
Broušení závitů
Závity šroubů a matic vyráběné broušením se používají tam, kde jsou kladeny vysoké požadavky na přesnost závitu, jakost povrchu, stoupání a profil závitu. Závit se brousí za současného otáčení obrobku i brusného tvarového kotouče při vzájemném osovém posuvu, který má velikost stoupání závitu na jednu otáčku obrobku.
Rozdělení broušení závitů podle tvaru brusného kotouče:
- broušení jednoprofilovým kotoučem
- broušení hřebenovým kotoučem
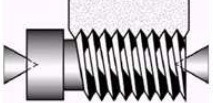
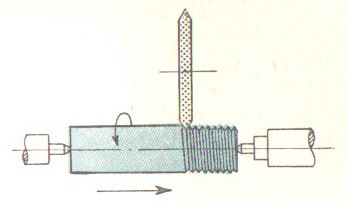
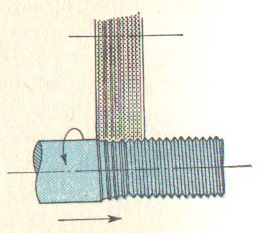
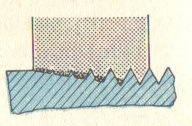
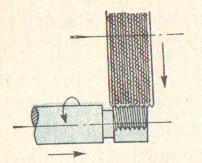
Broušeni vnějšich zavitů jednoprofilovým kotoučem:
- Broušené závity přesných šroubů bývají většinou před broušením předřezány.
- Broušení se provádí na speciálních bruskách.
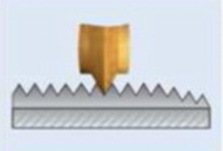
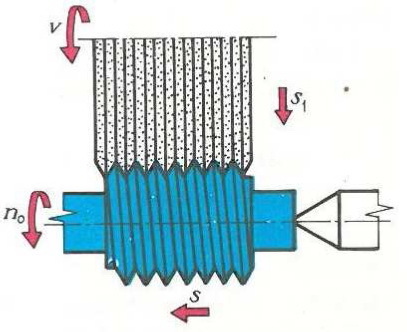
- Brusný kotouč je vykloněn o úhel stoupání závitu, nastaven na plnou hloubku profilu závitu a otáčí se řeznou rychlostí.
- Obrobek se současně otáčí a posouvá v podélném směru o délku stoupání závitu na jednu otáčku obrobku.
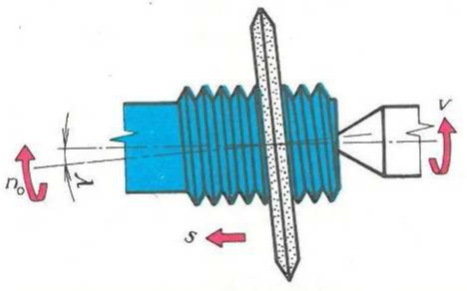
Obr. 1: Broušení jednoprofilovým kotoučem

Obr. 2: Broušení jednoprofilovým kotoučem
Obr. 3: Broušení jednoprofilovým kotoučem

Obr. 4: Broušení jednoprofilovým kotoučem

Obr. 5: Broušení jednoprofilovým kotoučem
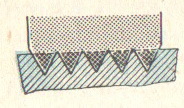
Broušeni vnějšich zavitů hřebenovým kotoučem:
- Hřebenový kotouč se otáčí řeznou rychlostí a je nastaven rovnoběžně s osou obrobku.
- Obrobek se otáčí a posouvá v axiálním směru o 1 rozteč závitu na otáčku.
- Dosahuje se vyšší produktivity než u jednoprofilového kotouče.
Obr. 6: Broušení závitů hřebenovým kotoučem
Obr. 7: Broušení závitů hřebenovým kotoučem

Obr. 8: Broušení závitů hřebenovým kotoučem

Obr. 9: Broušení závitu na závitníku

Obr. 10: Broušení závitů hřebenovým kotoučem

Obr. 11: Příklady broušených závitů na závitnících
Broušeni vnitřních zavitů:
- Pro broušení vnitřních závitů se používají brusné kotouče malých průměrů.
- Nastavení kotouče pro vnitřní broušení je obtížnější.
Rozdělení broušení závitů podle pohybu brusného kotouče a obrobku:
- broušení podélným způsobem
- broušení zapichovacím způsobem
- bezhroté broušení závitů
Broušeni podélným způsobem:
- Při tomto způsobu broušení jednoprofilovým kotoučem vykonává obrobek větší počet otáček a zároveň se podélně posouvá.
- Brusný kotouč se radiálně přisouvá k obrobku.
- Profil závitu se na brusném kotouči vytváří velice jednoduše a přesně diamantovým orovnávačem.
- Plocha styku brusného kotouče a obrobku je malá, proto vzniká málo tepla a je možné pracovat s většími rychlostmi a hloubkou řezu.
- Použitvá se pro nejpřesnější práce.
Obr. 12: Podélné broušení závitů jednoprofilovým kotoučem
Obr. 13: Podélné broušení závitů víceprofilovým kotoučem
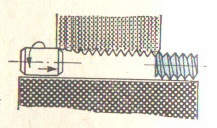
Broušení zapichovacím způsobem:
- Broušení se provádí hřebenovým kotoučem, válcového tvaru, který je o něco širší než délka broušeného závitu.
- Při broušení obrobek vykonává rotační pohyb a při jeho podélném posuvu se radiálně přisouvá brusný kotouč.
- Závit se brousí najednou, nebo se prvně hrubuje a potom brousí na čisto.
- Používá se ve velkosériové výrobě.
Obr. 14: Broušení závitů zapichovacím způsobem
Bezhroté broušení:
- Může se provádět jako průběžné, nebo zapichovací.
- Brusný kotouč má drážky shodné s profilem a stoupáním závitu a nastavuje se šikmo o úhel stoupání na středním průměru.
- Unášecím kotoučem je i brusný kotouč, který se nastavuje pod úhlem stoupání závitu na vnějším průměru.
- Unášecí kotouč je hladký a unáší obrobek za vnější průměr a tím se dosahuje otáčivého pohybu a posuvu.
- Obrobek se opírá o podpěrnou lištu.
- Používá se na speciálních bezhrotých bruskách.
Obr. 15: Bezhroté broušení závitů