Druhy řízení
Cílem řízení technologického procesu obrábění je dosažení požadovaného geometrického tvaru obrobku v požadované rozměrové přesnosti a drsnosti obrobených ploch při optimálních řezných podmínkách. Způsob, jakým se dosahuje geometrického tvaru součásti obráběním, je strategie řízení řezného procesu.
Na základě vybavení řídicích systémů CNC softwarem a hardwarem rozlišujeme různé druhy řízení:
-
stavění souřadnic (polohování)
-
pravoúhlé řízení
-
souvislé řízení.
Dalším hlediskem rozdělení je druh použitého odměřování, způsob programování, druh polohové zpětné vazby apod.
Systémy stavění souřadnic – jsou nejstarším řízením, které nemělo mikroprocesor pro lineární ani kruhovou interpolaci.
Nástroj se pohybuje rychloposuvem na požadovaný bod, přičemž nezáleží na vykonané dráze (použití – vrtací a vyvrtávací stroje).
Pravoúhlá řízení – jsou následným stupněm stavění souřadnic. Mohou brát v úvahu rozměry nástrojů (mají výpočet korekce). Je jimi možné provádět obrábění rovnoběžné se souřadnými osami.
Umožňuje frézovat pravoúhlé obrobky a soustružit válcové plochy.
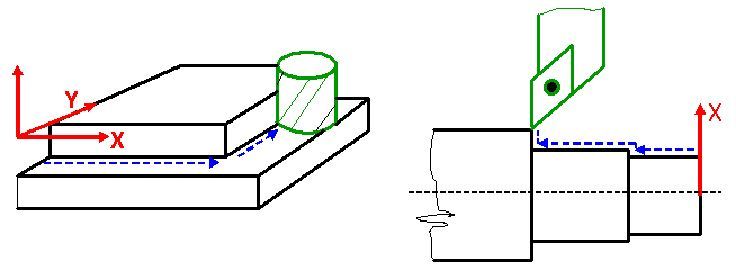
Obr. 1: Pravoúhlé řízení
Souvislá řízení – umožňují výpočet korekce a výpočet geometrie. Např. souvislé ř. soustruhu umožňuje pohyb nástroje v rovině Z - X (ve dvou dimenzích) po libovolných úkosech a kruhových obloucích.
Je to řízeni 2D. To znamená řízení ve dvou současně pracujících souřadných osách.
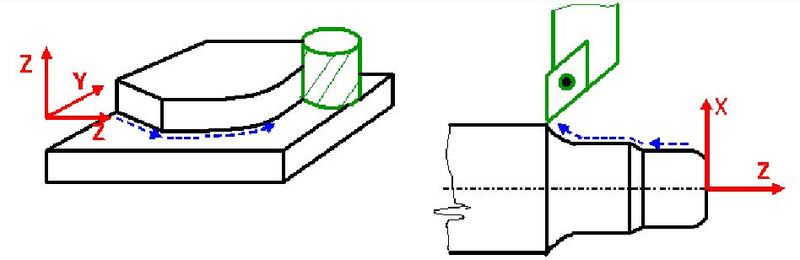
Obr. 2: Souvislé řízení 2D
Souvislá řízení – u mnohých frézek se může provádět lineární interpolace volitelně vždy jen v jedné rovině (X-Y, Z-X nebo Y-Z).
V důsledku volného výběru roviny interpolace hovoříme o souvislém řízení 2 ½ D.
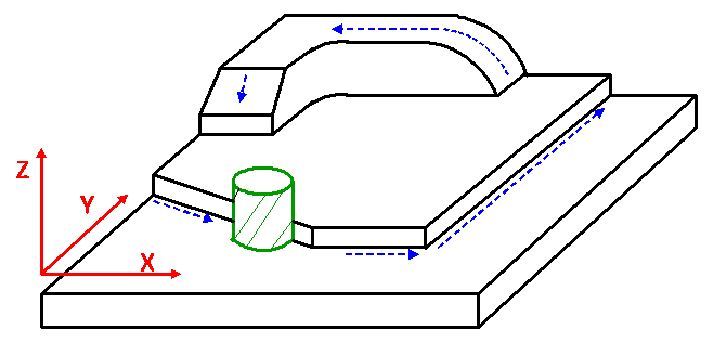
Obr. 3: Souvislé řízení 2 ½ D
Souvislá řízení – pomocí souvislého řízení 3D lze u frézek obrábět libovolné obrysy a prostorové plochy. Přitom musí interpolátor vypočítávat pohyb ve dvou osách v závislosti na třetí ose. Zde je zapotřebí více výpočetních operací než u řízení 2D. Je nutný mikroprocesor s vysokým výkonem.
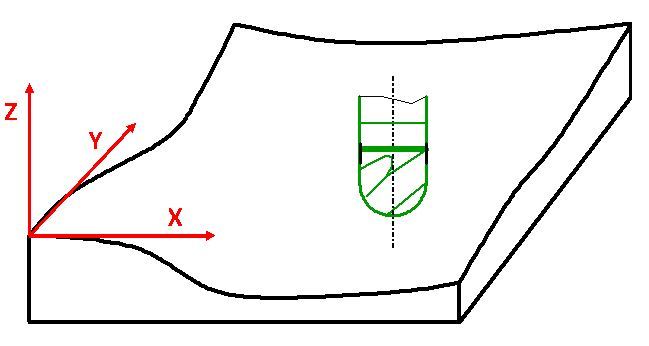
Obr. 4: Souvislé řízení 3D
Jestliže jsou vedle pohybu v osách X, Y a Z možné ještě další současné pohyby (např. otočný pohyb kolem osy X=osa A), mluvíme pak o řízení 4D popřípadě 5D.
Interpolátor – výpočet naprogramované dráhy.
Generace požadované obecné dráhy relativního pohybu nástroje proti obrobku je uskutečněna pomocí obvodů interpolátoru.
Interpolátor (jednoúčelový počítač) vyrábí počet elektrických impulsů odpovídající naprogramovaným drahám v jednotlivých osách. Každý impuls představuje elementární dráhu např. 0,01mm, takže počet impulsů charakterizuje v daný okamžik ujetou dráhu. Frekvence těchto impulsů představuje rychlost pohybu v každé řízené ose. Poměr frekvencí ve dvou současně řízených osách udává směrnici přímky, po které probíhá v daný okamžik relativní pohyb mezi nástrojem a obrobkem.
Pro uvedené druhy řízení rozlišujeme interpolátory:
-
lineární
-
kvadratický a vyšších řádů.
- FRISCHHERZ, Adolf, Herbert PIEGLER a transformace českého vydání Jiří PRAGAČ. Technologie zpracování kovů 2:odborné znalosti. Praha: Wahlberg, 1994. ISBN 80-901-6572-9.
- ŠTULPA, Miloslav. CNC: obráběcí stroje a jejich programování. 1. vyd. Praha: BEN - technická literatura, 2006, 126 s. ISBN 80-7300-207-8.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta.
Mezi nejužívanější řídící systémy u nás patří HEIDENHAIN, SINUMERIK, FANUK a KOVOPROG?