
Upínání nástrojů
Existuje množství způsobů upínání nástrojů při soustružení. Všechny však musí splňovat určité požadavky na upínání nástrojů.
Mezi tyto požadavky patří:
- bezpečnost upnutí,
- nízké náklady na upnutí,
- jednoduchost upnutí,
- rychlost výměny nástroje,
- soustřednost a vyváženost,
- jednoduchost,
- přesnost,
- životnost.
Při soustružení na soustružnický nůž a na obrobek působí poměrně velké síly, které musí být vyrovnány upínacími přípravky a přeneseny na soustruh. Soustružnický nůž je nejvíce namáhán na ohyb, proto je vhodné jej upínat nakrátko. Čím více nůž přečnívá tím více je náchylný na ohyb, tím více vibruje a vytváří nám nekvalitní (drsný) povrch na obrobku. Pokud je soustružnický nůž velmi vysunut, může dojít i k jeho zlomení.
Nožová hlava a upínky
Nejčastější způsob upínání u menších soustruhů je tzv. nožových hlav. Jsou otočné a najednou mohou být upnuty až čtyři různé nástroje. Soustružnický nůž musíme mít v nožové hlavě upnut, vždy alespoň pod dvěma šrouby, nikdy neupínáme pouze pod jediný šroub. Nůž by se totiž uvolnil, zničil nám obrobek a ohrozil obsluhu soustruhu. Výškové nastavení soustružnického nože, ve většině soustružnických prací upínáme nůž tak, aby břit nástroje byl přesně v ose obrobku. Nůž vymezíme do správné výšky pomocí ocelových podložek.
U větších soustruhů se využívá upnutí na tzv. upínky.

Obr. 1: Upnutí nože na otočnou nožovou hlavu (vlevo), upnutí na upínky (vpravo).
Revolverová hlava a šestiboká otočná hlava
V případě revolverové hlavy se jedná o upínání nástrojů do otvorů. Tohoto upínání se využívá u soustruhů revolverových, automatických a také svislých.

Obr. 2: Nákres revolverové hlavy
Na stejném principu funguje i šestiboká otočná hlava, která má šest otvorů k upínání nástrojů - tj. můžeme upnout až šest nástrojů najednou.

Obr. 3: Nákres šestiboké otočné hlavy
Upínání obrobků
Obrobky májí nejrůznější tvary a také jsou různě velké, proto musíme při obrábění využít rozmanité upínací prostředky, které musí pevně držet obrobek, přenášet kruhový pohyb a odolávat silám vznikajícím při tvorbě třísky.
Tříčelisťové univerzální sklíčidlo
Tříčelisťové sklíčidlo patří k nejčastěji používaným, sloužící k upínání válcových ploch, šestihranných, či tříhranných obrobků. Čelisti sklíčidla jsou rozmístěny po 120° a čelisti používáme vnitřní a vnější, či univerzální. Dále máme také čtyřčelisťové sklíčidlo, které slouží pro upínání čtyřhranných, nebo osmihranných obrobků.

Obr. 4: Tříčelisťové sklíčidlo
Mezi hroty
Mezi hroty upínáme obrobek, pokud je příliš dlouhý. Obrobek upínáme mezi hroty (vřetene a koníku), musíme však použít unášecí kotouč a unášecí srdce. Unášecí hroty máme pevné a otočné, upínáme je pomocí Morse kuželu do vřetene a do pinoly koníku.

Obr. 5: Upínání mezi hroty

Obr. 6: Unášecí srdce
Pevná a pohyblivá opěrka (luneta)
Pevnou lunetu použijeme u tenkého a dlouhého obrobku. Zajistí nám obrobek vůči vyhnutí. Obrobek musí mít v místě, kde chceme lunetu použít přesný válcový tvar, lunetu připevníme na lože soustruhu a pomocí stavěcích šroubů dotáhneme k obrobku. Na konci stavěcích šroubů bývají opěrné kladky, či kousky bronzu, nebo plastové zakončení. Pohyblivá luneta, umisťuje se na suport, používá se zejména při hrubování dlouhých obrobků. Zabraňuje vychýlení obrobku.

Obr. 7: Pevná luneta

Obr. 8: Nákres pevné a pohyblivé opěrky
Upínací deska
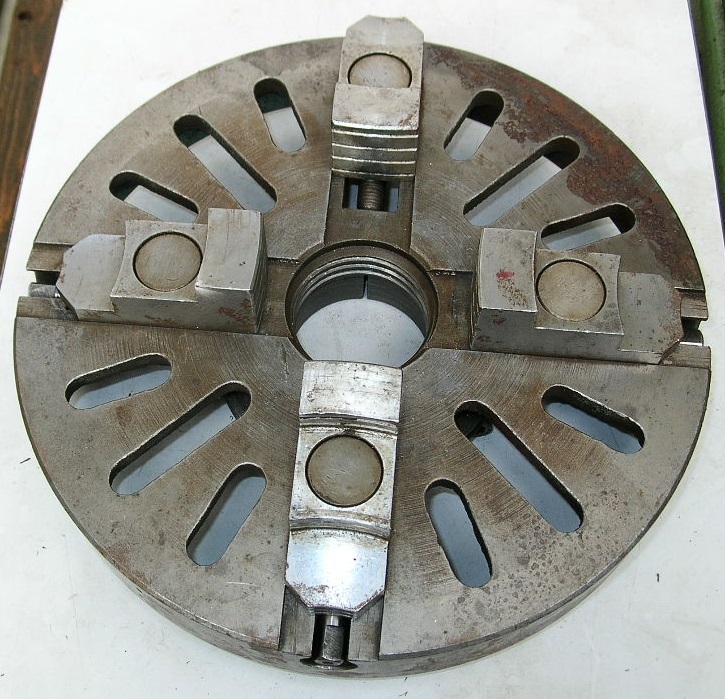
Obr. 9: Upínací deska
Upínací lícní deska, slouží pro upínání obrobků s velkým průměrem, nebo pokud mají asymetrický tvar. Pokud je obrobek nevyvážený a při soustružení by nám hrozilo rozkmitání, musíme umístit na lícní desku protizávaží. Upínací lícní deska obsahuje čtyři upínací čelisti, které se dají otáčet, a lze s nimi pohybovat nezávisle na sobě. Vždy po upnutí obrobku je potřeba obrobek vystředit pomocí číselníkového úchylkoměru. Na lícní desce je také několik drážek, do kterých můžeme pomocí šroubů také upevnit obrobek.
Upínací trny
Upínací trny se používají pouze tehdy, když potřebujeme, aby byla díra vůči plášti obrobku přesně centrická. Pevný trn má téměř shodný průměr s průměrem díry obrobku a je mírně kuželovitý. Na pevný trn se obrobek narazí a poté se obrábí. Rozpínací trn je tvořen kuželovou vložkou, na třech místech rozříznutou, která se roztahuje pomocí matice s jemným závitem. Rozpínací trn se vloží do díry obrobku, dotáhne se matice s jemným závitem a trn pevně uchytí obrobek za otvor, poté se umístí mezi hroty na soustruhu. Kleštiny se používají k upínání krátkých válcovitých obrobků s malými průměry. V podstatě jsou kleštiny velmi podobné hlavičce u ruční vrtačky.

Obr. 10: Kuželový trn (vlevo) a válcový trn (vpravo)


