
Vrtání v přípravcích a šablonách, vrtání děr v přesných roztečích
Žádný druh strojírenské výroby se neobejde bez přípravků. Obrobek se na stroj musí upnut tak, aby neustále zachovával přesnou polohu vůči nástroji. Tato poloha se nesmí při práci působením řezných sil měnit. Nedílným elementem výrobní sestavy je i vrtací přípravek. Vrtací přípravky mají zajišťovat přesné upnutí obrobku i přesné vedení nástroje za pomoci vrtacích pouzder. Vrtací přípravky musí umožnit i vrtání děr v různých polohách. Konstrukce vrtacího přípravku závisí také i na rozměrech a tvaru obrobku a na největším vrtaném průměru díry. Konstrukci vrtacího přípravku dále ovlivňuje druh vrtačky, na které bude použit.
Vrtací přípravky se používají především při vrtání jedné nebo více děr, musí u nich být dodržena správná vzájemná poloha. Při použití vrtacích přípravků odpadá zdlouhavé a nepřesné orýsování a označení děr.
Vrtací přípravky se používají poměrně často na všech druzích vrtacích strojů. Vrtací přípravky se zhotovují již v poměrně malých sériích vyráběných součástí. Vrtání děr při použití přípravku a konvenčního stroje je možno nahradit vrtáním na obráběcích centrech nebo souřadnicových vrtačkách, vrtáním na CNC obráběcích centrech.
Doporučené pro žáky ZŠ.
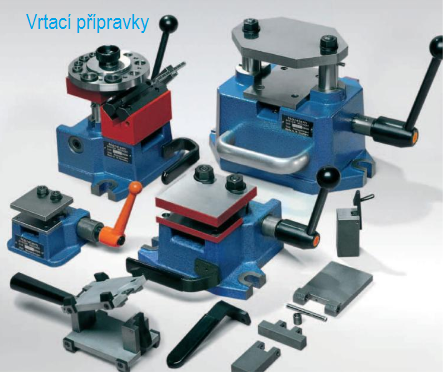
Obr. 1: Přípravky
Definice přípravků
Přípravky jsou pomocná zařízení určená k jednoznačnému ustavení a pevnému uchycení součástí při obrábění, k přidržení součástí ve vzájemné poloze při jejich smontování, k vedení nástroje a kontrole rozměrů obrobku.
Vrtání v jednoduchých přípravcích
Jednoduché vrtací přípravky se používají k vrtání jedné nebo několika děr. Většinou se používají k vrtání jedné díry někdy i ve více polohách. Jednoduché vrtací přípravky se na stole vrtačky přidržují ručně nebo se na stůl upínají.
-
Vrtací kostky jsou nejjednodušší přípravky. Jsou zpravidla vyrobeny z těla přípravku, jenž je zhotoven z jednoho kusu materiálu. Do těla vrtací kostky jsou zalisovány dorazy a vodicí prvky. Obrobek bývá zajištěn upínacím šroubem, aby nedošlo ke svévolnému uvolnění obrobku z vrtací kostky.
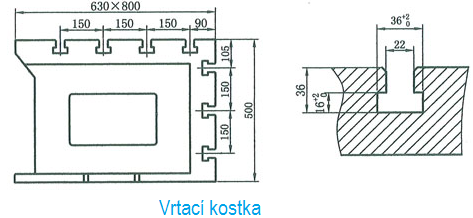
Obr. 2: Vrtací kostka
Vrtání v přípravcích s vrtacími deskami a ve vrtacích šablonách
Pokud je potřeba vrtat více děr, používají se přípravky s vrtacími deskami. Ve vrtacích deskách jsou umístěna vyměnitelná nebo pevná normalizovaná pouzdra. Přesná poloha osy vrtané díry k měřící základně, dodržení přesných roztečí jednotlivých děr je zajištěno tak, že je nástroj veden pouzdry.
-
Vrtací desky jsou rozdělovány podle konstrukce na přípravky s vrtacími deskami pevnými, sklopnými, snímatelnými, závěsnými nebo zdvihacími.
-
Pevné desky jsou nejpřesnější. Ne vždy jsou však vhodné pro použití z hlediska vkládání a vyjímání obrobku do přípravku.
-
Přišroubované vrtací desky jsou z tohoto hlediska výhodnější, je k nim zajištěn snadný přístup. Tuto vrtací desku je možno při opotřebení lehce vyměnit. Slouží k uchycení pevných vrtacích pouzder, nebo vodicích pouzder, do kterých jsou vložena pouzdra nástrčná.
-
Sklopná vrtací deska je konstrukčně složitější. Umožňuje však rychlejší vkládání a vyjímání obrobku. Pomocí sklopné vrtací desky lze také vrtat ve více polohách.
-

Obr. 3: Naklápěcí deska
-
Otočná vrtací deska se při vkládání a vyjímání obrobku do přípravku otáčí kolem svislého čepu. V pracovní poloze je otočná deska zajištěna pomocí různých uzávěrů nebo šroubů.
-
Vrtací šablony se používají především pro vrtání velkých obrobků a obrobků s malým počtem děr. Šablony nejsou umístěny na těle přípravku. Mohou být volně položeny na obrobku, nebo jsou k němu přichyceny upínacími šrouby. Pro umístění šablony se používají ustavovací lišty, čepy nebo kolíky.

Obr. 4: Označovací šablona BlueJig

Obr. 5: Šablona Multi Blue
Vrtací a vodicí pouzdra
Vrtací a vodící pouzdra jsou součástí každého vrtacího přípravku. Pouzdra vedou nástroje, a tím zajišťují požadovanou přesnost jednotlivých děr, jejich polohu a rozteč. Všechna pouzdra jsou normalizována. Povrch pouzder musí být tvrdý, aby odolal velkému opotřebení. Hrany, ostří nástroje a třísky odcházející z vrtané díry způsobují opotřebení vrtacích a vodicích pouzder .
-
Vrtací pouzdra pevná mohou být v provedení bez nákružku nebo s nákružkem. Pevná vrtací pouzdra jsou zalisována do tělesa přípravku s uložením H7/n6. Vnitřní průměr vrtacího pouzdra pro běžné vrtací nástroje bývá podle průměru F 7 nebo F 8. Pouzdra jsou zvnějšku i zvnitřku broušena. U malých vnitřních průměrů se díra pouzdra pouze leští. Pevná vrtací pouzdra jsou vyrobena z nástrojové oceli a kalí se, tím je dosaženo požadované tvrdosti. Pouzdra větších průměrů se vyrábí z oceli a jsou cementována a kalena.

Obr. 6: Vrtací pouzdra
-
Nástrčná vrtací pouzdra se používají k výrobě přesných děr tehdy, pokud je potřeba vrtat postupně různými průměry nástrojů, např. vrtákem, výhrubníkem, výstružníkem. Vrtací nástrčná pouzdra se proti otočení a vysunutí zajišťují šroubem nebo kolíkem.

Obr. 7: Vrtací pouzdra
-
Vodicí vrtací pouzdra slouží k uložení a vedení nástrčných pouzder.

Obr. 8: Vrtací vodicí pouzdro
- Speciální vrtací pouzdra se využívají v případě, kdy se nedají použít vrtací pouzdra normalizovaná, například při vrtání děr v šikmých nebo válcových plochách, nebo pokud díry mají mezi sebou tak malou rozteč, že nelze dvě obyčejná pouzdra umístit vedle sebe.
Postup při vrtání v přípravcích
Příklad 1.
Obr. 9: Polotovar

Obr. 10: Přípravek
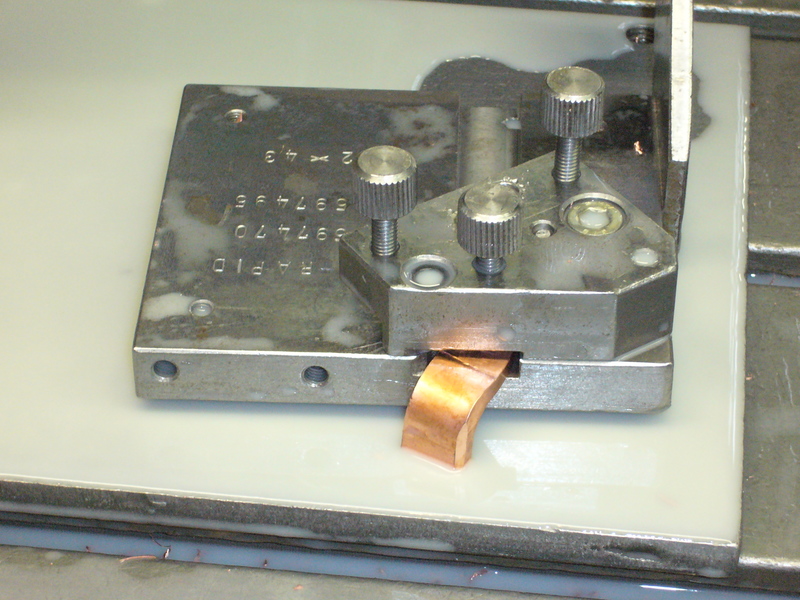
Obr. 11: Upnutý polotovar
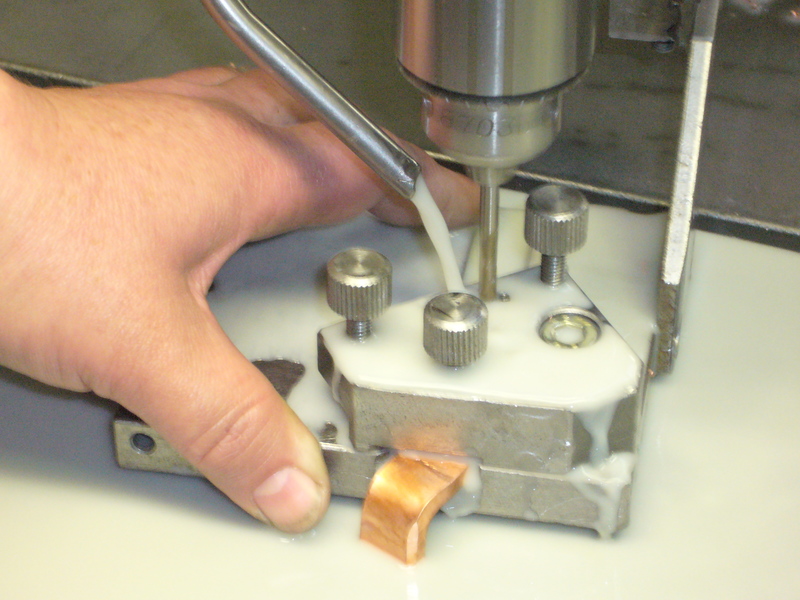
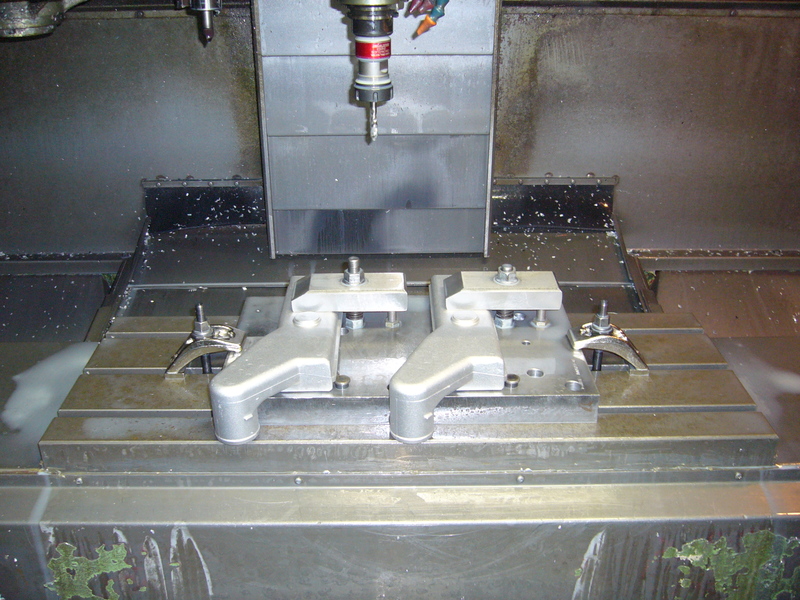
Obr. 12: Vrtání otvorů
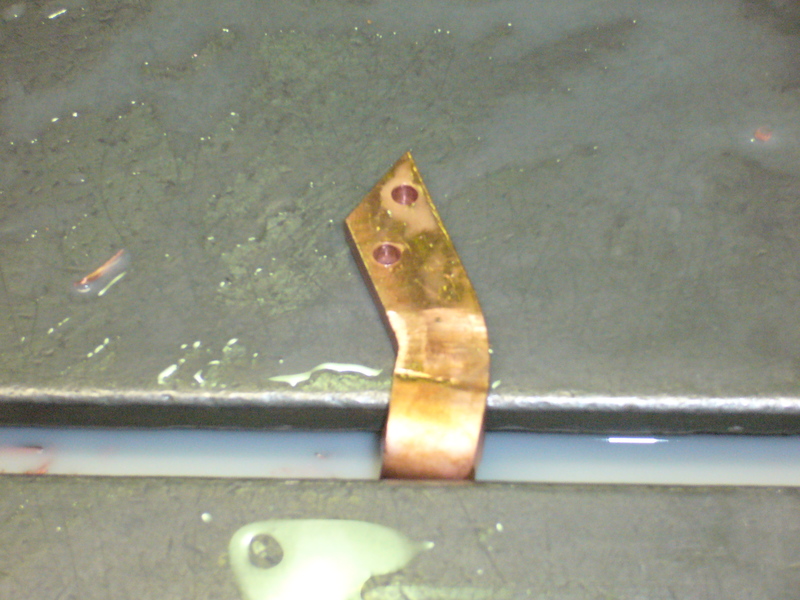
Obr. 13: Vyvrtané otvory

Obr. 14: Odjehlení hrany díry
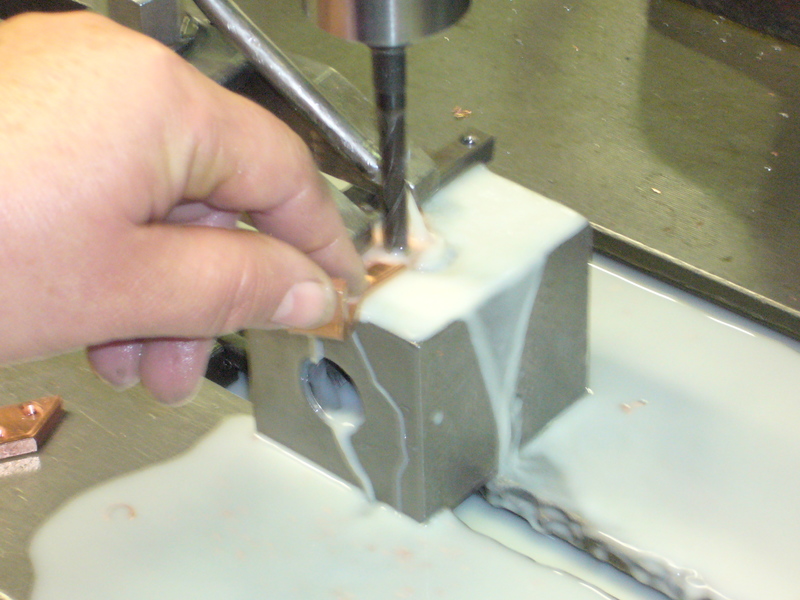
Obr. 15: Zahloubení děr
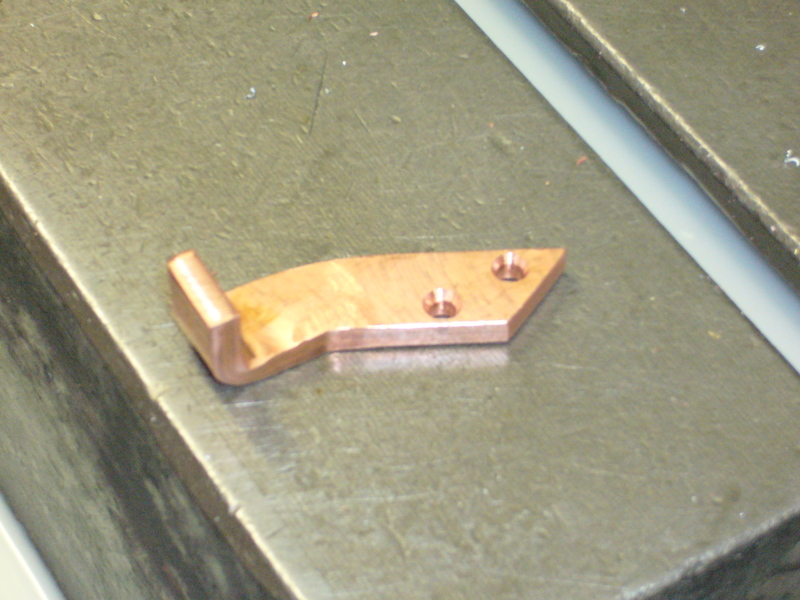
Obr. 16: Hotový obrobek
Obr. 17: Vrtačky
Příklad 2.

Obr. 18: Vrtací přípravek 2
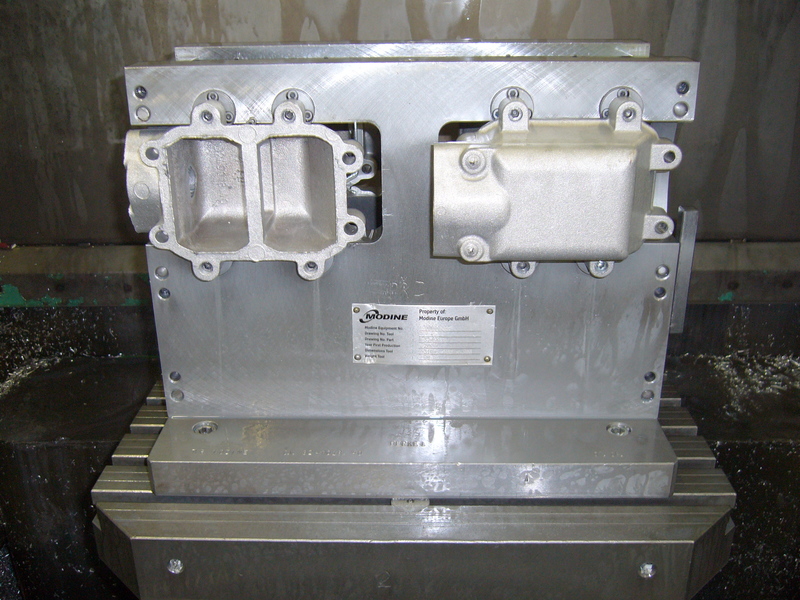
Obr. 19: Upnuté polotovary

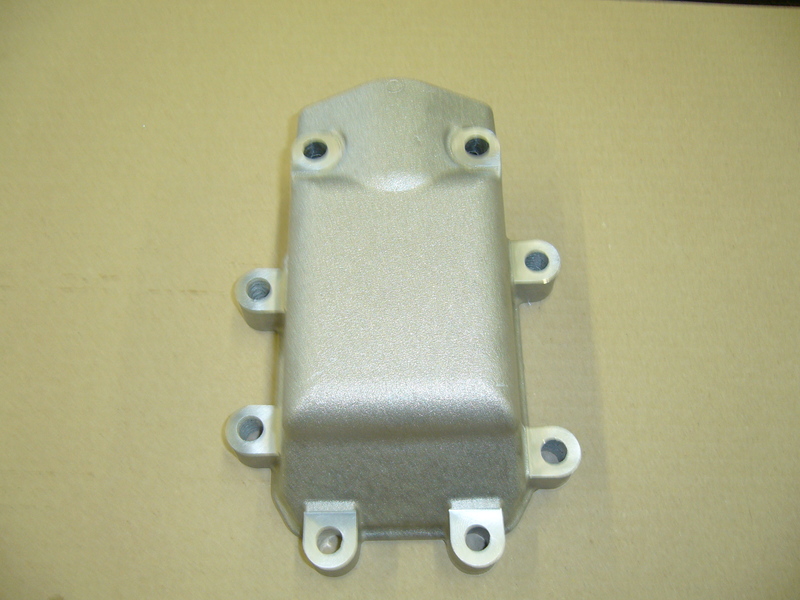
Obr. 20: Hotový obrobek a odlitek před obrobením
Příklad 3.

Obr. 21: Přípravek

Obr. 22: Upnuté polotovary

Obr. 23: Hotový obrobek
Příklad 4.

Obr. 24: Odlitek

Obr. 25: Upínací přípravek
Obr. 26: Upnuté polotovary

Obr. 27: Opracované odlitky

Obr. 28: Hotový obrobek 1. strana
{kind=link}