Příklady zápisu
Frézovací cykly
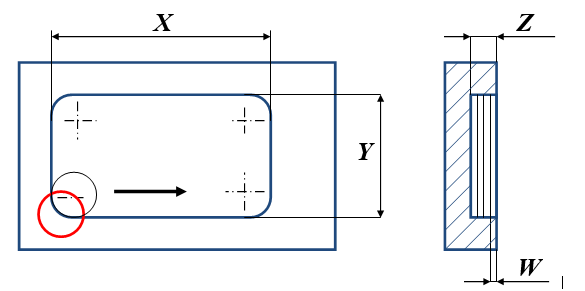
Obr. 1: G73 Cyklus pro obdélníkové vybrání
Cyklus pro frézování obdélníkového vybrání G73
G73 slouží k vyfrézování obdélníkové dutiny v materiálu postupným frézováním po vrstvách. Rozměry dutiny se zadávají pomocí adres X, Y, Z. Adresa W udává hloubku materiálu odebraného v jedné vrstvě. Nástroj nejdříve odjede v osách X a Y o poloměr použitého nástroje a potom se zavrtá pracovním posuvem na hloubku první třísky.
V cyklu G73 jsou délky pohybů nástroje automaticky korigovány podle průměru požitého nástroje z tabulky korekce.
Příklad zápisu:N15 G73 X25 Y32 Z-10 W4 F100
Ukázka funkce G73 - cyklus pro obdélníkové vybrání
Nástroj - fréza průměr
N10 M6 T10
N20 M3 S1000
N30 G0 X12 Y5
N40 G0 Z1
N50 G73 X50 Y30 Z-4 W2.5 F200
N60 G0 X40 Y65
N70 G73 X66 Y18 Z-6 W3 F180
N80 G0 Z100
N90 G0 X0 Y0
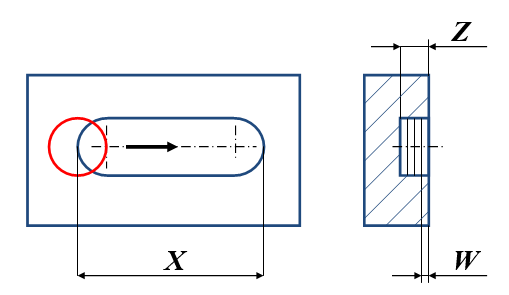
Obr. 2: Cyklus frézování drážky
Cyklus pro frézování drážky G74
G74 se používá pro výrobu drážky široké jako je průměr frézy. Drážka může být libovolně orientována v rovině X, Y. Po spuštění cyklu nejdříve nástroj přejede
ve směru dovnitř drážky o poloměr frézy, potom se zavrtá o hloubku třísky W, frézuje na druhý konec drážky na rozměr daný adresami X, Y a tam se opět zavrtá. Konec cyklu- fréza vyjede na původní výšku a do výchozího bodu. Pokud jsou zadány obě adresy X, Y je drážka orientovaná obecně (šikmá).
Příklady zápisu: N35 G74 X40 Z-8 W2 F80
N60 G74 X20 Y80 Z-6 W0.5 F150
Ukázka funkce G74 - cyklus pro frézování drážky
Nástroj - fréza průměr
N10 M6 T10
N20 M3 S1000
N30 G0 X10 Y15
N40 G0 Z1
N50 G74 X60 Y15 Z-3 W2 F200
N60 G0 X25 Y15
N70 G74 X25 Y40 Z-2 W2
N80 G0 X40 Y30
N90 G74 X25 Y70 Z-5 W2.5
N100G0 Z100
N110 G0 X0 Y0
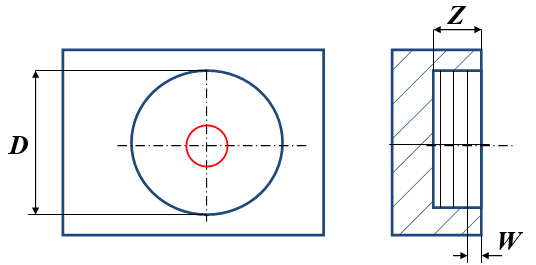
Obr. 3: Cyklus pro frézování kruhových vybrání
Cyklus pro frézování kruhových vybrání G75
G75 se používá pro výrobu kruhového vybrání o průměru D a hloubce Z (zadané absolutně nebo přírůstkově) postupným frézováním po třískách W. Cyklus začíná a končí nad středem kruhového vybrání. Velikost překrytí stop nástroje při frézování je dána nastavením v uživatelských konstantách.
Příklad zápisu: N60 G75 D40 Z-8 W2 F80
Ukázka funkce G75 - cyklus pro kruhové vybrání
Nástroj fréza průměr 10
N10 M6 T10
N20 M3 S1000
N30 G0 X40 Y50
N40 G0 Z1
N50 G75 D20 Z-3 W2 F200
N60 G0 X65 Y30
N70 G75 D40 Z-5 W3
N80 G0 Z-4.5
N90 G75 D15 Z-8 W3
N100 G0 Z100
N110 G0 X0 Y0
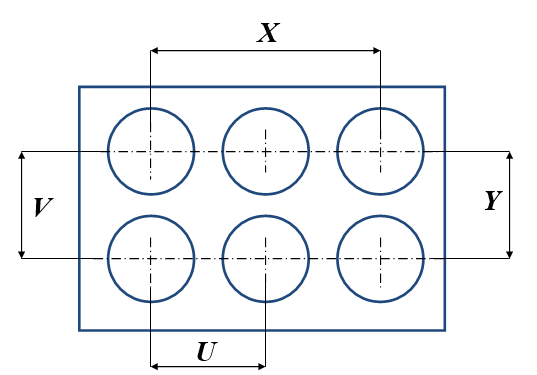
Obr. 4: Cyklus pro vrtání matice otvorů
Cyklus vrtání matice otvorů G71
G71 slouží k vrtání sítě otvorů, které mají vzájemnou pravidelnou rozteč U v ose X a V v ose Y. Cyklus začíná nad libovolným rohovým otvorem. V adresách X a Y jsou zapsány souřadnice plochy, ve které mají být vrtané otvory.
Příklad zápisu:N40 G71 X50 Y30 Z-5 U10 V10 F100
Ukázka funkce G71 - cyklus pro síťové obrábění
N10 M6 T5
N20 M3 S1000
N30 G0 X20 Y15
N40 G0 Z2
N50 G71 X90 Y85 U10 V15 L100
N60 G0 Z100
N70 G0 X0 Y0
N80 M30
N100G81Z-5F200
N110M17
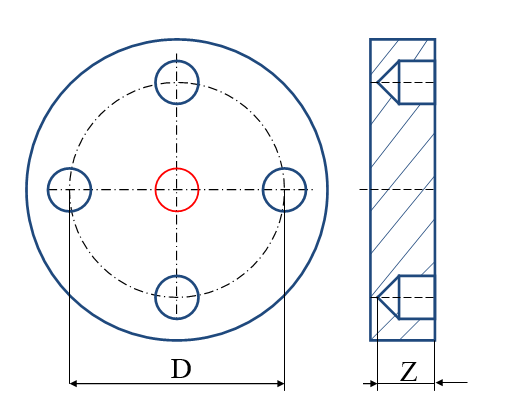
Obr. 5: Cyklus pro vrtání příruby
Cyklus vrtání matice otvorů G71
G76 je cyklus určený pro vrtání více otvorů rozmístěných po roztečné kružnici
o průměru D. Počet otvorů se zadává v adrese H, adresou Z je dána hloubka vrtání (absolutně nebo přírůstkově). Cyklus začíná ve středu roztečné kružnice. První otvor leží vpravo od osy, na stejné souřadnici Y jako střed kružnice.
Po vyvrtání posledního otvoru se nástroj vrátí do výchozího bodu, tj. do středu kružnice.
Pro vrtání je použit pevný cyklus G81, který nelze modifikovat.
Příklad zápisu: G76 D75 Z-10 H4 F100
Ukázka funkce G76 - cyklus pro obrábění na kružnici
Jako podprogramy jsou použity vrtací cykly G81 a G83
Nástroj vrták nebo vrtací fréza
N10 M6 T10
N20 M3 S1000
N30 G0 X50 Y50
N40 G0 Z1
N50 G76 D30 L100 H6
N60 G76 D70 L200 H8 B20
N70 G0 Z100
N80 G0 X0 Y0
N90 M30
podprogramy
N100 G81 Z-10 F200
N110 M17
N200 G83 Z-25 W5 F200
N210 M17
G81 vrtací cyklus – nástroj se pohybuje pracovním posuvem v ose Z do zadané hloubky, následně se vrací rychloposuvem do výchozího bodu.
G83 vrtací cyklus s výplachem – používá se pro rychlý zápis sledu pohybů pro postupné vrtání hlubokého otvoru, při kterém je třeba několikrát vrtání přerušit a nástroj vysunout pro odstranění třísek. V adrese W se udává hloubka vrtaná najednou.
Sled pohybů – vrtání do hloubky W, vyjetí rychloposuvem, zasunutí nástroje rychloposuvem do vyvrtaného otvoru 0,5 nad dno, vrtání o další hloubku W až do vyvrtání celého otvoru. Potom se nástroj vrátí do výchozího bodu.
G85 vystružovací cyklus – funguje obdobně jako cyklus vrtací G81 s tím rozdílem, že zpětný pohyb nástroje se děje pracovním posuvem.
Soustružnické cykly
Obr. 6: Podélný hrubovací cyklus
G64 podélný hrubovací cyklus
Příklad zápisu: G64 X20 Z-40 H1 F0,1
Adresy: X Z U F
Příklad zápisu: N56 X21 Z-35.6 U2 F150
Funkce G64 se používá k rychlému programování odebrání většího přídavku na válcové ploše postupně po jednotlivých třískách. Do adres X a Z se zapisuje nejzazší poloha vybrání, do adresy U tloušťka třísky při jednom průchodu a do adresy F posuv pracovních pohybů.
Sled pohybů začíná nabráním přídavku U, následuje soustružení válcové plochy v délce dané adresou Z, odlehčení od obrobené plochy a návrat. Tento sled se opakuje až do dosažení požadovaného průměru. Po obrobení poslední třísky nůž zarovná čelní plochu a vrátí se do výchozího bodu cyklu.
V případě, že odebíraný přídavek není celým násobkem programované tloušťky třísky, bude poslední odebíraná tříska tenčí, tak, aby výsledný průměr, který je prioritní, byl dodržen.
Ukázka použití funkce G64 – podélný hrubovací cyklus
N03 M6 T1
N05 M3 S1600
N10 G0X50 Z100
N20 G64 X40 Z60 U2 F200
N30 G0 X40
N40 G61 X0 Z80 U2
N50 G0 X0
N60 G1 X40 Z80 F100
N70 G1 Z60
N80 G1 X52
N90 G0 X60 Z100
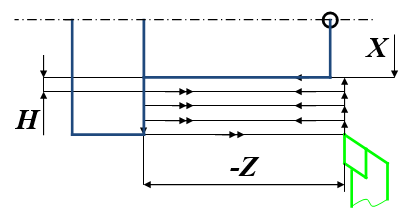
Obr. 7: Zapichovací cyklus
G66 zapichovací cyklus
Příklad zápisu:
G66 X15 Z-45 H5 F0,05
Adresy: X Z W F
Příklad zápisu: N40 G66 X12 Z25 W3.5 F50
Funkce G66 se používá k vytvoření drážky širší než je zapichovací nůž postupným zapichováním. Adresami X a Z jsou dány konečné rozměry zápichu, do adresy W se zapisuje šířka zapichovacího nože.
Sled pohybů cyklu začíná z výchozího bodu zapíchnutím, mezi jednotlivými zápichy se nástroj přesune o hodnotu W - . Po posledním zápichu nástroj začistí dno drážky a vrátí se do výchozího bodu.
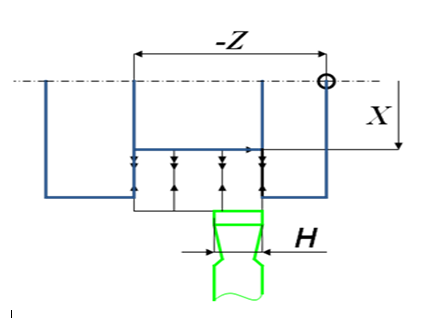
Obr. 8: Čelní hrubovací cyklus
G68 Čelní hrubovací cyklus
Adresy: X Z W F
Příklad zápisu: N134 G68 X0 Z-2.5 W.7 F80
Funkce G68 se používá k odebrání většího přídavku na čele součásti po jednotlivých třískách o tloušťce W. Po odebrání poslední třísky nástroj začistí válcový průměr zbylého čepu.
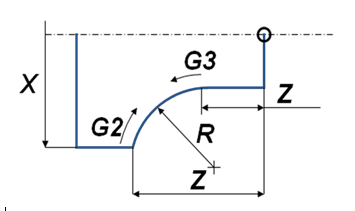
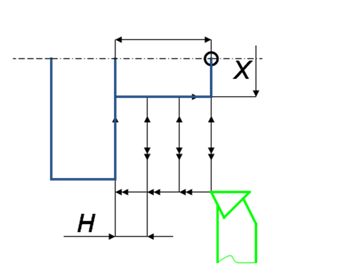
Obr. 9: Soustružení rádiusů
Programování rádiusu G2 a G3
Příklad zápisu: N25 G3 X64 Z-57 R30 F0,08
U soustružení rádiusu je třeba počítat dráhu středu rádiusu špičky nože, aby se vyrušil její vliv.
- ŠTAJNOCHR, Lubomír a Vladimír SLAVÍK. Uživatelská příručka pro frézku FCM 16 CNC, FCM 22 CNC: Řídící systém Mikroprog F.
Prezentace:
- Pevné cykly – cyklické funkce - frézování - Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0064.
- Pokud není uvedeno jinak, autorem obrázků je Jaroslav Valenta. Obrázky mohou být také součástí citovaných digitálních materiálů.
Navrhni, nakresli a naprogramuj součást pro frézování, kde budou použity minimálně tři cyklické funkce.
Základní rozměry součásti jsou: 20 x 60 x 80
Do programu uveď použité nástroje.