Výchozí polotovary
Význam polotovarů
Polotovary umožňují postupné zhotovení konečného výrobku tak, že v každé předcházející fázi výroby se zhotovuje polotovar pro další fázi. Strojírenské výrobky jsou nejen složité, ale také velmi rozmanité jak svou funkcí, tak i množstvím. Výroba je proto velmi složitá a různorodá. Je tím složitější, čím složitější je sám výrobek. Výrobkem ve strojírenství rozumíme např. stroje a strojní zařízení. Podle výrobních fází se dělí takto:
- výroba polotovarů (zpracování výchozích materiálů),
- výroba součástí (zpracování polotovarů),
- spojování součástí (montáž) i s konečnými úpravami a zkouškami. (2)
Některé výrobní pochody probíhají přímo v hutích, a proto se začleňují do hutní technologie (např. válcování – výroba tyčí, plechů a jiné). Tato výroba se nazývá hutní druhovýroba na rozdíl od hutní prvovýroby – výroba surového železa, oceli a jiné.
V oblasti strojírenství se polotovary vyrábí ze základních materiálů a surovin (roztavený kov, prášky, ingoty) tvářením, odléváním, svařováním nebo slinováním. Získají se tak polotovary, které svým tvarem a rozměry jsou stejné nebo více či méně podobné tvarům a rozměrům součástí.
Při výrobě součástí se zpracovávají polotovary ještě dalším tvářením nebo dělením, nejčastěji však postupným odebíráním třísek (obráběním). Někdy se záměrně mění (a to dost podstatně) vlastnosti materiálu tepelným zpracováním nebo povrchovou úpravou.
Při montáži se součásti spojují pevně nebo pohyblivě v hotové dílce, podskupiny, skupiny a ty v hotové výrobky. Závěr této výrobní fáze patří ověření funkce celého výrobku ve zkušebnách nebo přímo u spotřebitele za provozu. (1)
Rozdělení polotovarů
Polotovary se rozdělují podle charakteru výroby a rozsahu použití do dvou velkých skupin (1):
- normalizované – vyráběné válcováním, tažením apod. Mají univerzální charakter, umožňující uplatnění v kusové i sériové výrobě. Mezi normalizované polotovary podle průřezu patří:
- předvalky (bloky),
- tyče (kruhové, čtvercové a jiné).
 Obr. 1: Tyč kruhová
Obr. 1: Tyč kruhová
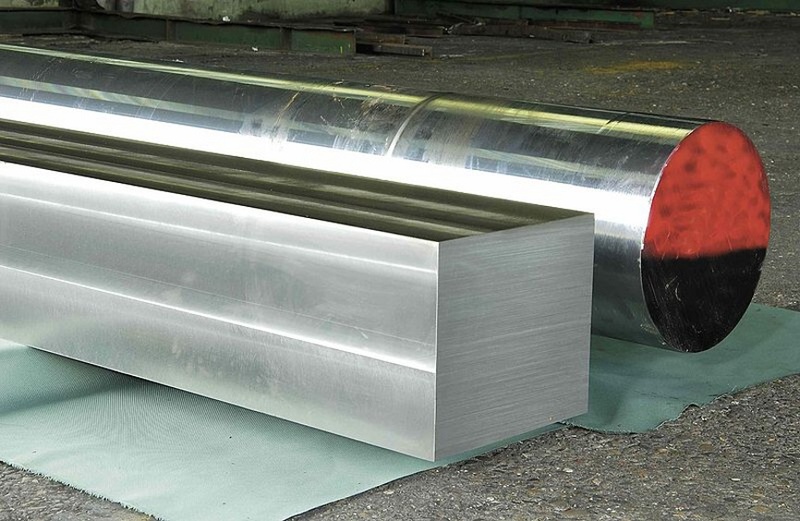 Obr. 2: Tyč kruhová a čtvercová
Obr. 2: Tyč kruhová a čtvercová
- plechy (v tabulích nebo pásech),
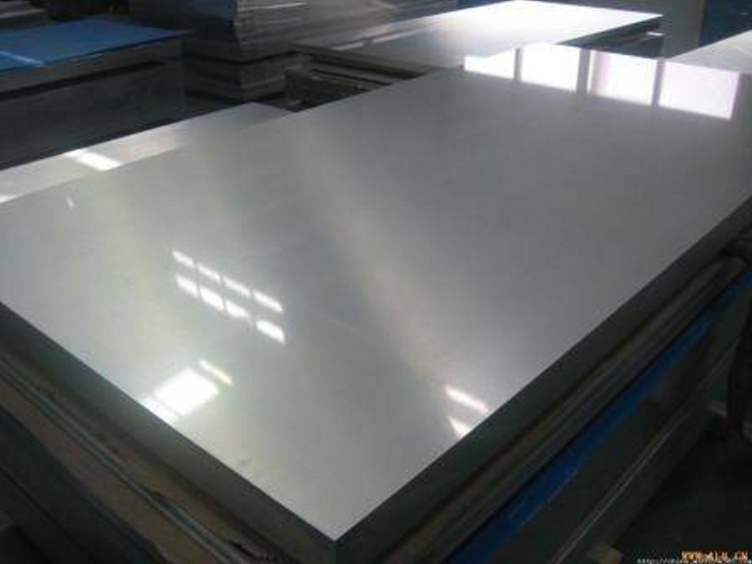 Obr. 3: Tabule plechů
Obr. 3: Tabule plechů
 Obr. 4: Plechy
Obr. 4: Plechy
- trubky,
 Obr. 5: Trubky
Obr. 5: Trubky
- dráty,
 Obr. 6: Dráty
Obr. 6: Dráty
- profily tenkostěnné.
 Obr. 7: Tenkostěnné profily
Obr. 7: Tenkostěnné profily
 Obr. 8: Tenkostěnný profil tvaru "I"
Obr. 8: Tenkostěnný profil tvaru "I"
- nenormalizované – zhotovují se pro určitou součást, tvarově se přibližují hotové opracované součásti. Vyrábí se různými technologiemi. Patří sem např.:
- odlitky,
 Obr. 9: Příklad polotovaru zhotoveného odléváním
Obr. 9: Příklad polotovaru zhotoveného odléváním
- výkovky,
 Obr. 10: Příklad polotovaru zhotoveného kováním
Obr. 10: Příklad polotovaru zhotoveného kováním
 Obr. 11: Další příklad polotovaru zhotoveného kováním
Obr. 11: Další příklad polotovaru zhotoveného kováním
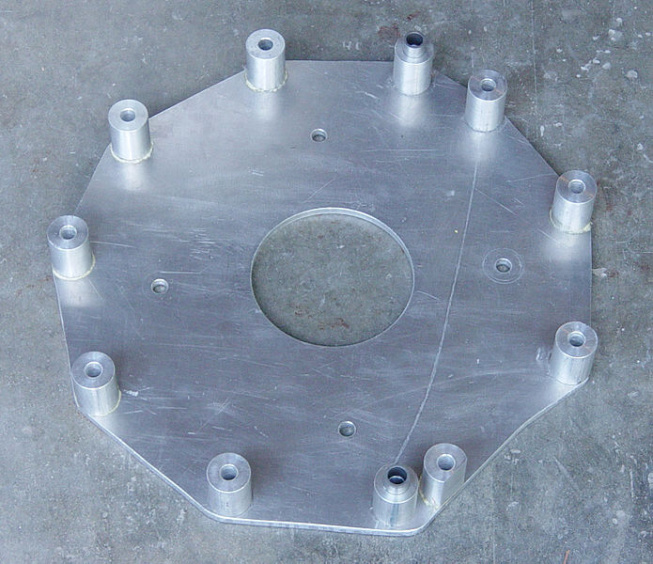
- výlisky,
 Obr. 12: Příklad polotovaru zhotoveného lisováním
Obr. 12: Příklad polotovaru zhotoveného lisováním
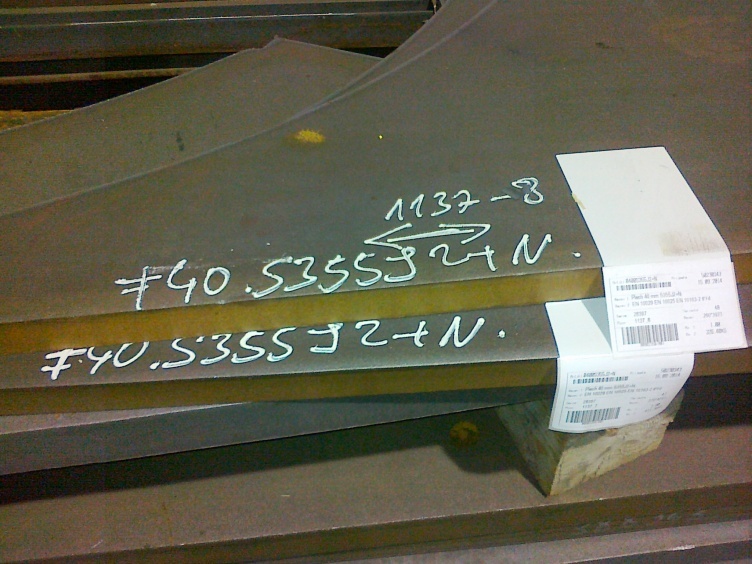
- výpalky a odřezky,
 Obr. 13: Příklad polotovaru zhotoveného pálením
Obr. 13: Příklad polotovaru zhotoveného pálením
 Obr. 14: Výpalky
Obr. 14: Výpalky
- svarky,
 Obr. 15: Příklad polotovaru zhotoveného svařováním
Obr. 15: Příklad polotovaru zhotoveného svařováním
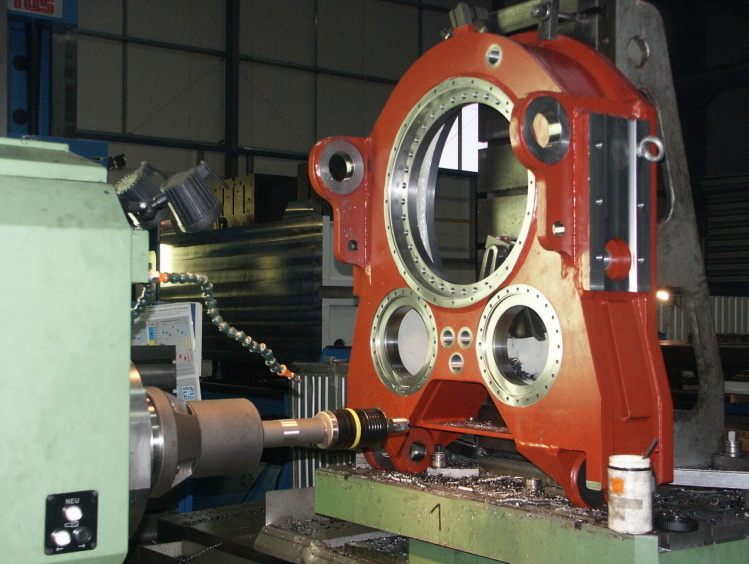 Obr. 16: Obrábění svařence
Obr. 16: Obrábění svařence
- pájené polotovary,
 Obr. 17: Příklad polotovaru zhotoveného pájením
Obr. 17: Příklad polotovaru zhotoveného pájením
- lepené polotovary,
 Obr. 18: Příklad polotovaru zhotoveného lepením
Obr. 18: Příklad polotovaru zhotoveného lepením
- slinuté polotovary.
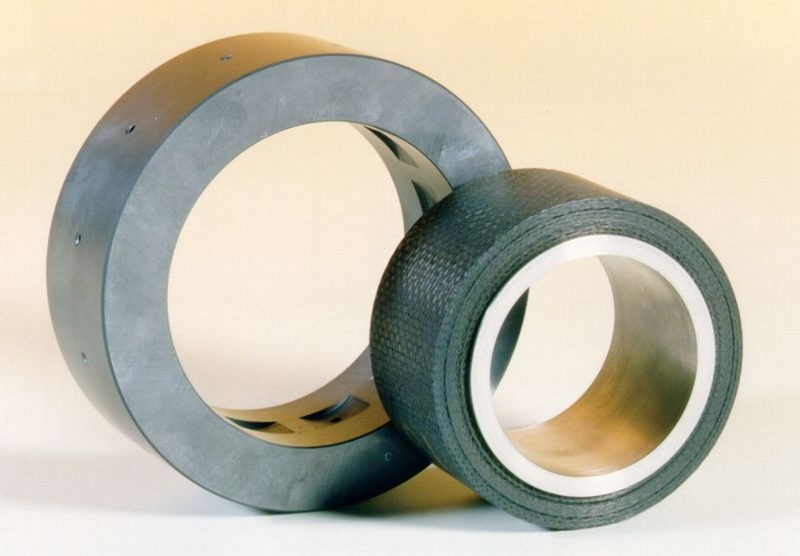 Obr. 19: Příklad polotovaru zhotoveného slinováním
Obr. 19: Příklad polotovaru zhotoveného slinováním
V současné době se v technické praxi uplatňují také polotovary vyráběné pomocí aditivní technologie - 3D tisku. 3D tisk je proces, při kterém se prostřednictvím specifického zařízení vytvářejí trojrozměrné objekty z vhodného materiálu. Tisk po vrstvách je řízen ovládací elektronikou na základě programové předlohy.
 Obr. 20: 3D tisk - miniturbína
Obr. 20: 3D tisk - miniturbína
-
 Obr. 21: Polotovar disku kola vytvořený technologií 3D tisku
Obr. 21: Polotovar disku kola vytvořený technologií 3D tisku
Podle druhu materiálu se rozdělují takto:
- polotovary z kovových materiálů (železných a neželezných),
- polotovary z nekovových materiálů (z plastů a nekovových materiálů, např. dřevo). (1)
Volba druhu polotovarů
Volbu způsobu výroby polotovaru ovlivňuje zvolený materiál a počet výrobků. Základní hlediska pro volbu:
- vlastnosti materiálu polotovaru,
- sériovost výroby,
- způsob výroby,
- rozměry polotovaru,
- požadovaná přesnost.
Všechna hlediska je pak nutno hodnotit ekonomicky v souvislosti s výrobou polotovarů, aby byla zajištěna:
- funkce součásti,
- snadná vyrobitelnost,
- technologičnost konstrukce (význam je blíže rozvinut v připojené prezentaci stejného názvu),
- co nejnižší náklady.
V zásadě platí pravidlo, že pro menší počet součástí (tj. v kusové a malosériové výrobě) navrhujeme polotovary s většími přídavky na obrábění, tzv. hrubé polotovary, pro velký počet součástí (tj. v sériové a hromadné výrobě) polotovary s malými přídavky na obrábění, tj. přesnější polotovary. Vychází se především z počtu kusů, na které je závislá i cena polotovaru. Proto jsou normalizované polotovary levnější než nenormalizované, které se vyrábějí jen na zakázku. Určitou nevýhodou normalizovaných polotovarů je, že se vyrábějí jen v určitých velikostech (normalizovaných, tzn., že jsou určeny rozměrovými normami a technickými dodacími předpisy ČSN). To způsobuje, že se někdy musí odebírat větší přídavky obráběním. Kromě materiálu má na volbu druhu polotovaru rozhodující vliv druh výroby, protože určuje pracnost všech dalších způsobů zpracování polotovaru v hotovou součást. Přihlíží se nejen k nákladům na polotovar, ale také k nákladům na obrábění. Výpočtem vlastních nákladů na výrobu součásti pro různé počty kusů a různé výrobní metody dostaneme křivky, které zakreslíme do diagramu – křivka hospodárnosti. (1)
Volba materiálu polotovaru
Při volbě materiálu polotovaru se musí uvažovat hledisko:
- konstrukční (funkční) – materiál musí vyhovovat podmínkám pevnosti, tuhosti, malé hmotnosti a prostředí, ve kterém bude součást pracovat,
- technologické – materiál musí vyhovovat technologickým podmínkám, např. slévatelnosti, tvárnosti, obrobitelnosti, svařitelnosti a jiné,
- hospodárnosti – musí se přihlížet k ceně materiálů, k nahrazování deficitních materiálů, k životnosti součásti, k měrné spotřebě materiálů a jiné.
Zásadně se volí nejlevnější druh materiálu, který jinak svými vlastnostmi vyhovuje všem hlediskům. Materiál navrhuje konstruktér součásti a uvede ho na výrobním výkresu. V některých případech uvádí i druh polotovaru (odlitek, svarek apod.). Technolog navržený materiál kontroluje a tam, kde se domnívá, že navržený materiál, popřípadě polotovar, a tím i výroba polotovaru neodpovídá hlediskům technologie a ekonomiky, navrhne po dohodě s konstruktérem nový vhodnější materiál, popřípadě navrhne novou výrobu polotovaru. (1)
Tvar polotovaru – rozměry polotovaru
Základem pro návrh tvaru polotovaru je výrobní výkres hotové opracované součásti. Při návrhu se rozměry opracované součásti zvětší na některých plochách o tzv. přídavky. Přídavky se liší velikostí, tvarem a funkcí. U polotovaru rozeznáváme:
- přídavky technologické – umožňují snadnou výrobu polotovaru, např. snadné vyjímání výkovku ze zápustky apod. Mohou být samostatné, tj. zůstanou na součásti a neobrábějí se nebo jsou součástí přídavku na obrábění, tj. obrábějí se zároveň s přídavkem na obrábění.
- přídavky na obrábění – musí být tak velké, aby bylo možné z polotovaru vyrobit součást předepsaných geometrických tvarů a rozměrů a žádaných tolerancích a s jakostí obrobených ploch v předepsaných stupních drsnosti povrchu. Přídavek na obrábění je tedy vrstva materiálu, která se při obrábění z polotovaru odebere, aby se vyrobila součást předepsaná výrobním výkresem. (1)
Základní druhy technologických přídavků:
- úkosy,
- rádiusy,
- zeslabení stěn.
Rozhodující pro velikost přídavků je:
- druh polotovaru,
- třída přesnosti výroby polotovaru,
- velikost polotovaru – jmenovité rozměry součásti,
- předpokládaný postup obrábění na funkčních plochách.
Rozhodující pro velikost přídavků a volbu tvaru polotovaru je dodržení zásady technologičnosti konstrukce – tzn., že obrábění bude v rámci možností co nejmenší.
Přídavky na obrábění mohou být:
- jednostranné – na plochu,
- oboustranné – na průměr.
Přídavky se měří kolmo na obrobenou plochu nebo na průměr součásti. Při kusové a malosériové výrobě se volí přídavky na obrábění větší, v sériové a hromadné výrobě co nejmenší.
Celkový přídavek - je vrstva materiálu potřebná k provedení všech operací, tj. k celkovému obrábění určitého povrchu až po hotovou součást. Při obrábění součásti se postupuje tak, že se nejprve hrubuje a potom se obrábí na čisto (jemné obrábění a dokončovací obrábění).
Při hrubování se ubírá vnější vrstva (vadná), která se vytvořila při výrobě polotovaru (pórovitý povrch, okuje, zalitý písek apod.). Obrábí-li se polotovar nástrojem z nástrojové oceli nebo SK, musí být první odebíraná vrstva (tříska) materiálu tlustší, než je tloušťka vadné vrstvy. Špička nástroje musí pracovat v měkkém materiálu. Při jemném obrábění se odstraní drobné trhlinky a nerovnosti po hrubování, při dokončovacím obrábění se zajišťuje dosažení požadované přesnosti a drsnosti obrobené plochy.
Celkový přídavek pro obrábění se tedy skládá z přídavku pro hrubování, jemné obrábění a dokončovací obrábění.
pc = ph + pj + pd [mm]
pc … celkový přídavek [mm]
ph … přídavek pro hrubování [mm]
pj … přídavek pro jemné obrábění [mm]
pd … přídavek pro dokončovací obrábění [mm]
Zároveň platí podmínka: ph > pj > pd
Určení konkrétních velikostí přídavků – u nenormalizovaných polotovarů z tabulek pro jednotlivé druhy polotovarů v závislosti na materiálu, přesnosti a velikosti. U normalizovaných polotovarů z tabulek pro jednotlivé způsoby obrábění – konečný rozměr je nejblíže vyšší normalizovaná hodnota k rozměru součásti zvětšená o přídavek na dané ploše.
Značení normalizovaných polotovarů dle ČSN – normalizované polotovary se objednávají pro výrobu formou číselného znaku, který se skládá ze skupin čísel vyjadřující:
- název a základní rozměry,
- číslo rozměrové normy a doplňkové číslo polotovaru,
- číselné označení materiálu polotovaru,
- číselné označení technických dodatků a předpisů. (2)
Další informace viz přílohy.
- Polotovary-prehled a znacení – DRIML, Bohuslav. ? [online]. [cit. 23.11.2014]. Dostupný na WWW: http://spssbrno-sokolska.jakubsvestka.cz/files/nas_DROPBOX/STT/Ro%E8n%EDk%201%20-%204,%20kompletn%ED%20skripta%20-%20z%20nich%20u%E8%ED%20Ing.%20Zden%ECk%20Voj%E1%E8ek/R2/Polotovary.pdf
- HLUCHÝ, Miroslav, Jan KOLOUCH a Rudolf PAŇÁK. Strojírenská technologie 2. 1. vyd. Praha: Scientia, 1998, 316 s. ISBN 80-7183-117-4. 20 - 23 s.
- Projekt: Profesní kvalifikace v systému modulárního dalšího vzdělávání, registrační číslo CZ.1.07/3.2.05/01.0006.
- Navrh velikosti normalizovaneho polotovaru - Projekt: SPŠ Vítkovice – moderní škola pro moderní výuku 2, registrační číslo CZ.1.07/1.124/01.0149.
- Pridavky na obrabeni - Projekt: SPŠ Vítkovice – moderní škola pro moderní výuku 2, registrační číslo CZ.1.07/1.124/01.0149.
Obrázky:
- Obr. 2: SUPERSONIC0714. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Bar_square_steel.jpg?uselang=cs
- Obr. 3: JATINSANGHVI. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Alloy_Steel_Sheet_Plate_Coil.jpg?uselang=cs
- Obr. 5: JATINSANGHVI. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Stainless_Steel_Seamless_pipe_and_Tube_ASTM_A312.jpg?uselang=cs
- Obr. 6: BERLANGA. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Pila.JPG?uselang=cs
- Obr. 7: LAGERÅS, Anders. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Balk9.jpg?uselang=cs
- Obr. 9: NJO. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Iron_cast_comparison_normal_vs_lightweight.jpg?uselang=cs
- Obr. 10: BĚŤÁK, Jindřich. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Klika_-_postup.jpg?uselang=cs
- Obr. 12: CALIDAD. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/Category:Moulding#mediaviewer/File:1curva_pulida.jpg
- Obr. 17: NEAREMPTINESS. wikimedia commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Plasmatronl%C3%B6ten.JPG?uselang=cs
- Obr. 18: LEONARD G. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:EVTransferPlateGlue-up.jpg?uselang=cs
- Obr. 19: MT AEROSPACE AG, AUGSBURG, GERMANY. Wikimedia Commons [online]. [cit. 15.11.2014]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:CMCGleitlager.jpg?uselang=cs
- Obr. 20: BCN0209. Wikimedia Commons [online]. [cit. 5.6.2015]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Turbine_%283D_printing%29.jpg?uselang=cs
- Obr. 21: CAMERON, Craig. Wikimedia Commons [online]. [cit. 5.6.2015]. Dostupný na WWW: http://commons.wikimedia.org/wiki/File:Acrylic_embedments_3d-print_encapsulation_by_Midton_Acrylics.jpg?uselang=cs
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Prezentace:
- Rozdeleni technickych materialu a polotovaru – Projekt: EU - peníze středním školám pro Olomoucký kraj, registrační číslo CZ.1.07/1.5.00/34.0153.
- Technologicnost konstrukce strojnich soucasti – Projekt: EU - peníze středním školám pro Zlínský kraj, CZ.1.07./1.5.00/34.0727.
- Pokud není uvedeno jinak, autorkou obrázků je Ing. Klára Valouchová.
Tyto otázky jsou vhodné i pro žáky ZŠ
Jak rozdělujeme polotovary podle charakteru výroby a rozsahu použití?
Jaké polotovary rozlišujeme podle druhu materiálu?
Na čem závisí volba polotovaru?
Jaká hlediska musíme uvažovat při volbě materiálu polotovarů?
Z jakých složek se skládá celkový přídavek na obrábění?
Polotovary lze rozdělit podle charakteru výroby a rozsahu použití do dvou velkých skupin:
- normalizované,
- nenormalizované.
Základní hlediska pro volbu polotovaru:
- sériovost výroby,
- způsob výroby,
- rozměry polotovaru,
- požadovaná přesnost.
Význam polotovarů, jejich začlenění do výrobního procesu, způsob značení polotovarů a způsoby jejich výroby lze nalézt také zde.
Způsoby návrhů velikostí normalizovaných polotovarů pro soustružení a frézování lze nalézt zde.
Vysvětlení významu přídavků na obrábění a způsoby jejich volby naleznete zde.
Souhrnné testy pro ověření znalostí naleznete v kapitole "Technologické výrobní postupy".