Upínání obrobků
Doporučené pro žáky ZŠ.
Máme-li vrtat přesně a úspěšně, musí být vrtané předměty dobře upnuté. To znamená, že upínací přípravek musí zaručit pevné a tuhé upnutí obrobku. Obrobek nesmí být upínací silou nijak deformován.
Pevné upnutí je takové, které zajistí, aby upnutá součást zůstala po celou dobu vrtání v poloze, do které jsme ji ustavili před začátkem obrábění. Upínací síly musí odolat všem řezným silám, které na součást během vrtání působí.
Tuhé upnutí nedovolí součásti žádné chvění vůči vrtačce, které by mělo negativní vliv na dodržení požadované jakosti vrtaných děr, životnosti nástrojů a opotřebení ložisek stroje.
Rychlé a jednoduché upínání obrobků se projeví ve vyšší produktivitě práce, menší únavě pracovníka a menším počtu zmetků při výrobě.
Na volbu způsobu upínání má vliv zejména velikost, tvar a hmotnost součásti, požadovaná přesnost výroby, velikost tolerancí a požadovaná jakost, zda se jedná o výrobu kusovou nebo sériovou a v neposlední řadě i druh a konstrukce stroje, na kterém budeme vrtání provádět.
Mezi univerzální upínací nářadí, které se používá zejména v kusové výrobě, patří ruční svěrky, strojní svěráky, různé druhy upínek, prizmatické podložky atd.
V sériové výrobě se obrobky upínají rychloupínacími svěráky, pomocí kleštin, stavebnicových vrtacích přípravků a jednoúčelových upínacích přípravků. Přípravky mohou být mechanické, hydraulické nebo magnetické.
Při vrtání průchozích děr se obrobek musí podložit buď dřevěnou podložkou, nebo dvěma rovnoběžnými podložkami, aby vrták měl volný výběh a nepoškodil stůl vrtačky.
Způsoby upínání:
Ruční svěrky
Doporučené pro žáky ZŠ.
se používají jen pro malé obrobky v kusové výrobě. Svěrku držíme rukou. Je to upnutí nespolehlivé a nepřesné.
 Obr. 1: Ruční svěrka
Obr. 1: Ruční svěrka
Strojní svěráky
Doporučené pro žáky ZŠ.
jsou vhodné pro upínání drobných součástí. Větší se upínají přímo na stůl vrtačky nebo její základovou desku pomocí upínek.
Strojní svěráky se vyrábějí v různých provedeních jako sklopné, otočné nebo samostředicí. Každý svěrák má dvě ocelové čelisti, které jsou zakaleny a broušeny. Jsou umístěny rovnoběžně proti sobě. Proti poškození můžeme čelisti chránit měkkými vložkami z měděného nebo hliníkového plechu. Při upínání obrobků s jednou rovinnou plochou použijeme svěrák s výkyvnou pohyblivou čelistí, která se přizpůsobí tvaru součásti. Pro součásti kruhového průřezu používáme čelisťový samostředicí svěrák, který má čelisti s prizmatickými drážkami a šroubový převod s polovinou závitu pravého a polovinou levého, proto se obě čelisti při otáčení šroubu současně přibližují nebo oddalují.
Velikost svěráků je dána číslem, které udává délku jejich čelistí v mm. To znamená, že svěrák 100 má délku čelistí 100 mm.
Upínací plocha pevné čelisti musí být vždy kolmá k pracovnímu stolu, případně základové desce vrtačky. Svěráky se ke stolu vrtačky nebo základové desce připevňují upínacími šrouby, které zapadnou do drážek tvaru T ve stole nebo základní desce.

Obr. 2: Strojní svěrák

Obr. 3: Sklopný svěrák

Obr. 4: Prizmatický svěrák

Obr. 5: Upevnění svěráku
Upínky
existují v několika provedeních a slouží k upnutí obrobku přímo do T-drážek stolu vrtačky.
Jsou vhodné pro obrobky, které nelze upnout do svěráku. K upnutí použijeme minimálně dvě upínky spolu se šrouby, maticemi a podložkami. Upínací šrouby musí být co nejblíže obrobku a podložky musí mít stejnou výšku jako obrobek.

Obr. 6: Upnutí pomocí upínky
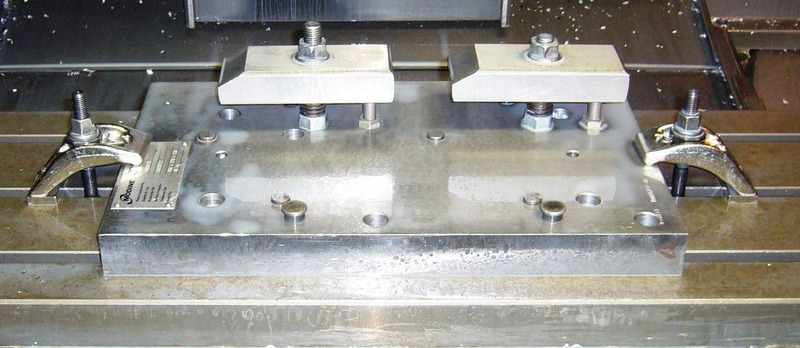
Obr. 7: Upnutí upínkami
Prizmatické podložky
se používají pro upínání kruhových součástí buď samostatně, nebo jako součásti strojních svěráků v kusové výrobě, případně při přesném a moderním upínání pomocí magnetických upínačů v sériové výrobě.
.

Obr. 8: Prizmatické podložky
Upínání do sklíčidla
je vhodné pro upínání obrobků kruhových tvarů. Je to obdoba upínání obrobků do sklíčidla na soustruhu. Bližší informace k upínání obrobků do sklíčidla naleznete v kapitole "Soustružení" této učebnice.

Obr. 9: Upínaní kruhových tvarů do sklíčidla
Rychloupínací svěráky
jsou vhodné pro sériovou výrobu, neboť umožňují rychlé upnutí a následné uvolnění obrobku. Mohou být v provedení s posuvnou čelistí, kde rychlá vačka ovládá polohu kluzné ocelové tyče, která je spojena s pohyblivou čelistí, a tím umožňuje její okamžité nastavení.
Další variantou je rychloupínací svěrák s pevnou čelistí, která je přímo ovládaná výstředníkovou pákou.

Obr. 10: Rychloupínací svěrák
Kleštinové upínání
je vhodné pro sériovou výrobu a lze ho použít při upínání součástí s rotačním tvarem vnitřním, nebo vnějším. Kleštinová sklíčidla upínají povrch zvnějšku a rozpínací trny zevnitř.
Princip je založen na vtahování kleštiny do kuželové dutiny upínače, nebo opačně na vtahování kužele do rozpínacího trnu.
Výhodou je přesnost upnutí, nevýhodou je malý rozsah upínaných průměrů, tj. nutnost měnit kleštiny dle jejich velikosti.

Obr. 11: Detail kleštiny

Obr. 12: Přípravek s kleštinami
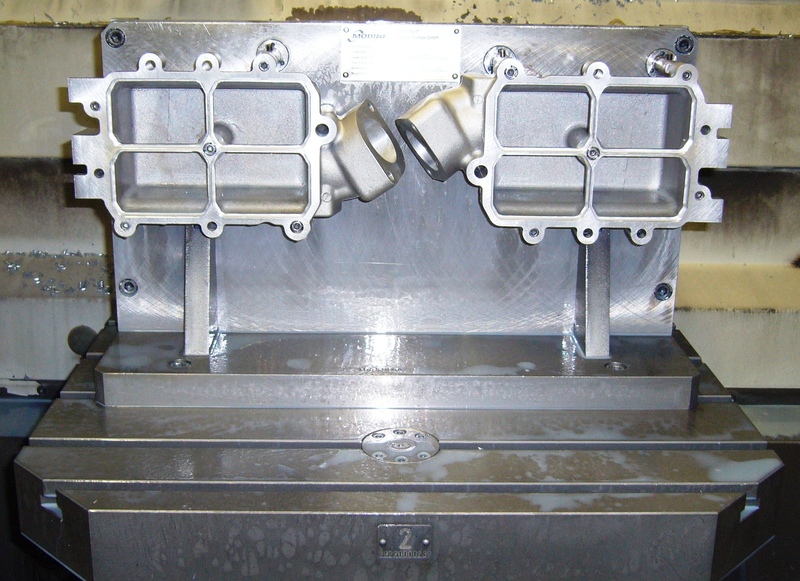
Obr. 13: Obrobek upnutý kleštinami
Stavebnicové vrtací přípravky
se používají v malosériové výrobě a budou probrány v samostatné kapitole.
Kromě mechanického upínání obrobků lze také používat hydraulické a magnetické upínání obrobků, které nejen snižuje námahu obsluhy, ale vytváří i podmínky pro začlenění procesu upínání a odepínání do automaticky ovládaného cyklu obráběcích operací.
Magnetické upínače
využívají ke vzniku upínací síly magnetické pole. Vyžadují kontakt s obrobkem pouze z jedné strany, takže je možno vrtat ze zbývajících 5 stran. Při upnutí se obrobek nedeformuje upínacími silami.
Magnetické upínače lze použít jen pro obrobky s dostatečnou magnetickou vodivostí. Musí být však zajištěn plošný kontakt upínané plochy s upínačem (bez rzi, okují, nečistot apod.)

Obr. 14: Magnetická upínací deska

Obr. 15: Magnetický stůl
Hydraulické upínače
umožňují přesné, rychlé, opakovatelné, snadno ovladatelné upínání s možností dálkového řízení, které má stálou upínací silu. Upínače jsou vhodné pro hromadnou výrobu.
Upínání vrtáků
Při upínání vrtáků a obecně všech rotačních nástrojů je potřeba vyhovět požadavkům zejména na přesnost upnutí, jednoduchou obsluhu, minimální obvodové házení a v neposlední řadě i dostatečnou tuhost upnutí nástroje.
Upínací část vrtáku - stopka bývá válcová nebo kuželová.

Obr. 16: Válcová a kuželová stopka
Vrtáky s kuželovou stopkou MORSE se upínají přímo do kuželové dutiny vrtacího vřetene. Podélná drážka v dutině přitom zachycuje unášeč na kuželové stopce vrtáku. Rozdíly ve velikosti kuželové stopky a kuželové dutiny vřetene se vyrovnávají normalizovanými redukčními vložkami.
Dutiny jsou v sedmi velikostech očíslovaných od 0 (nejmenší) do 6 (největší). Při vrtání je vrták unášen třením kuželových ploch, které na sebe dosedají, proto je nutné, aby stopky nástrojů i dutiny byly naprosto čisté a nepoškozené. Unášeč vrtáku slouží také k uvolnění nástroje z vřetene pomocí vyrážecího klínu. Při uvolňování dbáme na to, aby se hrot vrtáku při vypadnutí nepoškodil.

Obr. 17: Kuželové stopky

Obr. 18: Redukční vložky

Obr. 19: Použití redukční vložky

Obr. 20: Nasazení redukční vložky

Obr. 21: Vyrážecí klín
Doporučené pro žáky ZŠ.
Vrtáky s válcovou stopkou se vyrábějí zhruba do průměru 20 mm. Upnutí provádíme nejčastěji pomocí samostředicího tříčelisťového vrtačkového sklíčidla, které může být zubové nebo rychloupínací. Zubové se ovládá klíčem s ozubeným kuželovým kolečkem, který se vloží do jedné z děr a otáčením zabírá do ozubeného věnce sklíčidla, čímž dojde k pootočení pouzdra, které pohybuje upínacími čelistmi.

Obr. 22: Zubové sklíčidlo
Rychloupínací sklíčidla se otáčí rukou pomocí vroubkovaného pouzdra. Pro spojení s vrtacím vřetenem vrtačky mají sklíčidla vnitřní kužel.

Obr. 23: Rychloupínací sklíčidlo
Mezi další možnosti upínání vrtáků s válcovou stopkou, zejména při vrtání na NC strojích, patří upínání kleštinovým sklíčidlem, upínačem typu WELDON, hydraulickým sklíčidlem nebo tepelným upínačem.
Upínače typu Weldon
využívají princip upnutí pomocí šroubů, které dosedají kolmo na plochu vyfrézovanou do stopky nástroje rovnoběžně s osou. Pro každý průměr vrtáku musíme použít jiný upínač. Výhodou těchto upínačů je jejich jednoduchost a nízká cena.
Házivost nástroje je vysoká (15 – 20 µm), neboť nástroj je odtlačován upínacím šroubem mimo osu rotace.
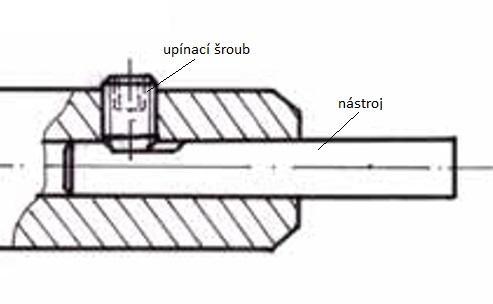
Obr. 24: Schéma weldon

Obr. 25: Drážka pro weldon

Obr. 26: Upínač weldon
Kleštinové upínače
se skládají z kleštiny a upínací matice.
Kleštinové upínače jsou univerzální – mohou upínat nástroje s hladkou stopkou nebo nástroje se zafrézovanou ploškou. Při upínání jiného průměru stačí vyměnit kleštinu a nemusí se měnit celý upínač. Moderní kleštinové upínače mají možnost přesného osového nastavení upnutého nástroje a jsou utěsněny tak, aby bylo možno použít nástroje s vnitřním přívodem řezné kapaliny.
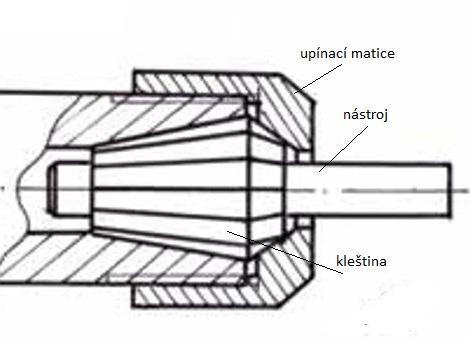
Obr. 27: Schéma kleštiny

Obr. 28: Kleštinový upínač
Hydraulické upínače
využívají k upnutí stopky deformaci vnitřního pouzdra, vyvolanou zvýšeným tlakem hydraulické kapaliny pomocí upínacího šroubu.
Jsou nenáročné na údržbu a mají malou házivost. Pomocí přesných vložek jsou snadno a rychle přestavitelné na jiný průměr upínané stopky. Pro hydraulické upínače obecně platí omezení provozní teploty na 50 °C.

Obr. 29: Schéma hydraulického upínače

Obr. 30: Hydraulický upínač
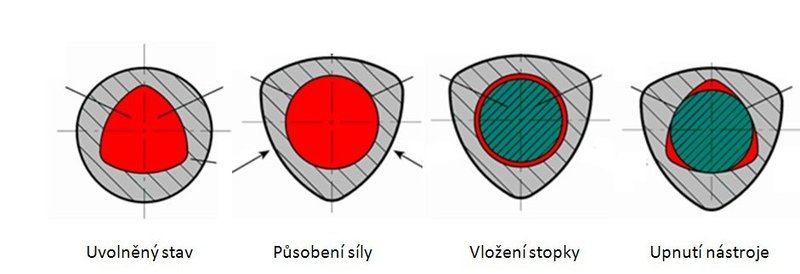
Silově deformační upínání nástrojů - systém Tribos
využívá oblast pružné deformace upínače. Na obrázku je schematicky znázorněn systém upínání TRIBOS.
Upínací dutina má tvar zaobleného trojúhelníku.Působením tlaku hydraulického zařízení dostane upínací dutina válcový tvar,
dojde k vložení stopky nástroje a k uvolňení vnější síly. Dutina se snaží vrátit zpět do trojúhelníkového tvaru a sevře nástroj,
tím dojde k jeho upnutí. Uvedený systém je vhodný pro vysoké otáčky vřetene, neboť vyniká malým obvodovým házením.
Obr. 31: Systém Tribos
Tepelné upínače
pracují tak, že ohřevem dříku upínače na přesnou teplotu se zvětší i průměr přesně opracovaného otvoru dříku, do něhož lze vsunout stopku upínaného nástroje; po vychladnutí upínače se zmenší jeho vnitřní průměr a stopka je pevně upnuta.
Jsou vhodné pro stroje s velmi vysokými otáčkami, mají vysokou upínací sílu, minimální házivost (3 µm). Jsou však citlivé na správně přiřazený průměr a toleranci upínané stopky, mají malý upínací rozsah. Jejich výhodou je také úzký upínací držák.

Obr. 32: Tepelný upínač
- BOTHE, Otakar. Strojírenská technologie IV pro strojírenské učební obory. Praha: SOBOTÁLES, 1996. ISBN 80-85920-30-1.
- BOROVAN, Ing. Petr. Upínače nástrojů. [online]. [cit. 2014-08-24]. Dostupné z: http://www.technickytydenik.cz/rubriky/serialy/upinace-nastroju/upinace-nastroju-2_8498.html
- DRIENSKY, CSC, Doc. Ing. Dušan, Ing. Pavel FÚRIK, Ing. Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Druhé - nezměněné. Praha: SNTL, 1988. DT 621.9(075.3).
- FISCHER, Ulrich a Vladimír GABRIEL. Základy strojnictví. 1. vyd. Překlad Iva Michňová, Zdeněk Michňa. Praha: Europa-Sobotáles, 2004, 290 s. ISBN 80-867-0609-5.
- OUTRATA, Jiří. Technologie ručního zpracování kovu: pro 1. ročník OU a UŠ kovodělných oborů. Vydání čtvrté - nezměněné. Praha: SNTL, 1984. DT 621.7.
- Winter servis - Tribos - silově def. upín. [online]. [cit. 2015-05-10]. Dostupné z: http://www.winter-servis.cz/index.php?page=schunk/n_tribos
Obrázky:
- Obr. 24: Ing. Petr Borovan. Technický týdeník - Upínače nástrojů. [online]. [cit. 2014-08-24]. Dostupný na WWW: http://www.technickytydenik.cz/rubriky/serialy/upinace-nastroju/upinace-nastroju-2_8498.html
- Obr. 27: Ing. Petr Borovan. Technický týdeník - Upínače nástrojů. [online]. [cit. 2014-08-24]. Dostupný na WWW: http://www.technickytydenik.cz/rubriky/serialy/upinace-nastroju/upinace-nastroju-2_8498.html
- Obr. 29: Ing. Petr Borovan. Technický týdeník - Upínače nástrojů. [online]. [cit. 2014-08-24]. Dostupný na WWW: http://www.technickytydenik.cz/rubriky/serialy/upinace-nastroju/upinace-nastroju-2_8498.html
- Obr. 31: Winter servis - Tribos - silově def. upín. [online]. [cit. 2015-05-10]. Dostupný na WWW: http://www.winter-servis.cz/index.php?page=schunk/n_tribos
- Pokud není uvedeno jinak, autorem obrázků je Ing. Roman Hrivnák.
Procvič si znalosti z kapitoly
Upínání obrobků, upínání nástrojů
1. Při vrtání průchozích děr:
a) musíme dbát, aby délka vrtáku přesně odpovídala hloubce vrtané díry
b) musíme obrobek podložit například dřevěnou podložkou, aby měl vrták volný výběh a nepoškodil stůl vrtačky
c) nesmí být obrobek upnut ve svěráku
2. Ruční svěrku používáme k upnutí obrobku:
a) jen v kusové výrobě
b) v sériové výrobě pro její jednoduchost
c) pro přesné upnutí malých obrobků
3. Velikost svěráků je dána číslem, které udává:
a) délku jejich čelistí v mm
b) výšku svěráku
c) dovolené zatížení svěráku v kilogramech
4. Upínky slouží:
a) k upnutí obrobku k čelistem svěráku
b) k fixaci ruční svěrky
c) k upnutí obrobku přímo do T-drážek stolu vrtačky
5. Nevýhodou kleštinového upínání je:
a) malá přesnost upnutí
b) malý rozsah upínaných průměrů, tj. nutnost měnit kleštiny
c) nevhodnost pro sériovou výrobu
6. Při použití magnetických upínačů:
a) musí být zajištěn plošný kontakt upínané plochy s upínačem (bez rzi, okují, nečistot apod.)
b) nezáleží na materiálu obrobku
c) dochází k deformování obrobků upínacími silami
7. Vrtáky s kuželovou stopkou MORSE se upínají:
a) pomocí tříčelisťového sklíčidla
b) přímo do kuželové dutiny vrtacího vřetene
c) pomocí upínacího klínu
8. Tepelné upínače:
a) jsou vhodné jen pro malé otáčky
b) mají velký upínací rozsah
c) jsou vhodné pro velmi vysoké otáčky a minimální házivost
Správné odpovědi:
1b, 2a, 3a, 4c, 5b, 6a, 7b, 8c