Válcové plochy
Válcové plochy jsou nejčastěji broušenými plochami. Většinou se jedná o součásti tvaru hřídelů s válcovými, kuželovými nebo tvarovými plochami. Jednotlivé plochy jsou na jedné součásti od sebe odděleny drážkami nebo zápichy. Takové hřídele potom nazýváme osazenými hřídeli.
Osazení je v tomto případě pravoúhlé nebo kosoúhlé odstupňování průměrů na součástech hřídelového tvaru a děr.
Zápich na broušených plochách je drážka pro výběh brousícího kotouče a zajišťuje přesné dosednutí vzájemně spojovaných součástí.
Válcové, kuželové a rovinné plochy na součástech hřídelového tvaru mohou být na vnějších nebo vnitřních osazeních. Podle toho rozdělujeme broušení válcových ploch na broušení vnějších válcových ploch a broušení vnitřních válcových ploch.
Broušení vnějších válcových ploch
Při broušení vnějších válcových ploch koná brusný kotouč hlavní otáčivý řezný pohyb a zároveň koná přísuv (pohyb do záběru, přisouvá se nebo odsouvá od obrobku). Obrobek se otáčí proti smyslu otáčení brousícího kotouče.
Obrobek zpravidla vykonává přímočarý vratný podélný posuv, který umožňuje broušení delších součástí. Rychlost posuvu se udává v mm na 1 otáčku obrobku. Uvedené uspořádání se používá při obrábění součástí o menší hmotnosti. U součástí s velkou hmotností, koná obrobek jen otáčivý pohyb a brousící vřeteník koná posuv i přísuv.
-
Broušení s podélným pohybem stolu:
Používá se u obrobků, kde je délka broušení větší než šířka brousícího kotouče. Obrobek koná kromě rotačního pohybu ještě podélný pohyb. Přísuv do řezu dělá brousící vřeteník v jedné nebo obou úvratích stolu. Nejběžnější způsob upínání je mezi hroty. Při broušení velmi těžkých a dlouhých součástí, např. válců válcovacích stolic, vykonává obrobek pouze rotační pohyb a brousící vřeteník přísuv do řezu a podélný pohyb.
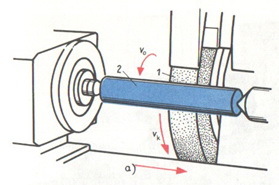
Obr. 1: Broušení s podélným pohybem stolu (1- brousící kotouč, 2 – obrobek)

Obr. 2: Broušení s podélným pohybem stolu
-
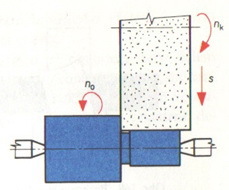
Broušení podélným posuvem hloubkovým způsobem:
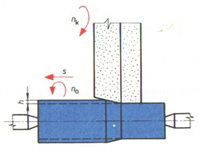
Obr. 3: Broušení podélným posuvem hloubkovým způsobem (nk - otáčky brousícího kotouče, no - otáčky obrobku, s - posuv, h - hloubka záběru)
-
Postupné zapichování a rozjíždění brousícím kotoučem:
Odebere se větší část přídavku a nakonec se povrch přebrousí podélným pohybem obrobku.
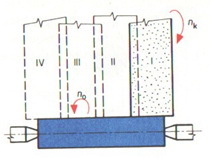
Obr. 4: Postupné zapichování a rozjíždění brousícím kotoučem
-
Broušení zapichovací:
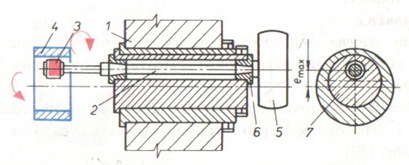
Zapichovací broušení je nejvýkonnější metoda broušení. Brousí se zásadně kotoučem, který je širší než broušená plocha. Nejčastěji se používá u krátkých obrobků při sériové a hromadné výrobě. Tímto způsobem lze brousit různé tvarové plochy. Zapichovací broušení se šikmým přísuvem se používá tam, kde se kromě válcové části má brousit ještě čelo.
Obr. 5: Broušení zapichovací

Obr. 6: Broušení zapichovací

Obr. 7: Broušení na CNC brusce s více brousícími (zaměnitelnými) vřeteny
Broušení vnitřních válcových ploch
Při broušení vnitřních válcových ploch dochází k těmto pohybům brusného kotouče a obrobku:
- otáčivému pohybu brousícího kotouče
- otáčivému pohybu obrobku (obrobek a kotouč se otáčejí v opačném smyslu proti sobě)
- podélnému vratnému pohybu brousícího kotouče nebo obrobku
- přísuvu brousícího kotouče nebo obrobku do řezu
Při broušení vnitřních válcových ploch provádíme broušení děr hrubováním i na čisto. Tyto operace provádíme při jednom upnutí součásti.
Broušení vnitřních válcových ploch provádíme za dodržování těchto zásad:
- Průměr brousícího kotouče se volí 3/4 až 4/5 průměru broušené díry a nemá přesahovat 9/10 průměru díry.
- Při vnitřním broušení je styková plocha velká, dochází k většímu zahřívání součásti, a proto je potřeba intenzivnějšího chlazení.
- Při broušení hlubokých děr je nástavec dlouhý a tenký, z tohoto důvodu je i málo tuhý (broušení se provádí malými přísuvy a více záběry).
- Při broušení děr o různých průměrech používáme vřetena různých průměrů. Brousící vřeteno volíme co nejkratší a nejtlustší, aby obráběcí soustava byla tuhá.
- Broušení vnitřních válcových ploch provádíme při menších řezných rychlostech než při broušení vnějších válcových ploch.
- Pro broušení volíme měkčí kotouče, které jsou méně trvanlivé a vyžadují častější orovnávání.
Tab. 1: Řezná rychlost brousícího kotouče
|
pro houževnaté materiály |
25 až 30 m.s-1 |
|
pro materiály křehké |
10 až 25 m.s-1 |
Tab. 2: Obvodová rychlost obrobku
|
měkká ocel |
16 až 21 m.min-1 |
|
kalená ocel |
18 až 24 m.min-1 |
|
šedá litina |
19 až 24 m.min-1 |
|
mosaz |
24 až 30 m.min-1 |
|
hliník |
0 až 40 m.min-1 |
Tab. 3: Podélný posuv.
|
|
při hrubování |
při broušení na čisto |
|
ocel |
0,5 až 0,7 šířky kotouče/ot |
0,2 až 0,3 šířky kotouče/ot |
|
šedá litina |
0,2 až 0,5 šířky kotouče/ot |
0,2 až 0,4 šířky kotouče/ot |
Přísuv při hrubování má být 0,01 až 0,02 mm a při broušení na čisto 0,002 až
0,01 mm. Během broušení nesmí brousící kotouč vybíhat z díry, jinak by se
díra při ústí kuželovitě zvětšila.
Podélné broušení válcových děr:
- je to nejpoužívanější způsob
- brousící kotouč se volí co nejširší
- začíná se hrubováním, kterým se rychle odebírá největší část přídavku přísunem 0,005 až 0,02 mm podle průměru díry
- po orovnání kotouče se brousí na čisto přísuvem 0,002 až 0,01 mm na 1 dvojzdvih
- menší přísuvy se volí při broušení menších a delších děr
- díry s vysokou přesností se brousí několika záběry na čisto
- přísuv se postupně zmenšuje
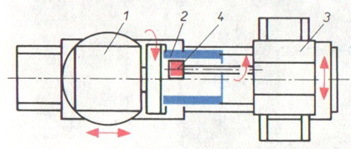
Obr. 8: Podélné broušení válcových děr (1 – unášecí vřeteník, 2 – obrobek, 3 – brousící vřeteník, 4 – brousící kotouč)

Obr. 9: Podélné broušení válcových děr

Obr. 10: Podélné broušení válcových děr

Obr. 11: CNC bruska s kotoučem pro broušení vnitřních válcových ploch (vlastní)

Obr. 12: Vřetena pro vnitřní broušení

Obr. 13: Bruska pro broušení vnitřních a vnějších válcových povrchů
Zapichovací způsob broušení děr:
- využívá se méně často, protože je potřeba vysoce tuhé obráběcí soustavy
- při broušení kratších děr se dosahuje větších výkonů
- kotouč je o něco širší, než je délka díry
- brousí se bez podélného posuvu, kotouč se pouze přisouvá do řezu
- velikost přísuvu se zmenšuje asi na polovinu hodnot obvyklých při podélném broušení děr
- lepší jakosti povrchu a větší trvanlivost tvaru kotouče se dosahuje krátkým oscilačním podélným pohybem
- tímto způsobem se brousí jak válcové povrchy děr, tak i válcové a čelní plochy vnitřních drážek a osazení
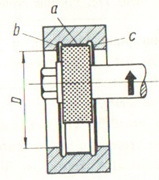
Obr. 14: Zapichovací broušení (a – broušený válcový povrch, b + c – broušené čelní plochy)
Planetové broušení děr:
- používá se při broušení děr v takových součástech, které nelze běžným způsobem upnout na normální brusce
- obrobek je nehybně upnut na stole brusky a brousící vřeteno vykonává všechny pracovní pohyby
- vřeteno se otáčí kolem své osy, obíhá kolem osy obrobku a současně vykonává posuvný pohyb ve směru osy díry
- vyložení vřetena je často značné a z toho vyplývá menší tuhost obráběcí soustavy, proto je přesnost planetových brusek menší