
Při hromadné a sériové výrobě se zjišťuje, zda vyrobený závit je dobrý či zmetkový.
U šroubů se kontroluje:
-
jmenovitý průměr závitu - posuvným měřítkem, mikrometrem nebo mezním třmenovým kalibrem
-
závitový profil šroubu - závitovými šablonami, mezním závitovým třmenovým kalibrem nebo mezním závitovým kroužkem
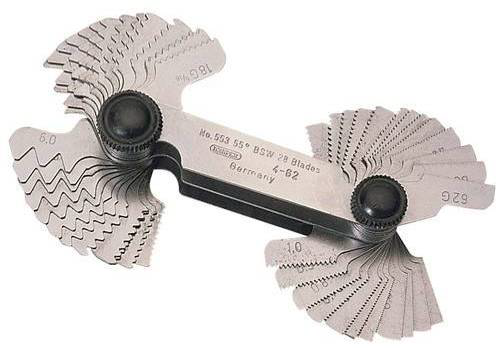
Obr. 1: Závitové šablony

Obr. 2: Třmenový závitový kalibr (spodní dvojice - dobrá strana horní dvojice - zmetková strana)
Třmenové závitové kalibry mají na výstředníkových vložkách rolničky s profilem měřeného závitu odpovídající stoupání závitu, který však není zhotoven ve šroubovici. Natáčením výstředníkových vložek se třmenové mezní kalibry seřizují a to za pomoci porovnávacích kalibrů. Dobrý závitový kroužek se musí lehce přešroubovat po celé délce šroubu. Zmetkový závitový kroužek se může dát našroubovat bez násilí nejvýše na 1,5 závitu.
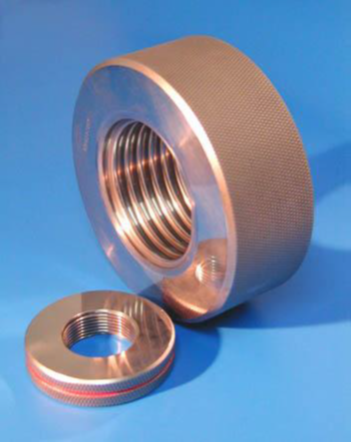
Obr. 3: Závitové kroužky ( červeně označený – zmetkový)
Způsoby kontroly matice
Kontrola vnitřních závitů je náročná a provádí se zřídka.
Nejčastěji se používá kontrola pomocí závitových válečkových kalibrů.
Závitový válečkový kalibr má dobrou a zmetkovou stranu. Zmetková strana (červeně označená) má zkrácený profil, takže měří jen malou část boku závitu. Dobrá strana se musí nechat volně zašroubovat do kontrolovaného závitu, zmetková strana se nechá zašroubovat nejvíce na 3 závity.

Obr. 4: Závitový kalibr na vnitřní závity
Kontrola stoupání závitu Ph
Stoupání závitů lze kontrolovat několika různými způsoby podle požadované přesnosti.
Pro běžnou kontrolu se používá závitových šablon, posuvného měřidla nebo rovnoběžných koncových měrek.
Stoupání zavitu Ph, určíme pomocí závitové šablony tak, že budeme přikládat jednotlivé listy šablony k šroubu tak dlouho, až se bude šablona shodovat se závitovým profilem šroubu.
Zjištěné stoupání Ph porovnáme s teoretickou hodnotou, vyhledanou ve strojnických tabulkách.

Obr. 5: Kontrola závitového profilu šroubu pomocí závitových šablon
Kontrola tvaru závitu
Provádí se pomocí profilového projektoru (zvětšení 10x, 20x, 50x, 100x)
Šroub je upnut mezi hroty nad mikrometrickým stolem s objektivem. Shora je osvětlován a zvětšený stín je zaostřen na matnici.
Tam tento obraz pak můžeme běžným způsobem zkontrolovat.
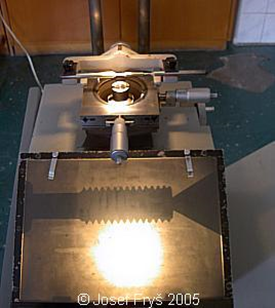
Obr. 6: Profilový projektor
Pro přesné měření se používá mikroskopů.

Obr. 7: Mikroskop
Mikroskopem se u závitů kontroluje správnost profilů závitů, střední průměr závitů, stoupání závitu a úhel závitového profilu.
Při měření se uplatňuje průmětová metoda nebo metoda osového řezu.
Přístroj umožňuje efektivní měření různých profilů, např. vaček, ozubených kol, závitů, tvarových fréz, atd.
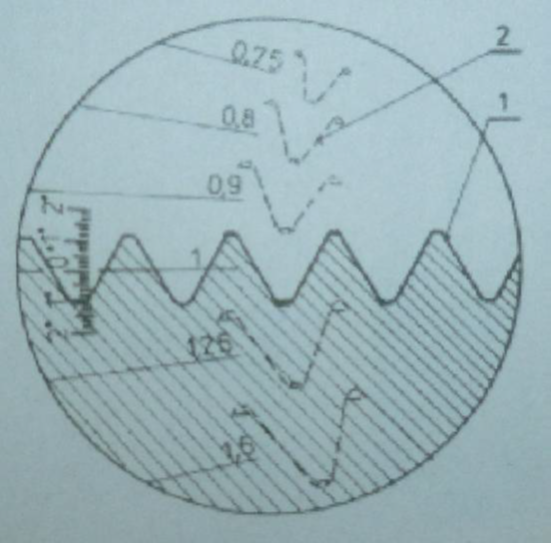
Obr. 8: Průmětová metoda – profil závitu kontroluje revolverovým okulárem porovnáváním ideálního profilu, na skleněné destičce okuláru, se skutečným profilem
- Bumbálek, Leoš. Kontrola a měření pro SPŠ strojní. Vyd. 1. Praha, Informatorium, 2009, ISBN 978-80-7333-072-9.
- Dillinger, Josef, Moderní strojírenství pro školu i praxi. Vyd. 1. Praha: Europa-Sobotáles, 2007, ISBN 978-80-86706-19-1.
- Fischer, Ulrich a kol., Základy strojnictví, Europa-Sobotáles cz., Praha 2004, ISBN 80-86706-09-5
- Šulc, Jan a kol. Technologická a strojnická měření pro SPŠ strojnické, SNTL, Praha 1980
- http://www.sssebrno.cz/files/ovmt/mereni_a_kontrola_zavitu.pdf
- http://www.tumlikovo.cz/rubriky/teorie-obrabeni/
- http://www.motozem.cz/motorkarske-obleceni/eshop/41-1-Servis-garazovatechnika/ 0/5/2733- Zavitove-merky-sablony
- http://www.kalibrgroup.cz/zavitove/trmenove.html
- http://www.verko.cz/zavitovy-kalibr-trn-10780/
- http://www.quido.cz/mereni/zavity2.htm
Obrázky:
- Obr. 1 - 8: http://www.sssebrno.cz/files/ovmt/mereni_a_kontrola_zavitu.pdf