
Základní prvky stavebnicových jednoúčelových obráběcích strojů:
-
Spodní stavba – tvoří ji rám a pracovní prostor stroje
-
Polohovací jednotky – umožňují polohování a pohyby obrobku
-
Pracovní jednotky – realizují polohování a pohyby nástroje
-
Přídavné jednotky – zajišťují přívod elektrické energie, ovládání stroje, např. mechanizací a automatizací
Spodní stavba
Spodní stavba je základem stroje, většinou je vytvořena z několika částí.
Skládá se ze:
- Středního podstavce, který tvoří nosnou část pro připojení polohovacích jednotek a spojuje další části spodní stavby v celkový rám stroje, musí splňovat požadavky vysoké tuhosti, jakož i požadavek snadného odchodu třísek a chladicí kapaliny z pracovního prostoru stroje.
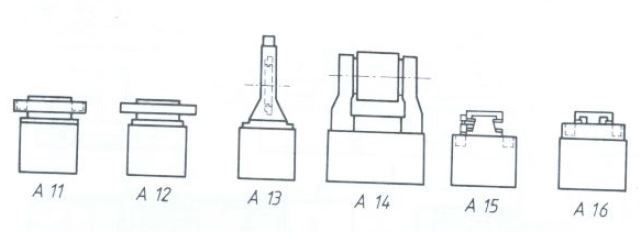
Obr. 1: Typy středních podstavců s odpovídajícími polohovacími jednotkami
- Bočních podstavců a stojanů, které jsou nosnými částmi pro uložení jednotlivých pracovních jednotek (v potřebných polohách a příslušné směrové orientaci). Jsou připojovány na střední podstavce. Boční podstavec je odlitek skříňového tvaru, konstrukčně řešený tak, aby byla zajištěna dostatečná tuhost pro uložení uzlů jednotlivých modulů jednoúčelových obráběcích strojů. Jeden boční stojan může být vytvořen složením z více dílů podle požadavků prostorové orientace pracovní jednotky.
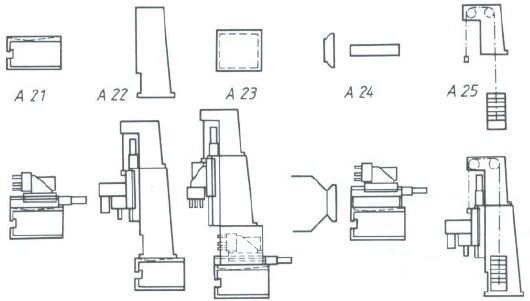
Obr. 2: Typy bočních podstavců a stojanů (tvar a příklad umístění)
Polohovací jednotky
Jednotlivé typy polohovacích jednotek jsou funkční celky zajišťující dopravu, polohovaní (se zpevněním) obráběné součásti přímo v pracovním prostoru stroje, nebo přísuv pracovní jednotky k obrobku.
Mezi polohovací jednotky stroje patří:
-
kruhový otočný stůl
-
mezikruhový otočný stůl, obvodový otočný buben s obvodovým uložením, středový otočný buben se středovým uložením
-
přímočarý polohovací stůl
-
polohovací a zpevňovací jednotka a krokový dopravník.
Pro všechny jednotky této skupiny platí následující technické požadavky:
-
statická a dynamická tuhost odpovídající požadavkům obrábění
-
minimální vedlejší čas pracovního cyklu jednotky
-
přesnost upnutí obrobku v pracovní poloze odpovídající požadavkům obrábění
-
dobrý a samočinný odchod třísek a chladicí kapaliny
-
provozní spolehlivost a životnost
-
snadná údržba.
Kruhový otočný stůl – pro užitné parametry a jednoduchost je nejčastěji používaným typem polohovací jednotky. Slouží k dopravě obráběných součástí po kruhové dráze kolem svislé osy otáčení mezi jednotlivými pracovními polohami a polohou pro založení a vyjmutí součásti.
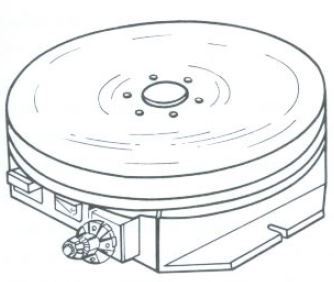
Obr. 3: Kruhový otočný stůl
Při optimální konstrukci rozhodují tyto vlastnosti:
-
přesnost polohování
-
čas polohovacího cyklu
-
dovolené zatížení hmotností upínačů a obrobků
-
dovolené vnější zatížení
-
počet dělení poloh stolu
-
odvod třísek
-
přívod tlakového oleje k upínačům.
Mezikruhový otočný stůl – umožňuje obrábění součástí ve dvou na sebe kolmých směrech, ve více pracovních polohách.
Otočnou část tvoří mezikruhová deska, uložená radiálně na centrálním sloupu v ose stolu. Nevýhodou je obtížný přístup pro seřizování a opravy, proto je nahrazován většími velikostmi kruhových otočných stolů.
Přímočarý polohovací stůl – slouží ke stavbě strojů s přímočarým vratným pohybem obráběné součásti mezi jednotlivými pracovními polohami.
Po ukončení obrábění se stůl zpravidla přesune do nakládací a vykládací polohy. Vedle dopravy a polohování obrobku může plnit i funkce pracovního posuvu (pro frézovací operace) nebo přísuvu pracovní jednotky.
Je třeba vždy uvažovat:
-
přesnost polohování (tolerance ±0,01 mm)
-
možnost zpevnění v pracovní poloze
-
odolnost proti vlivu třísek a chladicí kapaliny.
Polohovací a zpevňovací jednotky – jsou určeny k přesnému ustavení a tuhému upnutí nosné desky v pracovní poloze.
Vhodná koncepce musí splňovat:
-
přesnost polohování
-
tuhost zpevnění ustavení (nosná deska musí být upnuta dostatečnou silou)
-
čas pracovního cyklu musí být co nejkratší
-
odolnost proti vlivu třísek a chladicí kapaliny.
Krokový dopravník – slouží pro přímočarou dopravu nosných desek obrobků mezi jednotlivými polohami pracovními i výměnnými.
Hlavní požadavky:
-
minimální čas pro dopravu
-
přesnost dopravy
-
dobrý odvod třísek.
Pracovní jednotky
Jsou funkční celky, které mají samostatný pohon vřetena i posuvů a pracují většinou v automatickém cyklu.
Jsou schopny vykonávat jednoduché pracovní úkony jako vrtání, řezání závitů, zarovnávání čel, frézování apod.
Konstrukční řešení většiny pracovních jednotek dovoluje, aby pracovaly ve všech polohách, tj. vodorovně, svisle shora dolů, zdola nahoru, šikmo, mnohé mohou pracovat v libovolně nakloněné poloze.
Konstruují se co nejmenší, aby zabíraly co nejméně místa, při splnění všech požadavků pokud jde o tuhost, rozměry pracovních vřeten a výkonové parametry.
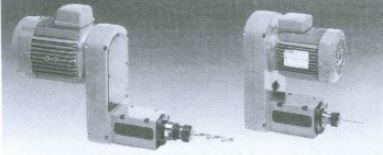
Obr. 4: Vrtací jednotky
Typová struktura pracovních jednotek je značně rozsáhlá a rozmanitá.
U stavebnicových jednoúčelových strojů musí pracovní jednotky umožnit výběr optimální varianty pro danou technologickou operaci z hlediska produktivity, přesnosti a kvality obrábění i ekonomické rentability.
Členění pracovních jednotek:
-
pinolové jednotky
-
osuvové jednotky
-
náhonové systémy
-
hnací jednotky vřeten
-
jednovřetenové a vícevřetenové hlavy.
Pinolové jednotky – tvoří ucelené stavebnicové uzly s vlastními pohony posuvů i vřeten. Jsou vybaveny výsuvným pracovním vřetenem pro určitý druh operací, především vrtacích a závitořezných.
Podle konstrukčního provedení je dělíme podle tří hlavních znaků:
-
podle operací – vrtací, závitořezné, ostatní
-
podle pohonu posuvů – elektromechanické – se šrouby, s vačkou, hydraulické, pneumohydraulické, pneumatické
-
podle pohonu vřeten – elektrické, hydraulické, pneumatické.
Posuvové jednotky – tvoří základní stavebnicový uzel sloužící k připojení pracovních obráběcích jednotek nebo operačních hlav a k vyvození jejich posuvového pohybu.
Spojením posuvové jednotky s např. pevnou vrtací jednotkou náhonem posuvů vznikne rovněž pracovní jednotka.
Obr. 5: Posuvové jednotky
Přídavné jednotky
Tvoří je:
-
přívod elektrické energie, dálkové ovládání stroje
-
hydraulický agregát jako zdroj tlakového oleje pro pohon silových mechanismů
-
chladicí agregát – čerpadla, nádrž na chladicí kapalinu, rozváděcí potrubí, ovládací prvky
-
dopravník třísek
-
mazací agregát sloužící k mazání polohovacích a pracovních jednotek.