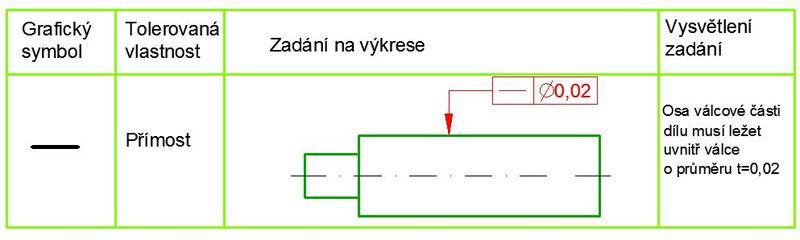
Obr.4: Zápis tolerance přímosti
Měření přímosti
- měřenou součást položíme na příměrnou desku
- číselníkový úchylkoměr upevníme do stojánku
- stojánek s úchylkoměrem umístíme na začátek měřené plochy a přejedeme měřidlem po celé vztažné délce (z místa A do místa B)
- zaznamenáme maximální naměřenou hodnotu

Obr.5: Měření přímosti
Tolerance rovinnosti
Toleranční zóna je ohraničena dvěma rovnoběžnými rovinami o vzdálenosti t, jejíž rozměr odpovídá rozměru tolerované plochy. Skutečná plocha měřeného dílu musí ležet mezi oběma rovnoběžnými rovinami.
Měří se úchylky přímosti jednotlivých profilů plochy v různých směrech a z naměřených úchylek se vyhodnotí úchylka rovinnosti.
Rovinnost plochy
Obr. 6: Rovinnost plochy - značení na výkrese
Znázornění toleranční zóny
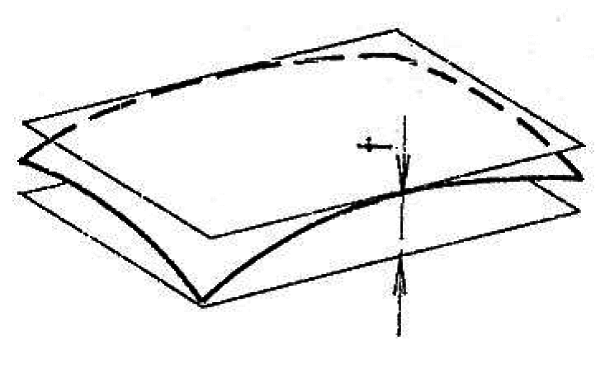
Obr. 7: Toleranční zóna
Obr.8: Zápis tolerance rovinnosti
Měření rovinnosti
- měřenou součást položíme na příměrnou desku
- stojánek s úchylkoměrem umístíme na začátek měřené plochy
- měříme úchylky přímosti ve směrech označených čísly a písmeny
- výsledky měření zaznamenáme do tabulky
- největší úchylka je úchylkou rovinnosti
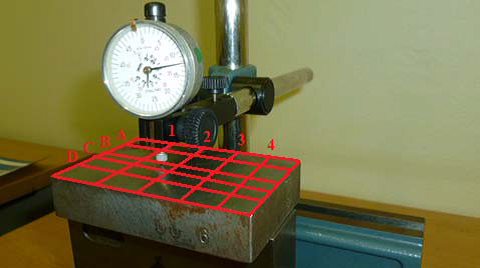
Obr. 7: Měření rovinnosti
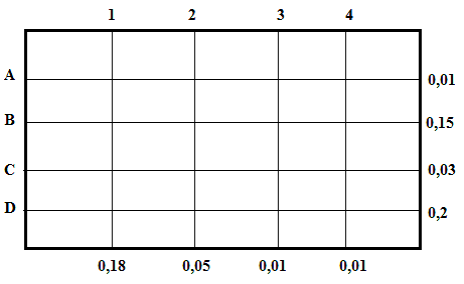
Obr. 8: Příklad tabulky zaznamenaných úchylek
Tolerance kruhovitosti
- toleranční zóna je ohraničena dvěma soustřednými kružnicemi o vzdálenosti t
- obvodové linie tolerovaného válce musí ležet při libovolném radiálním řezu uvnitř obou kružnic
Tolerance kruhovitosti obvodové linie kružnic válce
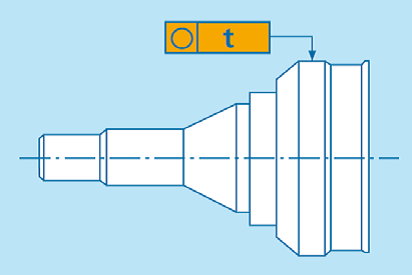
Obr. 9: Tolerance kruhovitosti obvodové linie kružnic válce
Znázornění toleranční zóny
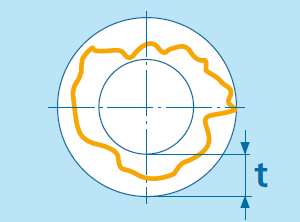
Obr. 10: Toleranční zóna
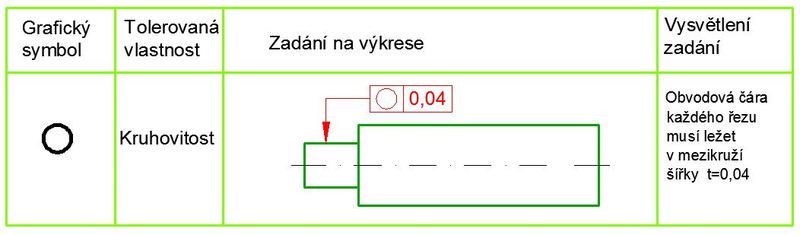
Obr, 11: Zápis tolerance kruhovitosti
Měření kruhovitosti
- měřenou součást upevníme mezi hroty hrotového přístroje (pro snadnější měření)
- pasametr nasadíme na počáteční místo na hřídeli, kde začneme měřit kruhovitost a vynulujeme měřidlo
- součástí pomalu otáčíme a pasametrem měříme odchylky
- měření odchylek provádíme při každém otočení hřídele o 45° (celkem tedy 8 měření)
- po celou dobu měření se pasametr axiálně (ve směru osy) neposouvá
- hodnoty zaznamenáme
- zaznamenáme maximální hodnotu úchylky kruhovitosti

Obr. 12: Měření kruhovitosti
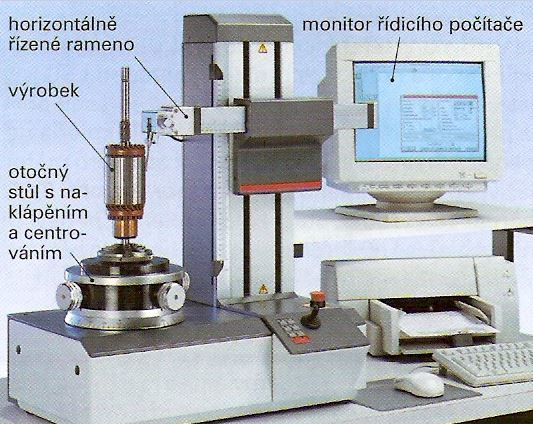
Obr. 13: Stroj pro měření kruhovitosti
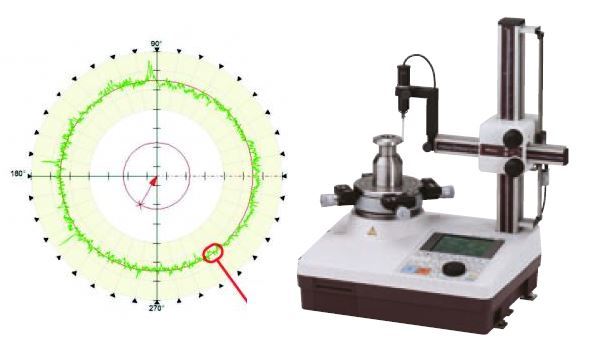
Obr.14 Grafický záznam kruhovitosti a kruhoměr
Tolerance válcovitosti
Toleranční zóna pro tolerovaný plášť válce je tvořena dvěma koaxiálními válci s radiálním odstupem t.
Tolerance válcovitosti zahrnuje odchylky kruhovitosti kolmých řezů, přímosti povrchových přímek a rovnoběžnosti povrchových přímek pláště válce vzhledem k ose válce.
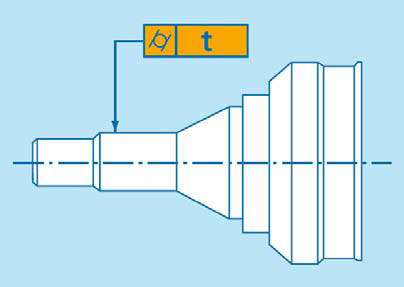
Obr. 15: Tolerance válcovitosti pláště válce
Znázornění toleranční zóny

Obr. 16: Toleranční zóna
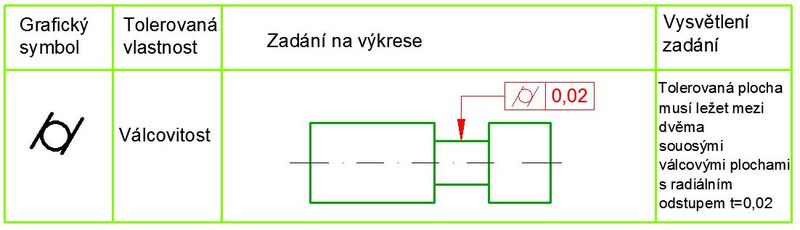
Obr. 17: Zápis tolerance válcovitosti
Měření válcovitosti
Úchylka válcovitosti zahrnuje
- úchylky kruhovitosti kolmých řezů
- úchylky přímosti
- úchylky rovnoběžnosti
Postup měření
- měřenou součást upneme mezi hroty
- součást budeme postupně měřit ve dvou vzájemně rovnoběžných průřezech (označených např. A, B.)
- měření úchylek provádíme při každém otočení hřídele o 90° (v místě A - 4 měření, v místěB - 4 měření)
- pasametr nasadíme na počáteční místo na hřídeli v místě A a začneme měřit kruhovitost.
- Totéž pak provedeme v místě B a zaznamenáme hodnoty.
Po změření kruhovitosti změříme úchylku přímosti.
- číselníkový úchylkoměr upevníme do stojánku
- stojánek s úchylkoměrem umístíme na začátek měřené plochy (místo A)
- přejedeme měřidlem po celé vztažné délce (z místa A do místa B)
- zaznamenáme maximální naměřenou hodnotu
- zapíšeme hodnoty všech měření a zjistíme maximální hodnotu

Obr. 18: Měření válcovitosti
Tolerance tvaru profilu
Skutečný profil tolerované čáry musí ležet mezi dvěma ekvidistantními čarami vzdálenými od sebe o předepsanou hodn
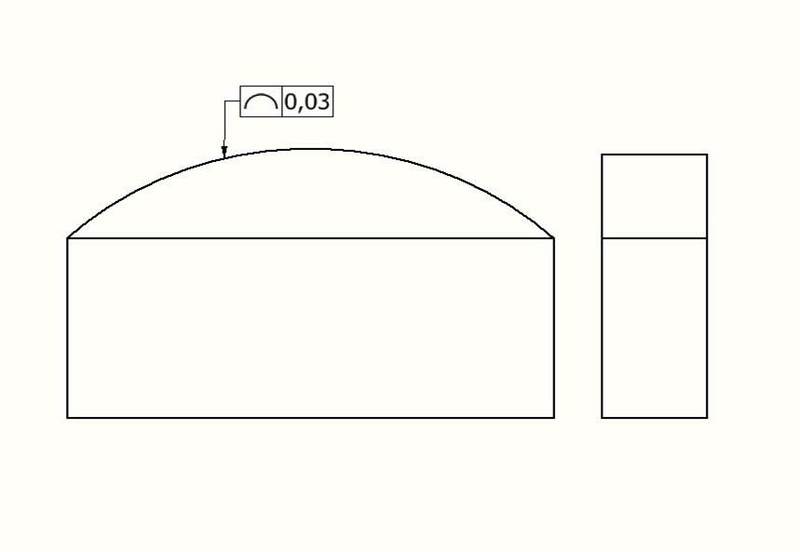
Obr. 19: Tolerance tvaru profilu
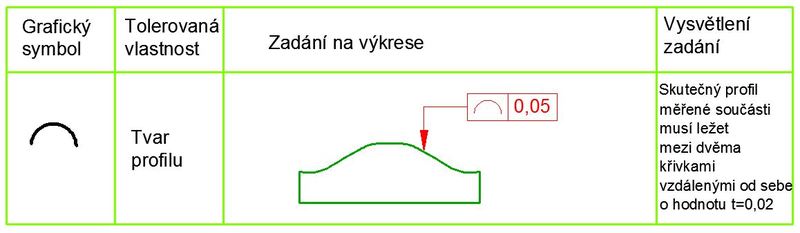
Obr. 20: Zápis tolerance tvaru profilu
Tolerance tvaru plochy
Skutečná plocha musí ležet mezi dvěma ekvidistantními plochami, které obalují koule o průměru rovných toleranci tvaru plochy t
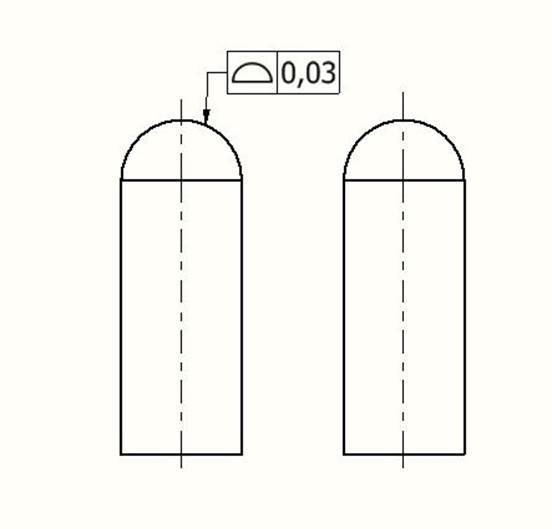
Obr. 21: Tolerance tvaru plochy
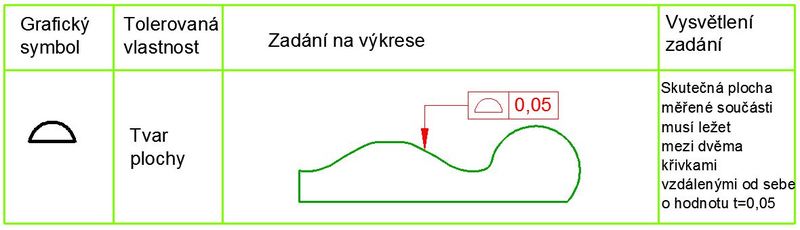
Obr. 22: Zápis tolerance tvaru plochy