
NC stroje

Obr. 1: Frézování
NC obráběcí stroje jsou stroje, které opracovávají součásti některou z technologií obrábění jako je např. soustružení, frézování, vrtání, řezání závitů apod. Jejich činnosti jsou řízeny automaticky zadáváním povelů v číselné podobě z NC programu. Obrábění na NC stroji má podobný sled výrobních činností jako při obrábění na konvenčním – univerzálním stroji. Součást – obrobek se musí ustavit do vhodné polohy, pevně upnout. Do vřetena se musí upnout příslušný nástroj, pak se spustí hlavní řezný pohyb – otáčky, které umožňují odebírání třísky a současně se pohybuje součástí či vřetenem stroje – jedná se o posuv tak, aby v interakci nástroj – obrobek bylo uskutečněno opracování požadovaných ploch (na žádaný rozměr a tvar). Tento cyklus se automaticky opakuje v různých obměnách, které se týkají nástrojů, řezných podmínek, poloh obrobků apod. Řízení NC stroje vykonává povely zadané na kódovaném médiu např. na děrné pásce. NC systémy vyžadovaly čtecí zařízení pro dekódování programu, kdy nosičem byla většinou děrná páska nebo disketa. Změna v programu znamenala opravu na tomto nosiči informací. NC řídící systém neumožňoval okamžitou opravu, úpravu a zásah v programu za jeho používání při obráběcí činnosti. Změna se dala provést jen při klidu – zastavení stroje, to platilo i pro změnu korekcí nástroje.

Obr. 2: Soustružení hřídelí
Popis a programování pohybů stroje
Charakteristická hlediska jsou:
-
poloha os
-
definice pohybu
-
vztažné body.
Pro popis pracovních pohybů nosiče nástroje v pracovním prostoru je nutno definovat souřadný systém stroje a souřadný systém obrobku a vztah mezi těmito souřadnými systémy.
Pro zjednodušení programování je nutné, aby označování jednotlivých souřadných os souřadných systémů obráběcích strojů různých výrobců bylo stejné.
Základní souřadná soustava je pravoúhlá pravotočivá (systém „pravé ruky“).
Podle pravidla pravé ruky směřuje kladná osa X ve směru palce, ukazovák ukazuje kladný směr osy Y a ohnutý prostředník kladný směr osy Z. Natočení kolem souřadných os X, Y, Z označujeme adresami A, B, C, přičemž kladný smysl natočení se řídí podle pravidla „pravotočivého šroubu“.
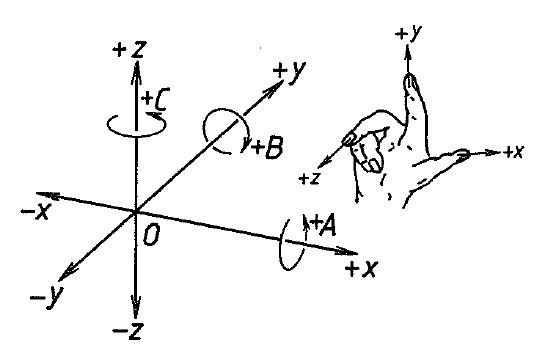
Obr. 3: Pravidlo označení směru os – pravidlo pravé ruky
x, y , z – směry posuvného pohybu, A, B, C – směry otáčivého pohybu, O – počátek systému souřadnic
Pravoúhlý souřadný systém na stroji se umisťuje podle určitých pravidel:
-
vždy musí být definována osa X,
-
osa X leží v upínací rovině obrobku nebo je s ní rovnoběžná,
-
osa Z je totožná nebo rovnoběžná s osou pracovního vřetena,
-
kladný smysl lineárních os je od obrobku k nástroji, tedy ve směru zvětšujícího se obrobku.
Pokud jsou na stroji další osy rovnoběžné s osami X, Y, Z, označujeme je U, V, W opět podle pravotočivé soustavy.
Uvedené souřadné osy označují pohyb nástroje vůči nehybnému obrobku. Pokud se pohybuje obrobek vůči nástroji, označují se takové osy X´, Y´, Z´ ,přičemž platí, že +X´=-X atd.
Definice pohybu
- Při programování strojů se v principu vychází z toho, že se nástroj relativně pohybuje vůči obrobku. Kromě základního souřadného systému je nutno v pracovním prostoru NC stroje definovat tzv. vztažné body, s jejichž pomocí se definuje vzájemná poloha stoje, nástroje a obrobku. V závislosti na těchto bodech může být potom určena a kontrolována např. poloha nástroje.
Základní body NC stroje
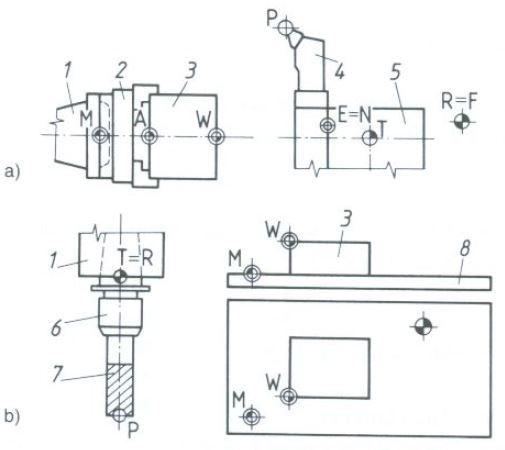
Obr. 4: Umístění bodů pro ustavení
a) u soustruhu, b) u frézky
1 – vřeteno stroje, 2 – sklíčidlo, 3 – obrobek, 4 – nástroj, 5 – nožový držák, 6 – držák nástroje, 7 – fréza, 8 – stůl stroje
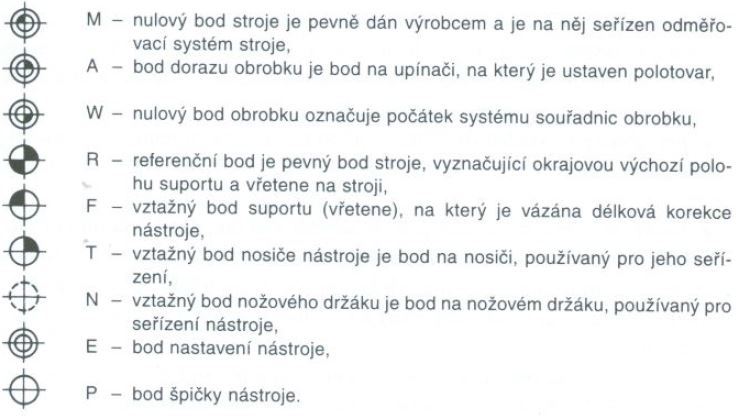
Obr. 5: Popis bodů
Nulový bod stroje
- Je zadaný počátkem systému souřadnic stroje a je pevně umístěn, zadán výrobcem, zapsán v dokumentaci stroje a je na něj seřízen měřící systém stroje jako na nulový bod stroje. U soustruhu je umístěn většinou na čelní dorazové ploše vřetene (musí být kdykoliv zaměřitelný). Nemůže být uživatelem měněn, může být posunut do zvolené polohy.
Referenční bod
- Je druhý, výrobcem pevně stanovený a pro ustavení měřící části CNC systému stroje velmi důležitý bod, který definuje základní (výchozí) polohu suportu nebo vřetene na stroji. Body M a R ohraničují pracovní prostor stroje. Při zahájení nebo přerušení práce (pohybu suportu) z tohoto bodu vždy vycházíme, protože takto lze snadněji stanovit velikost přírůstků (inkrementů).
Základní bod nástroje
- Je bod ležící na čele vřetene v ose otáčení u frézky, u soustruhu ve středu upínacího prostoru nástrojové hlavy, řídící systém odměřuje od tohoto bodu pohyb nástroje v příslušné ose a přepočítává k tomuto bodu základní rozměry a korekce nástrojů.
Nulový bod obrobku
- Je při programování a obrábění základním bodem (počátkem) souřadnicového osového systému, můžeme jej volit naprosto volně a v průběhu programu můžeme tento bod měnit podle potřeby. Od tohoto bodu jsou počítány rozměry obrobku a přepočítány zadané souřadnice pro jednotlivé pohyby.
Výchozí bod programu
- Je definován jako místo pro počátek NC programů, je předepisován programovým listem a jeho umístění je zakresleno na seřizovacím listě. U většiny jednoduchých programů je totožný s nulovým bodem obrobku.
Souřadný systém soustruhu
- Osa z je rovnoběžná s osou pracovního vřetena. Kladný smysl os z a x je definován od obrobku k nástroji (nástroj může být za nebo před osou soustružení), osy definují pohyb nástroje.
Souřadný systém frézky
- Osa z je rovnoběžná s osou pracovního vřetena. Kladný smysl osy z je definován od obrobku k nástroji, osy x a y mají směr a smysl dle pravidla pravé ruky (pohyby v jednotlivých osách se předpokládají jako pohyby nástroje).
Vnitřní zpracování dat NC strojů
Vnitřní zpracování informací probíhá v řídícím systému NC obráběcího stroje, tento lze rozdělit do tří základních částí:
-
vstupní část
-
čtečka je snímač informačního média, jejímž úkolem je přečíst údaje na něm zaznamenané,
-
dekodér má za úkol přeměnit signál v číslicovém kódu na hodnoty vstupních signálů pro řídící prvky pohonů. Obsahuje kontrolní obvody pro kontrolu správnosti čtecích znaků,
-
řadič informací přijímá signály z dekodéru a ukládá je do paměti bezrozměrných a rozměrných slov,
-
ruční předvolba umožňuje zásah do spuštěného programu,
-
volba korekce nástroje průměrová nebo délková řeší úpravu průměru nebo délky nasazeného nástroje,
-
volba zpomalovacích bodů,
-
volba počátku umožňuje při obrábění rozměrově a hmotnostně náročných dílců v určitém rozsahu posunout počátek.
-
-
část zpracování informací
-
řadič aritmetické jednotky, který logicky seřazuje informace pro aritmetickou jednotku,
-
aritmeticka jednotka tvořená jedním nebo několika počítači zpracovávající potřebné výpočty naprogramované dráhy nástroje v příslušných osách, dále plnící funkci porovnávacího členu naprogramované a skutečně ujeté dráhy, výpočty spojené s korekcemi, zajišťuje zpomalování posuvů apod.
-
-
výstupní část
-
výstupy funkcí vyhodnocujících údaje o funkcích F, S, T a přes přizpůsobovací obvody řídí výkonné části NC stroje,
-
výstupy vypočtených souřadnic, které se zesilují a mění na formu potřebnou k řízení suportu nebo saní stolu NC obráběcího stroje.
-
Odměřovací zařízení na číslicově řízených obráběcích strojích slouží k odměřování dráhy vykonané řídícím členem, do značné míry ovlivňuje přesnost obráběcího stroje. V zásadě lze rozdělit odměřování podle umístění snímače polohy na obráběcím stroji na přímé a nepřímé. Další členění závisí na principu práce odměřovacího zařízení, charakteru informací, které odměřovací zařízení předává, a konstrukčního provedení.
U přímého odměřování je zařízení umístěno přímo na pohybujících se uzlech stroje např. suportu, stolu. Přímé odměřování se proto vyznačuje větší přesností, protože závisí jen na přesnosti snímání z měřítka. Používá se u velmi přesných strojů, zejména u souřadnicových vrtaček, vyvrtávaček a u některých obráběcích center, mají vyšší pořizovací cenu.
U nepřímého odměřování je snímač polohy umístěn na posuvovém kuličkovém šroubu, a to buď přímo, nebo pomocí převodu. Dráha pohybové části stroje se odměřuje nepřímo a závisí na potočení kuličkového šroubu nebo jeho převodu. Nevýhodou tohoto způsobu odměřování je, že nepřesnosti pohonu, kuličkového šroubu, převodu i vlivy silových účinků na snímač polohy se přenáší do vlastního měření. Tento způsob je rozšířený pro svou jednoduchost a cenu.

Obr. 6: Soustruh SP 430 Y L2

Obr. 7: Pracovní prostor soustruhu SP 430 Y L2

Obr. 8: Částečně opracovaná hřídel na soustruhu SP 430 Y L2
- ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 – 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3
Obrázky:
- Obr. 1, 2, 6, 7, 8: Archiv společnosti Siemens
- Obr. 3, 4, 5: ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 – 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3