Využití dráhové korekce pro osové nástroje
Použití dráhové korekce na frézce při použití osových nástrojů (fréza, vrták, výstružník).
G41 Korekce zleva
G42 Korekce zprava
Adresy: bez adres
Příklady zápisu: N25 G41
N66 G0 X10 Y12 Z106 G42 G41
Funkce G41 a G42 umožňují programovat požadovaný tvar obrobku bez ohledu na použitý průměr nástroje. Funkce zabezpečí přesunutí skutečné dráhy nástroje na ekvidistantu k dráze programované. Velikost posunutí se rovná poloměru právě používaného nástroje (průměr nástroje je zapsán v tabulce korekce). Pokud ještě nebyl nástroj v programu zadán, vyhlásí řídicí systém chybu.
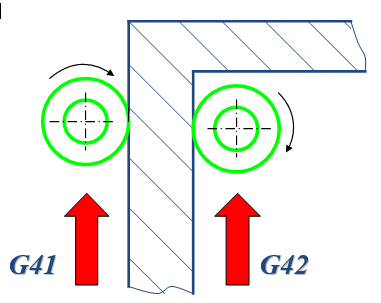
Obr. 1: Znázornění dráhové korekce nástroje zleva G41 a zprava G42
Smysl korekce je dán polohou středu nástroje od obrysu ve směru jeho pohybu, čímž se i rozliší vnější a vnitřní povrch.
Smyslem korekce stanovíme též způsob obrábění: sousledné a nesousledné.
Funkce G41 se používá, pokud má obráběná plocha ležet vpravo od dráhy nástroje, funkce G42 pro plochu ležící vlevo od dráhy nástroje.
U jiných řídicích systémů může být definována poloha nástroje k obráběné ploše!
Také značení může být rozdílné. Například u řídicího systému Heidenhain platí funkce R0, RR, RL.
U ř. s. Sinumerik je to symbolický znak, což je pro obsluhu nejsrozumitelnější.
Obě funkce G41 a G42 korigují dráhu zapsanou funkcemi G0, G1, G2, G3, pro jiné funkce jejich použití nemá smysl a může způsobit chybu v polohování nástroje. Zápis každé korekční funkce má v programu trvalou platnost až do zrušení funkcí G40 nebo do konce programu.
Programovaná dráha pohybu se skládá vždy z přímek a kruhových oblouků. Tomu odpovídá rovněž tvar ekvidistanty získaný korekční funkcí. V bodech, kde na sebe jednotlivé části programované dráhy navazují bez společné tečny, je dráha ekvidistanty doplněna automaticky kruhovým obloukem o poloměru použitého nástroje.
Pro bezchybnou činnost korekčních funkcí je třeba k obráběnému povrchu nástrojem přijet již se zařazenou korekcí z té strany obráběného obrysu, po kterém se má dále nástroj pohybovat. Nejvhodnější je nájezd kolmo k obráběné ploše.
Příklad:
Stopkovou frézou průměr 10 je třeba zvenčí ofrézovat tvar šablony podle obr. Výchozí poloha nástroje je zvolena na souřadnicích X-30 Y0. Pohyb v ose Z není uvažován.
Příklad programování součásti s poloměrovou korekcí na frézce
Zápis programu:
N10 M6 T1; výměna nástroje – fréza 10
N20 M3 S800; spuštění vřetene
N30 G41; zavedení korekce zprava
N40 G1 X0 F100; příjezd nástroje k povrchu
N50 G1 Y20; postupné frézování tvaru
N60 G1 X45 Y50
N70 G1 X80
N80 G3 X89.456 Y31.411 R23
N90 G1 X112.600 Y14.548
N100 G2 X120 Y0R18
N110 G1 X0
N120 G40; zrušení korekce
N130 G0 X-30; odjetí do výchozí polohy
G40 Zrušení korekce
Funkcí G40 se ruší dosud nastavené korekce (G41 nebo G42). Funkci je vhodné aplikovat vždy při dokončení kontury.
Ukázka funkce G41 korekce zprava.
Tvar součásti zapsaný svými uzlovými body jako podprogram je dvakrát frézován nástrojem jiného průměru. Skutečná dráha nástroje je posunuta podle použitého průměru nástroje.
N10 M6 T5
N20 M3 S1000
N30 G26 L100; skok do podprogramu
N40 M6 T10
N50 G26 L100
N70 M30; konec hlavního programu
N100 G41
N110 G1 X0 Y0 Z-5 F300
N120 G1Y55
N130 G1X20
N140 G1Y35
N150 G3 X30 Y25 R10
N160 G1 X60
N170 G 2X80 Y5 R20
N180 G1Y0
N190 G1X0
N200 G40
N210 G0 X-20 Y0
N220 M17; konec podprogramu
- ŠTAJNOCHR, Lubomír a Vladimír SLAVÍK. Uživatelská příručka pro frézku FCM 16 CNC, FCM 22 CNC: Řídící systém Mikroprog F.
Prezentace:
- Dráhová korekce - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta. Obrázky mohou být také součástí citovaných digitálních materiálů.
Dráhová korekce může být posuzovaná u řídících systémů různě. Například Heidenhain posuzuje polohu nástroje k obráběné ploše (RR,RL), zatím co Mikronex posuzuje obráběnou plochu k pozici nástroje, což je obráceně. Proto je opět nutno použít manuál stroje a řešení vyhledat.
Jedno z nejsrozumitelnějších řešení je symbolické znázornění polohy nástroje, například Sinumerik SinuTrain.
Pro ZŠ
Jak se značí korekce nástroje zprava?
Kterou funkcí ukončíme dráhovou korekci?
Pro SŠ
Jaký význam má dráhová korekce při obrábění?
Kterým směrem přijíždíme k obráběné ploše, aby byla zajištěna bezchybná činnost korekce?