Pevné cykly speciální
G77 Cyklus pro frézování vnitřních závitů
Adresy: DZWHF
Příklady zápisu: N102 G77 D30 Z10 W2.5
N54 G77 D45 Z-15.4 W3 H1 F120
Funkce G77 slouží k vyfrézování vnitřního závitu hřebínkovou frézou. Nástroj
se při frézování pohybuje po šroubové dráze jednoho závitu plus nutné překrytí. V adrese D se zapisuje velký průměr závitu, v adrese W stoupání závitu. Adresa Z určuje konečnou polohu nástroje při výběhu ze závitu. Frézování začíná ve výchozí poloze v ose budoucího závitu ve výšce, která je zhruba o hodnotu stoupání W posunutá od konečné polohy. Pomocí adresy H se určuje smysl stoupání, případně další parametry závitu.
H0 určuje pravý závit.
H1 levý závit (pokud není H zapsáno, platí H0)
Celkový sled pohybů ve funkci G77 je tento: Nájezd v ose Z do výchozí polohy
pro frézování, nájezd nástroje šroubovým pohybem obloukem na požadovaný průměr D, frézování šroubovým pohybem v délce jednoho závitu, výjezd šroubovým pohybem ze závitu do osy otvoru, vyjetí z otvoru do výchozí polohy cyklu.
G78 Cyklus pro frézování vnějších závitů
Adresy: DZWHF
Příklady zápisu: N102 G77 D30 Z10 W2.5
N54 G77 D45 Z-15.4 W3 H1 F120
Funkce G78 slouží k vyfrézování vnějšího závitu hřebínkovou frézou. Nástroj se při frézování pohybuje po šroubové dráze jednoho závitu plus nutné překrytí. V adrese D se zapisuje malý průměr závitu, v adrese W stoupání závitu. Adresa Z určuje konečnou polohu nástroje při výběhu ze závitu. Frézování začíná ve výchozí poloze v ose budoucího závitu ve výšce, která je zhruba o hodnotu stoupání W posunutá od konečné polohy. Pomocí adresy H se určuje smysl stoupání případně další parametry závitu.
H0 určuje pravý závit.
H1 levý závit (pokud není H zapsáno, platí H0)
Celkový sled pohybů ve funkce G77 je tento: Odjetí do bezpečné polohy mimo frézovaný průměr, nájezd v ose Z do výchozí polohy pro frézování, nájezd nástroje šroubovým pohybem obloukem na požadovaný průměr D, frézování šroubovým pohybem v délce jednoho závitu, výjezd šroubovým pohybem ze závitu, vyjetí na výchozí polohu cyklu a návrat do osy frézovaného závitu.
G20 Zrcadlení souřadnic
Adresy: H
Příklady zápisu: N50 G20 H2
N60 G20
Funkce G20 mění znaménko souřadnic ve všech následujících blocích programu až do ukončení běhu programu nebo do ukončení platnosti funkce G20.
Způsob změny znamének závisí na zadané hodnotě adresy H:
-
H1 mění se znaménko osy X
-
H2 mění se znaménko osy Y
-
H3 mění se znaménko obou os X i Y.
Platnost funkce G20 se ukončuje zadáním G20 s jinou hodnotou H nebo s hodnotou H0 nebo pouhým G20.
Funkce G20 umožňuje rychlejší zapsání tvarů symetrických podle některé osy tím, že je možno zapsat pouze jednu část a části další získat zrcadlením.
Příklad: Činnost funkce G20 je možno vyzkoušet následujícím programem. Podprogram je spuštěn opakovaně vždy s jinou hodnotou H ve funkci G20.
N10 M6 T3
N20 M3 S1000
N30 G26 L100
N40 G20 H1
N50 G26 L100
N60 G20 H2
N70 G26 L100
N80 G20 H3
N90 G26 L100
N92 M30
podprogram
N100 G0 Z10
N105 G0 X10 Y20
N110 G1 Z0 F200
N120 G1 Y60
N130 G2 Y40 R10
N140 G0 Z10
N150 G0 X0 Y0
N160 M17
Možnosti zápisu souřadnic
G90 Absolutní rozměry
Adresy: bez adres
Příklad zápisu: N15 G90
Funkce G90 přepíná řídicí systém k absolutnímu zadávání souřadnic.
Při programování v absolutních souřadnicích se zapisují koncové body dráhy pohybu, které jsou dané vzdáleností od počátku souřadnic (počátek souřadnic je dán nulovým bodem stroje případně funkcí G51 lokální souřadný systém).
Při přírůstkovém programování se v pohybových funkcích zapisují délky dráhy pohybu v jednotlivých osách.
Oba způsoby zadávání je možno použít ve všech pohybových funkcích. Absolutní zadávání (též absolutní programování) je prioritní a je nastaveno automaticky vždy po zapnutí řídicího systému. Proto není nutno funkci G90 na začátku programu zapisovat a funkce G90 je uvedena v oknu Programované funkce.
Při automatickém běhu jsou vždy vypsány souřadnice absolutní, bez ohledu
na to, zda program byl zapsán absolutně nebo přírůstkově.
Funkce G90 má v programu logický význam pouze jako návrat k absolutnímu zadávání souřadnic pokud v předchozí části programu byla použita funkce G91.
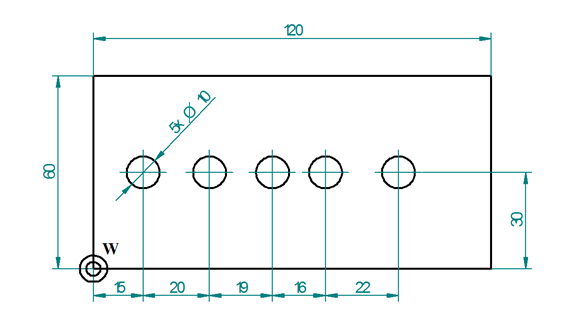
Příklad použití funkce G90 – všechny rozměry se vztahují k bodu W, tedy
k nulovému bodu obrobku.
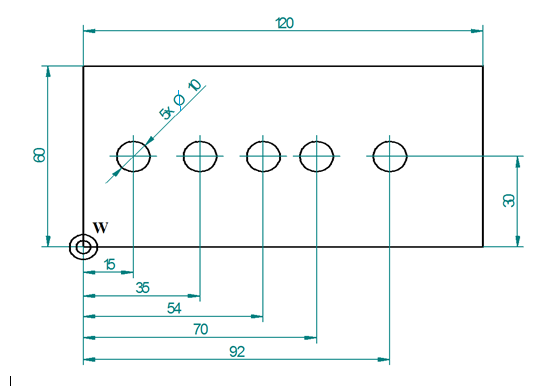
Obr. 1: Absolutní programování G90
G91 Rozměr v přírůstcích
Adresy: bez adres
Příklad zápisu: N12 G91
Funkce G91 přepíná řídicí systém k přírůstkovému zadávání pohybových funkcí. Funkce G91 má trvalý význam do zpětného přechodu funkcí G90 nebo do ukončení programu.
Poslední naprogramovaný bod se vztahuje k bodu předešlému.