
Zapichovací způsob
Zapichovací způsob broušení je způsob, při němž se bez podélného pohybu stolu brousí plochy jen o málo užší, než je šířka brusného kotouče.
Charakteristika zapichovacího způsobu broušení:
- velmi výkonné broušení používané ve velkosériové a hromadné výrobě
- při zapichovacím broušení nahrubo se brusný kotouč přisouvá při každé otáčce obrobku a přísuv se volí v mezích 0,002 až 0,02 na otáčku podle rychlosti obrobku
- čím větší je obvodová rychlost obrobku, tím menší musí být přísuv
- při broušení načisto je přísuv poloviční
- nevýhodou zapichovacího způsobu broušení je velká styková plocha kotouče s obrobkem, takže se obrobek více ohřívá než při podélném způsobu broušení
- brusný kotouč se také rychleji zanáší, proto se musí častěji orovnávat
- kotouče musí být orovnány přesně, protože na tvarové přesnosti kotouče závisí přesnost obrobku
Druhy ploch broušené zapichovacím způsobem:
- zapichovací broušení válcového povrchu
- současné zapichovací broušení dvou oddělených povrchů
- zapichovací broušení stupňovitých povrchů
- zapichovací broušení kuželového povrchu
- zapichovací broušení tvarových povrchů
- sdružené zapichovací broušení válcových a čelních povrchů
- postupné zapichovací a podélné broušení
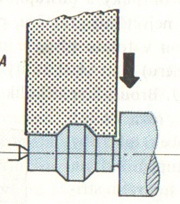
Zapichovací broušení válcového povrchu
Postup broušení na univerzální brusce:
- podle materiálu obrobku a předepsané drsnosti povrchu zvolíme kotouč
- překontrolujeme utažení příruby a vyvážení kotouče
- kotouč se upne a orovná na vyhrubování (hlazení)
- po kontrole středících důlků se obrobek upne mezi hroty
- spustí se motor unášecího vřeteníku a stůl se ručně přestaví tak, aby broušená část obrobku byla proti kotouči
- brusný kotouč přisuneme k obrobku, až začne jiskřit
- spustí se řezná kapalina a ručním přísuvem se brousí, až je obrobek po celém obvodu obroušen
- odsune se brousící vřeteník vzad, zastaví se motor brousícího vřeteníku a změří se průměr obrobku
- nastavíme přísun brusného kotouče o rozdíl mezi naměřeným průměrem a předepsaným průměrem
- spustíme motor brousícího vřeteníku a přisuneme brousící vřeteník k obrobku, až začne jiskřit
- samočinný přísuv řídí broušení, dokud není vypnut dorazem, nastaveným na předepsaný rozměr obrobku
- potom se brousící vřeteník odsune vzad a zastaví se motor brousícího vřeteníku
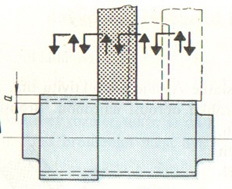
Při broušení zapichovacím způsobem se dosáhne lepší jakosti povrchu, jestliže se pracuje s oscilací stolu.
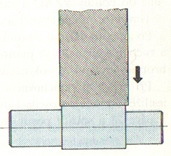
Obr. 1: Zapichovací broušení válcového povrchu

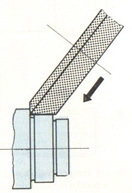
Obr. 2: Zapichovací broušení válcového povrchu

Obr. 3: Zapichovací broušení válcového povrchu
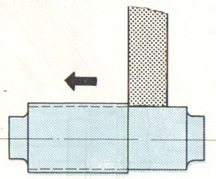
Současné zapichovací broušení dvou oddělených povrchů
- Zapichovacím způsobem se brousí i obrobky osazené a dále lze brousit současně několik ploch, které mohou být od sebe vzdálené.
- Při broušení několika ploch od sebe vzdálených současně jsou brusné kotouče od sebe odděleny příslušně širokým distančním kroužkem.
- Tento způsob je vhodný při broušení ložiskových čepů.
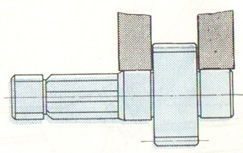
Obr. 4: Současné zapichovací broušení dvou oddělených povrchů

Obr. 5: Současné zapichovací broušení více oddělených povrchů na bezhroté brusce
Obr. Krátké video s ukázkou zapichovacího broušení profilů a rozbrušování. Kombinace dvou postupů na jedno upnutí.
http://www.junker.cz/cz/loesungen/schleifmaschinen/grindstar.php
Zapichovací broušení stupňovitých povrchů
- Delší obrobky s odstupňovanými průměry se začínají brousit od největšího průměru, protože neproduktivní pohyby brusného kotouče jsou v tomto případě nejkratší.
- Bbrousí-li se několik kusů, pak se po obroušení obrobku zleva doprava upne další obrobek tak, aby jeho největší stupeň byl na pravé straně.
- Při takovémto střídání stran jsou dráhy brusného kotouče nejkratší.
- Jestliže obrobek s odstupňovanými průměry není delší než šířka brusného kotouče, brousí se celý profil obrobku tvarovým kotoučem.
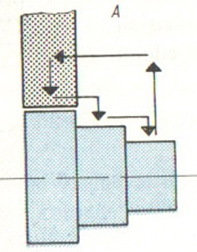
Obr. 6: Zapichovací broušení stupňovitých povrchů

Obr. 7: Zapichovací broušení stupňovitých povrchů vačkové hřídele na CNC brusce. Broušené povrchy vaček a ploch pro uložení vačkového hřídele

Obr. 8: Zapichovací broušení stupňovitých povrchů vačkové hřídele na CNC brusce. Broušené povrchy vaček a ploch pro uložení vačkového hřídele
Zapichovací broušení kuželového povrchu
- Zapichovací broušení kuželového povrchu předpokládá natočení stolu, nebo vřeteníku, přičemž obrobek je upnut velkým průměrem kužele k unášecímu vřeteníku.
- Stůl je možné přesně nastavit teprve tehdy, až je kužel obroušen téměř na konečný rozměr, takže se dá kontrolovat kuželovým kalibrem.
- Před broušením musí být brusný kotouč přesně orovnán.
- Brousí se s použitím oscilace stolu (tak má broušený obrobek jakostnější povrch).
Obr. 9: Zapichovací broušení kuželového povrchu

Obr. 10: Zapichovací broušení kuželového povrchu natočením brousícího vřeteníku

Obr. 11: Zapichovací broušení kuželového povrchu natočením pracovního vřeteníku
Zapichovací broušení tvarových povrchů
- Tvarové povrchy se zapichovacím způsobem brousí tvarovými kotouči.
- Na kotoučích se předepsaný tvar vytváří orovnávacími a tvarovacími přípravky.
- Tvarové plochy lze také brousit složenými kotouči na různých místech najednou.
Obr. 12: Zapichovací broušení tvarových povrchů
Sdružené zapichovací broušení válcových a čelních povrchů
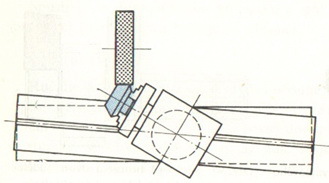
- Při sdruženém zapichovacím broušení válcových a čelních povrchů zvyšujeme produktivitu tím, že se celá válcová a celá čelní plocha obrobku obrousí najednou.
- Brousící vřeteník se přisouvá k obrobku po saních, které se musí s vodícími dráhami natočit pod příslušným úhlem.
- Přísuv kolmý na osu kotouče, který se tím získá, je vhodný pro válcový i čelní povrch obrobku.
Obr. 13: Sdružené zapichovací broušení válcových a čelních povrchů
Postupné zapichovací a podélné broušení
- Při broušení obrobků několikrát delších, než je šířka brusného kotouče, lze výhodněji než podélným způsobem brousit nahrubo postupným zapichováním.
- Čtyři postupné zápichy, při nichž se polohy brusného kotouče vždy o 5 až 10 mm překrývají, trvají jen asi polovinu času potřebného na podélné broušení.
- Zbytek přídavku se pak ubere broušením načisto podélným způsobem, přičemž již postačí několik zdvihů.
- Při broušení stupňovitých obrobků se značně odlišnou délkou jednotlivých stupňů je výhodnější použít brusného kotouče se šířkou vhodnou pro stupně krátké a brousit dlouhý stupeň postupným zapichováním.
- Kotouč se šířkou vhodnou pro dlouhý stupeň nemá totiž při broušení krátkých stupňů stejnoměrný úbytek.
Obr. 14: Postupné zapichovací a podélné broušení