Části soustruhů
Soustruh se skládá z několika základních částí: lože, vřeteník s převodovou skříní, suport, posuvová skříň a koník.
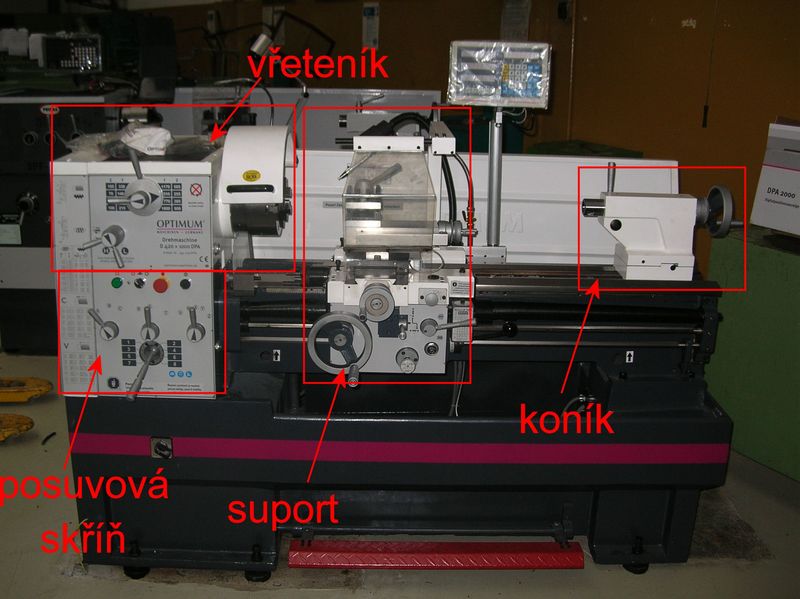
Obr. 1: Části soustruhu
Lože
Lože vede suport a koník, zachycuje řezné síly a částečně i hmotnost obrobku. Lože musí být velmi tuhé, nesmí se kroutit, musí pohlcovat chvění a dobře odvádět třísky. U menších a středních soustruhů je lože uvnitř vyztuženo trojúhelníkovými žebry. V horní části lože je vedení pro suport a pro koník. Lože se ve výrobě celé odlije ze speciální litiny, která dobře absorbuje chvění a je dostatečně pevná. Vodící plochy na loži musí být otěruvzdorné, a proto se povrchově kalí. Před konečnou úpravou se se lože nechá ležet minimálně šest měsíců, nebo se ohřeje v žíhací peci, poté se přesně obrobí a vybrousí vodící plochy.
Vřeteník
Vřeteník zajišťuje pohon a uložení vřetena, slouží k upínání obrobků. Malé a střední soustruhy mají vřeteno uloženo na valivých ložiscích, přesné soustruhy mají na vřetenu kluzná ložiska. Vřeteno se nesmí chvět ani kroutit, na přední konec vřetena se upevňuje sklíčidlo nebo upínací deska. Na konci vřetene je dutina s Morse kuželem pro uložení hrotu.
Převodová skříň
Převodová skříň je buď oddělena, nebo je součástí vřeteníku, jejím úkolem je přenášet rotační pohyb od motoru k suportu a vřetenu. Převody máme u soustruhu proto, abychom mohli měnit otáčky a abychom přenesli výkon od motoru až k vlastnímu obrobku.
Posuvová skříň
Posuvová skříň, někdy ji též říkáme závitová, skrývá potřebné převody pro řezání závitů nebo pro změnu posuvů. Obsahuje stupňovité soukolí určené pro řezání metrických, či Whitworthových závitů. Také obsahuje převod pro změnu smyslu otáčení, určené pro řezání pravých a levých závitů.
Suport
Suport se skládá ze suportové skříně, dále má podélné a příčné sáně, otočnou část, horní ruční sáně a nožový držák. Suport zachycuje síly, které působí na nástroj při obrábění. Suportová skříň je umístěna v přední části podélných saní. Zajišťuje podélný a příčný posuv, energii získává od vodící tyče. Podélné sáně jsou základem pro příčné sáně, které se posouvají po vnějším vedení lože, jenž je většinou prizmatické. Příčné sáně se pohybují po prizmatickém vedení podélných saní. Otočná část je nasazena na čepu umístěném na příčných saních. Na otočné části je nasazen jednoduchý nožový držák, nebo častěji čtyřhranný otočný nožový držák.
Koník
Koník společně s vřeteníkem upevňuje obrobek na soustruhu. Musí být dostatečně tuhý a přesně nastavený vůči vřeteníku, rovněž jeho výsuvná část (pinola) musí být bez vůle. U malých soustruhů a středních soustruhů se koník po loži přestavuje ručně, u větších soustruhů se přestavuje pomocí převodu.

Obr. 2: Koník
Soustruhy dělíme na:
-
hrotové (univerzální),
-
čelní a svislé,
-
revolverové,
-
speciální,
-
poloautomaty a automaty,
-
číslicově řízené NC a CNC.
Hrotové soustruhy
Hrotový soustruh je nejstarším typem soustruhu, prošel staletími vývoje až do dnešní podoby, základní části zůstaly téměř nezměněny. Hrotové soustruhy jsou vyráběny v nejrůznějších velikostech od hodinářských, přes stolní či dílenské až po velké, obrábějící například válcové rotační pece do cementáren, nebo klikové hřídele určených pro zaoceánské lodě.
Obr. 3: Hrotový soustruh
-
Stolní soustruh je velice přesným soustruhem určeným k obrábění malých součástí z kovů, plastů, či jiných materiálů. Nachází uplatnění hlavně při výrobě součástí pro jemnou mechaniku.
-
Univerzální hrotový soustruh obsahuje kromě vodící tyče také vodící šroub požívaný při řezání závitů. Tyto soustruhy mají velký rozsah otáček a mnoho jemně odstupňovaných posuvů. Tyto soustruhy jsou velice oblíbené v malosériové výrobě, či na dílnách údržby ve velkých firmách, také se s tímto soustruhem chlubí nejeden český kutil.
-
Produkční soustruh se dříve používal v sériové a hromadné výrobě. Je velmi podobný univerzálnímu soustruhu, ale má větší výkon elektromotoru, jednodušší převodovou a posuvovou skříň s menším počtem otáček a posuvů.
Dělení soustruhů podle velikosti:
-
Malé s oběžným průměrem nad ložem do 500mm, střední od 600mm do 900mm a velké od 1000mm až po 4000mm.
-
Dále soustruhy pro přesnou mechaniku s oběžným průměrem nad ložem do 250mm.
-
U hrotových soustruhů je důležitým údajem také oběžný průměr nad suportem, který nám ovlivňuje maximální průměr soustružené součásti upnuté mezi hroty. Dalším velmi důležitým údajem je délka soustružení, což je vzdálenost mezi hrotem vřeteníku a hrotem koníku.
U každé konstrukce soustruhu nás zajímají tyto faktory:
-
výkonnost,
-
stupeň přesnosti,
-
snadná a bezpečná obsluha,
-
spolehlivost a trvanlivost,
-
účinnost.
Výkonnost
Výkonnost u obráběcího stroje nám udává množství odebraného materiálu za určenou časovou jednotku (průřez třísky a řezná rychlost). Každému výkonu odpovídá daná tuhost konstrukce a příslušný výkon elektromotoru. Tuhostí rozumíme to, že jednotlivé části stroj – nástroj – obrobek odolávají změně tvaru.
Stupeň přesnosti
Stupeň přesnosti ovlivňuje např. druh ložiska na vřeteni, či rovinnost a čistota vodících ploch (nutnost odstraňovat třísky). Také je důležitým faktorem správné uložení stroje a jeho přesné vyvážení.
Ovládací prvky
Pokud má soustruh snadné a bezpečné ovládají prvky, tak nám snižuje počet zmetků a zvyšuje pracovní výkon obsluhy. Je důležité, aby ovládací páky a jiné ovládací prvky byly ve správné výšce, po ruce a logicky členěny. U velkých soustruhů je možné stroj ovládat z několika míst, aby obsluha nemusela stále přebíhat.
Spolehlivost a životnost stroje
Spolehlivost a životnost stroje ovlivňuje jeho konstrukce, kvalitní materiál jednotlivých částí a hlavně způsob jeho používání. Častým přetěžováním výrazně zkrátíme jeho životnost a zhoršíme přesnost.
Účinnost
Účinnost závisí na účinnosti převodů a na tření ve vodících plochách. Účinnost je tím větší, čím méně převodů je v záběru. Proto se u nových soustruhů minimalizuje počet převodů a vše řídí elekronika přímo na elektromotoru.
Čelní (licní) soustruhy
Čelní soustruhy mají většinou samostatný vřeteník s velkou upínací deskou, která mívá průměr až 5m. Soustruhy jsou vyráběny s pevným příčným ložem. Někdy se soustruhem dodává i koník, který používáme při soustružení mezi hroty.

Obr. 4: Čelní soustruh
Na lícní desku se obtížně upíná a složitě vyrovnává obrobek. Ložisko na vřeteníku je značně namáháno hmotností upnuté součásti. Slouží k soustružení obrobků o velkém průměru a malé délky jako jsou například setrvačníky. Obrábění součástí velkých průměrů nám umožňuje mezera mezi vřeteníkem a příčným ložem.

Obr. 5: Pohyby při soustružení na čelním soustruhu
Svislé soustruhy (karusely)
Svislé soustruhy mají upínací desku umístěnou vodorovně, umožňuje soustružit těžké obrobky. Jsou především určeny pro obrobky, jejichž průměr je větší než jejich délka. Tyto soustruhy mají příčník, většinou čtyřčelisťovou upínací desku a příčníkový suport, na kterém bývá revolverová hlava pro více nástrojů.

Obr. 6: Karusel
Větší karuselové soustruhy mívají dva příčníkové suporty, které mohou pracovat současně. Rozeznáváme menší soustruhy do průměru 1200 mm a velké soustruhy do průměru 18000 mm. Na těchto soustruzích lze obrábět vnitřní i vnější válcové plochu, nebo řezat závity a také ho můžeme vybavit kopírovacím zařízením pro vytváření tvarových ploch. Tyto soustruhy bývají vybaveny plynulou změnou otáček a posuvů.

Obr. 7: Orientace os na svislém soustruhu
Revolverové soustruhy
Revolverové soustruhy se uplatňují v sériové výrobě, kde potřebujeme k obrábění více nástrojů. Nástroje u těchto soustruhů upínáme do speciálních držáků (pro jeden, či více nástrojů), které poté upneme do otvoru v revolverové hlavě. Oproti hrotovým soustruhům se u revolverových soustruhů lehce a přesně nastavují nástroje vůči obrobku, také lze obrábět několika nástroji současně. U tohoto typu soustruhu lze soustružit podélně, či příčně, vrtat, vystružovat, vyvrtávat, nebo řezat závity. Většinou obrábíme materiál tyčového tvaru, výkovky, či výlisky. Revolverové soustruhy také často doplňujeme o číslicové řízení.

Obr. 8: Revolverový soustruh
Speciální soustruhy
Speciální soustruhy jsou zejména určeny pro soustružení nekruhových ploch. Během otáčení obrobku se od něj nůž vzdaluje a opět přibližuje, tak vzniká například vačková hřídel.
Vhodné pro žáky ZŠ
Poloautomaty a automaty
Poloautomaty a automaty našly uplatnění v středně sériové a velkosériové výrobě. Mají automatický pracovní cyklus nástrojů, ale k opakování cyklu je nutný zásah obsluhy. Mnohdy jsou vybavené kopírovacím zařízením. Dělíme je na hrotové, sklíčidlové a několikavřetenové. Hrotové poloautomatické soustruhy používáme při obrábění krátkých přírubových součástí, mívají dva až tři suporty, které se pohybují současně. Sklíčidlové poloautomatické soustruhy - obrobek upínáme letmo do sklíčidla, soustruh je vybaven programovým řízením. Několikavřetenové poloautomaty, používáme v hromadné výrobě. Většinou zda pracujeme s tyčovým polotovarem, kdy jeho podávání a upínání probíhá automaticky. Tyto soustruhy mívají čtyři až osm vřeten. Na automatických soustruzích lze obrábět složité součásti většinou z tyčového polotovaru. Uplatňují se v sériových a hromadných výrobách. Jak výměna nástrojů, tak i obrobků u těchto soustruhů probíhá automaticky. K těmto soustruhům musíme instalovat zakládací zařízení pro obrobky a také odebírací zařízení na hotové výrobky.
Číslicově řízené NC a CNC soustruhy
Název NC je odvozen z angličtiny (Numerical Control) jde o soustruh, jenž je doplněný digitálním odečítáním souřadnic pohybu nástroje jenž se aktuálně zobrazují na displeji obsluze. CNC soustruh (Computer Numerical Control) jde o počítačem řízený stroj. Ovládání CNC stroje je prováděno řídicím systémem pomocí vytvořeného programu. Obsluha zadává potřebný pracovní cyklus přímo do CNC stroje přes uživatelské rozhraní pomocí klávesnice. Tyto stroje využívají kartézský souřadnicový systém os XYZ.
Souřadnicový systém CNC stroje
Systém souřadnic určuje norma ISO 841. K tomu abychom mohli CNC stroji zadat pojezdové dráhy nástrojů či obrobků ve formě čísel, je nutné, aby souřadnicové osy byly přesně pro každý stroj definovány. Pohyby uzlů obráběcích strojů se určují v pravoúhlých souřadnicích pravotočivých – pravoúhlý kartézský souřadnicový systém.
Osy stroje charakterizují pohybové osy, které je možno řídit:
- posuvové osy
- rotační osy – používají se jako přídavné osy pro přídavná zařízení (otočný stůl apod.)
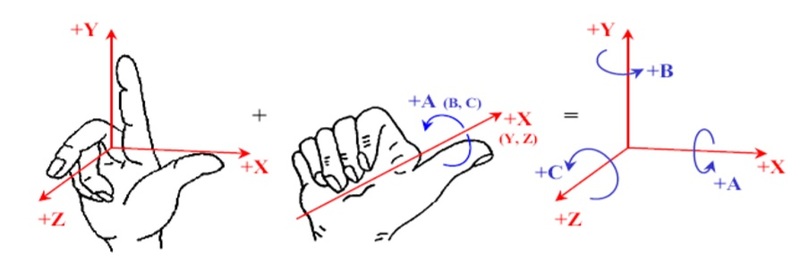
Obr. 9: Kartézský souřadnicový systém
Souřadný systém se na stroji umísťuje podle následujících pravidel:
- vychází se od nehybného obrobku
- vždy musí být definována osa X
- osa X leží v upínací rovině obrobku nebo je s ní rovnoběžná
- osa Z je totožná nebo rovnoběžná s osou pracovního vřetena, které udává hlavní řezný pohyb
- kladný smysl os je od obrobku k nástroji, ve směru zvětšujícího se obrobku
- pokud jsou na stroji další doplňkové pohyby v osách X, Y, Z, označují se U, V, W
- když se obrobek pohybuje proti nástroji, označují se takové osy X´, Y´ a Z´
- osy A, B, C značí rotační pohyby kolem os X, Y, Z
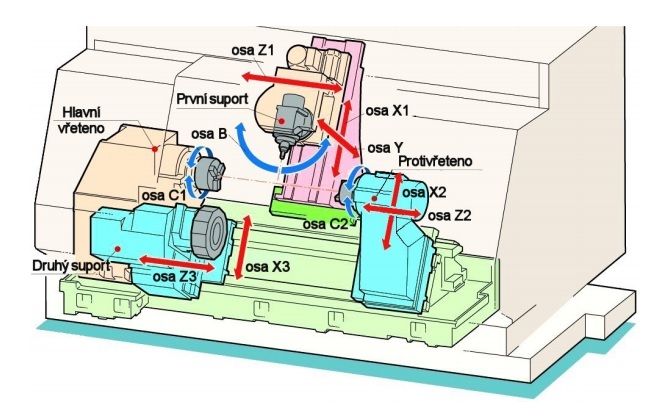
Obr. 10: Souřadnicový systém u CNC soustruhu
Soustružení pomocí CNC soustruhů je v dnešní době nejčastěji využíváno pro sériovou výrobu. Jedná se však o téma natolik obsáhlé, že jsou samostatně zpracovány v dalších částech této e-učebnice.
Obráběcí stroje pro automatizovanou výrobu
V této kapitole se vyskytují údaje o moderních způsobech obrábění v automatizované výrobě, včetně velmi rozšířených obráběcích center.
CNC obrábění
V této kapitole naleznete detaily o CNC obrábění, konstrukci těchto strojů a způsoby práce s nimi.
- Číslicově řízené stroje - Projekt: EU - Tvorba elektronických učebnic, registrační číslo CZ.1.07/1.1.07/03.0027. Dostupný na: http://moodle2.voskop.eu/download/teu/U31_Cislicove_rizene_stroje.pdf.
- DRIENSKY, Dušan, Pavel FÚRIK, Terézia LEHMANOVÁ a Josef TOMAIDES. Strojní obrábění I. Praha: Státní nakladatelství technické literatury, 1988.
- FRISCHHERZ, Adolf a Herbert PIEGLER. Technologie zpracování kovů 2: odborné znalosti. 2. vyd. Praha: SNTL (Wahlberg), 1996, 280 s. ISBN 80-902-1101-1.
- JANYŠ, Bohumil, Karel RAFTL, Antonín VÁCLAVOVIČ a Vladimír BÍZA. Soustružník: Technologie pro 2. a 3. ročník OU a UŠ. Praha: SNTL, 1969.
- Příručka obrábění: kniha pro praktiky. 1. české vyd. Překlad Miroslav Kudela. Praha: Scientia, c1997, 1 sv. (různé stránkování). ISBN 91-972-2994-6.
- ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 – 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
- Technický naučný slovník I. díl A -D. Praha: SNTL - Nakladatelství technické literatury, n. p., 1981.
- Technický naučný slovník II. díl E -I. Praha: SNTL - Nakladatelství technické literatury, n. p., 1982.
- Technický naučný slovník III. díl J -L. Praha: SNTL - Nakladatelství technické literatury, n. p., 1982.
- Technický naučný slovník IV. díl M -O. Praha: SNTL - Nakladatelství technické literatury, n. p., 1983.
- Technický naučný slovník V. díl P - R. Praha: SNTL - Nakladatelství technické literatury, n. p., 1983
- Technický naučný slovník VI. díl Ř -T. Praha: SNTL - Nakladatelství technické literatury, n. p., 1985.
- Technický naučný slovník VII. díl U -Ž. Praha: SNTL - Nakladatelství technické literatury, n. p., 1986.
Obrázky
- Obr. 1: Archiv autora.
- Obr. 2: Archiv autora.
- Obr. 3: Archiv autora.
- Obr. 4: Autor neznámý. Čelní soustruh [online]. [cit. 2014-10-12]. Dostupný na www:.http://www.odhady-ceny.cz/fotogalerie.html.
- Obr. 5: Autor neznámý. Pohyby při soustružení na čelním soustruhu[online]. [cit. 2015-07-12]. Dostupný na www: http://slideplayer.cz/slide/2745448/.
- Obr. 6: Autor neznámý. Karusel [online]. [cit. 2014-10-12]. Dostupný na www: http://webmium.blob.core.windows.net/users/71454/assets/e41cffee4b6934c1103481a187db23e4/karuselsk12.jpg.
- Obr. 7: Autor neznámý. Osy svislého soustruhu[online]. [cit. 2015-07-12]. Dostupný na www:http://img.directindustry.com/images_di/photo-g/cnc-lathe-vertical-3-axis-double-column-122219-6189931.jpg.
- Obr. 8: Autor neznámý. Revolverový soustruh [online]. [cit. 2014-09-15]. Dostupný na www: http://www.prumysl.cz/fotogalerie-zakaznicke-dny-2013-v-zps-tajmac/
- Obr. 9: Číslicově řízené stroje - Projekt: EU - Tvorba elektronických učebnic, registrační číslo CZ.1.07/1.1.07/03.0027. Dostupný na: http://moodle2.voskop.eu/download/teu/U31_Cislicove_rizene_stroje.pdf.
- Obr. 10: HUMÁR, Anton. Technologie I – Technologie obrábění – 1. Část. Studijní opory pro magisterskou formu studia. VUT v Brně, FSI, 2003. 138 stran. [online]. [cit. 2011-07-05]. Dostupné na WWW: http://ust.fme.vutbr.cz/obrabeni/?page=opory.
- Obr. 11: Autor neznámý. Poloautomatický soustruh [online]. [cit. 2014-10-12]. Dostupný na www: http://stroje.hyperinzerce.cz/kovoobrabeci-soustruhy/inzerat/6940629-soustruh-poloautomaticky-a50a-nabidka-ostrava-mesto/#.VHMyOFcgL-U.
- Obr. 12: Autor neznámý. Automatický soustruh [online]. [cit. 2014-10-12]. Dostupný na www: http://img2.hyperinzerce.cz/x-cz/inz/9716/9716510-pouzity-automaticky-soustruh-strohm-m255-seri-24.jpg.
- Obr. 13: Autor neznámý. NC soustruh [online]. [cit. 2014-10-12]. Dostupný na www: http://www.zdas.cz/cs/user_img/11/169/0_srm100_cnc-v.jpg.
- Obr. 14: Autor neznámý. CNC soustruh [online]. [cit. 2014-10-12]. Dostupný na www: http://www.profund.com.pl/wp-content/uploads/2013/03/tokarka_sbl500cnc-290x200.jpg.
- Obr. 15: Autor neznámý. Mechanická úhlová hlava [online]. [cit. 2015-07-12]. Dostupný na www: http://www.t-support.cz/t-support/data/resources/Image/old/upinace-5b.jpg.
- Obr. 16: MIČÍKOVÁ, Iveta. Strojní obrábění Sostružení V. - Projekt: EU - Peníze středním školám, registrační číslo CZ.1.07/1.5.00/34.0758. Dostupný na: http://www.outech-havirov.cz/skola/dum.php?page=stroj_obr.
Vhodné pro žáky ZŠ
Automatické a poloautomatické soustruhy
Poloautomatický soustruh A50A

Obr. 11: Poloautomatický soustruh
Automatický soustruh

Obr. 12: Automatický soustruh
Vhodné pro žáky ZŠ
NC a CNC soustruhy
NC soustruh

Obr. 13: NC soustruh
CNC soustruh

Obr. 14: CNC soustruh
Poháněné nástroje a jejich upínání u CNC soustruhů
Poháněné nástroje představují podstatné zvýšení technologických možností obráběcího stroje, upínají se do pracovního vřetena stroje, pomocí kuželu do kuželové dutiny vřetena stroje. Jejich pohon je zajištěn přímo od pohonu stroje, nebo jsou vybaveny separátním elektrickým pohonem s dálkovým napájením. Tyto nástroje mohou mít specifickou funkci, úhlové hlavy, nebo vyvrtávací hlavy. Pro další informace navštivte stránky: T-support

Obr. 15: Úhlová hlava s převodem.
Vícevřetenová obráběcí centra
Požadavky na rychlou a přesnou sériovou výrobu si vynutily modernizaci CNC obráběcích center.
V současné době je tak pro vyšší rychlost výroby využíváno vícevřetenových automatizovaných strojů.
Pohyby při soustružení
