Bezobslužné obráběcí stroje
Jsou stroje, které pracují automaticky, ovládají řízení vlastního obrábění i automatickou manipulaci s nástroji, obrobky, třískami a chladicí kapalinou.
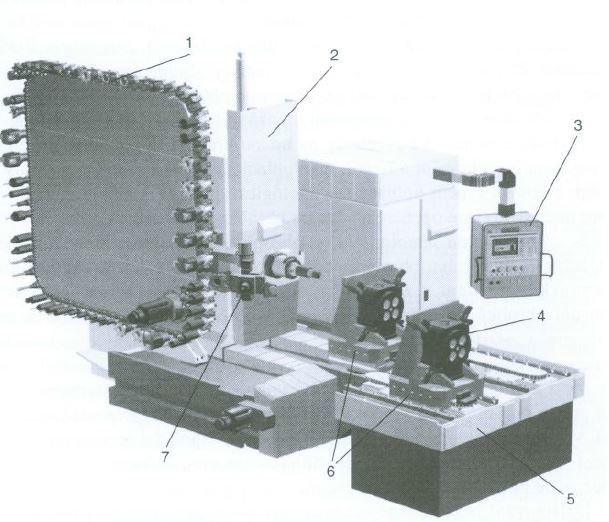
Obr. 1: Obráběcí centrum s vybavením pro bezobslužnost
1 – zásobník nástrojů, 2 – CNC obráběcí centrum, 3 – řídicí systém, 4 – obrobek, 5 – výměník palet, 6 – technologické palety, 7 – manipulátor pro výměnu nástrojů
Bezobslužnost – vyjadřuje minimální obsluhu a dohled na průběh obrábění skupiny stejných obrobků, ale i přechod mezi obráběním různých obrobků v rámci skupinové technologie a kromě automatické manipulace s obrobky, nástroji i třískami, je bezobslužnosti dosahováno zejména průběžným sledováním a vyhodnocováním průběhu technologického procesu pomocí diagnostických prostředků (senzorů) řídicí soustavy.
Výhodou je možnost u bezobslužných obráběcích strojů soustředit přípravné práce do ranní směny a minimalizovat obsluhu a dohled v odpolední a noční směně.
Bezobslužný obráběcí stroj tvoří CNC obráběcí centrum, které je schopné vykonávat celé sekvence operací dle programu (bez zásahu operátora) téměř bezobslužně. Bezobslužný obráběcí stroj je vybaven zásobníkem technologických palet s upnutými obrobky, které zajišťují výměnu obrobků a navíc využívá výměnu nástrojů z integrovaného zásobníku nástrojů, tím minimalizuje obsluhu stroje. Manipulátory a roboty jsou používány u bezobslužných obráběcích strojů pro přísun a výměnu obrobků, nástrojů a dalších výrobních pomůcek např. upínače a sklíčidla. Pracovní činnost obsluhy bezobslužných obráběcích strojů je omezena na obsluhu vstupních, výstupních a přepínacích pracovišť (periferií), přípravu výrobních pomůcek a materiálů, průběžný dohled a řešení mimořádných situací – havárií a poruch.
Bezobslužné obráběcí stroje jsou schopny plynule (automatický přechod) přejít na novou práci použitím nového programu pro obrábění a řízení, manipulaci s novým souborem nástrojů, popřípadě i novým typem upínače (technologické palety), který je nezbytný pro provedení dané operace na daném výrobku.
S automatickou manipulací s obrobky je spojena řada funkcí:
-
upínání a odepínání obrobků
-
odstraňování třísek
-
čištění upínacího přípravku
-
otevírání a zavírání krytů pracovního prostoru stroje
-
ustavování obrobků do upínacího přípravku
-
signalizace mezi strojem a periferií.
Periferie – zařízení určené k vykonávání obslužných prací.
Automatizace u bezobslužných obráběcích strojů klade důraz na zařízení ke sledování jakosti výroby (přesnosti rozměrů a tvarů), sledování připravenosti a kontroly nářadí a kontroly opotřebení břitu nástrojů. Proto musí být stroj vybaven zařízením pro sledování snadno poškoditelných nástrojů a zařízením pro kontrolu rozměrů a tvarů obráběných součástí.
Z hlediska bezpečnosti, provozní spolehlivosti a minimalizace ztrát ve výrobě by měl být bezobslužný obráběcí stroj vybaven provozní diagnostikou, registrací stavu břitu nástroje a jeho případné havárie. Je-li při provozu zjištěn mimořádný stav stroje, který nelze řešit v rámci automatické funkce stroje, musí dojít k zastavení jeho činnosti a k signalizaci stavu, který vyžaduje havarijní zásah obsluhy. V rámci automatického procesu obrábění musí být vždy zajištěn spolehlivý odvod třísek z pracovního prostoru stroje a intenzivní chlazení.
Automatické činnosti u bezobslužných obráběcích strojů:
-
aktivní kontrola rozměrů součásti,
-
aktivní kontrola polohy břitu nástroje,
-
adaptivní řízení procesu obrábění,
-
automatická provozní diagnostika,
-
sledování trvanlivosti břitu nástrojů, registrace a reakce na jeho poškození,
-
dohled nad procesem obrábění jinými metodami.
Řízení bezobslužného obráběcího stroje je charakterizováno modulovou organizací řídící soustavy umožňující současné řízení několika různých činností (obrábění, manipulace, diagnostika, paralelní programování apod.) probíhajících na stroji. Požadavkem na bezobslužný obráběcí stroj je kompenzace všech systematicky vznikajících chyb. Bezobslužný obráběcí stroj bývá doplněn o automatické prvky adaptivního řízení procesu obrábění, to je aktivní kontroly procesního i postprocesního měření, jejichž cílem je omezit vznik chyb a současně minimalizovat obráběcí proces. Automatická provozní diagnostika bezobslužných obráběcích strojů (měření v procesu obrábění), je prováděna pomocí měřících sond. Měřící sonda je schopná vydat v okamžiku dotyku s obrobkem logický signál (přepis okamžité polohy do systémových parametrů), který musí být CNC řídícím systémem velmi rychle zpracován. Praktické využití je např. pro cyklus aktivní kontroly polohy břitu řezných nástrojů, kde používá pro měření nástroje snímač s vlastní indikací. Z hodnoty indikace se stanoví skutečný rozměr řezného nástroje upnutého v upínači. Zjištěný rozdíl mezi skutečným a požadovaným rozměrem se koriguje předem vhodně naprogramovaným zásahem do programu. Bezobslužné obráběcí stroje provádějí dohled nad procesem obrábění. Při obrábění může dojít např. k změně velikosti řezné síly při utváření třísky, což vede k změně řezných podmínek (posuvu a otáček). Příčinou této změny může být opotřebení břitu nástroje, vady ve struktuře obráběného materiálu, měnící se přídavek na obrábění apod. Změna otáček a posuvu, bývá u bezobslužných obráběcích strojů realizována metodami adaptivního řízení, a to optimalizačně (pro svoji složitost se v praxi nevyužívá) nebo kriteriálně.
Optimalizační metoda – založena na hledání skutečných optimálních řezných podmínek, které například určíme z výpočtu algoritmu pro minimum nákladů na nástroje.
Kriteriální metoda – udržuje podmínky obrábění v předem zadaných mezích. Během obrábění kontroluje např. řeznou sílu působící na nástroj, krouticí moment na vřetenu, síly působící na upínače – zda jsou v přípustných mezích. Pokud dojde k tomu, že sledovaná hodnota se přibližuje k hodnotě zadané meze, pak se tato hodnota upraví např. se změní posuv nebo otáčky vřetene.
Nástrojové hospodářství
Bývá programově řešeno spoluprací stroje a logické části CNC řídícího systému. Upnutím nástroje do vřetene a spuštěním posuvu se aktivuje načítání řezného času práce nástroje. Pokud vznikne v programu požadavek k přípravě nového nástroje, nalezne se v datech logické části řídícího systému nástroj daného kódu a překontroluje se, zda není u něj překročena jeho povolená předem naprogramovaná trvanlivost břitu. Pokud je jeho trvanlivost vyčerpána, zvolí si řídící systém sám vhodný náhradní nástroj, stanoví jeho polohu v zásobníku nástrojů a aktivuje pojezdy pro dopravu nástroje do stanice výměny. Při výměně nástroje řídící systém aktivuje údaje o nástroji – tabulku korekcí apod.
Zásobníky nástrojů máme:
-
kotoučové (nástroje jsou na kotouči umístěny radiálně k ose),
-
talířové (nástroje jsou umístěny axiálně na okraji),
-
sférické (nástroje jsou umístěny buď na polokouli či na její výseči),
-
deskové (nástroje jsou umístěny jako na paletě kolmo v křížovém rozložení),
-
bubnové (nástroje jsou umístěny radiálně jako u kotoučového zásobníku, ale v několika patrech),
-
řetězové (nástroje jsou umístěny na řetězové smyčce v držácích).
Manipulace s řeznými nástroji je řešena tak, aby bylo dosaženo maximální pružnosti, to znamená maximální kapacity nástrojů v zásobnících při vytvoření pružného nástrojového systému.
Manipulace s nástroji probíhá ve dvou oblastech:
-
vlastní manipulace s nástroji pomocí manipulátoru a zásobníku nástrojů přímo na obráběcím stroji, např. řetězový zásobník nástrojů,
-
manipulace, při níž jsou k obráběcímu stroji dopravovány nástroje nebo technologické držáky z centrálního skladu na paletách.
Výměna nástrojů probíhá ze zásobníků do vřetena stroje i z palet do zásobníků nástrojů automaticky.
Hospodářství s obrobky
Obrobky jsou stavebnicovými sestavami upnuty v požadované pozici na technologických paletách. Technologická paleta představuje náhradu upínacího stolu pro obrobek. Má standardní rozměry a prvky pro mezioperační manipulaci a pro přesné ustavení na stroji. Výhoda je, že obrobek se upíná mimo stroj a na paletu lze upnout různé obrobky.
Zásobníky s obrobky máme:
-
s otočným výměníkem palet (kde je přístup pro výměnu nástrojů do zásobníku nástrojů a výměník palet s místem pro paletu s dokončeným obrobkem a s místem pro paletu s polotovarem. Po dokončení obráběcí operace na obrobku se vrací paleta ze stroje na otočný výměník, otočením se vymění pozice a dodá nová paleta na stroj),
-
řadový (lineární) zásobník technologických palet s dopravním vozíkem (návaznost mezi stroji, vytvoření zásob práce na více paletách),
-
oválný dopravníkový zásobník technologických palet s podavačem (návaznost mezi stroji, vytvoření zásob práce na více paletách).
- ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 – 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
Obrázky:
- Obr. 1: ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 – 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
Tyto otázky jsou vhodné i pro žáky ZŠ
- Co je bezobslužný obráběcí stroj?
- Co je bezobslužnost?
- Které funkce jsou spojené s automatickou manipulací s obrobky?
- Co víte o periferii?
- Co víte o nástrojovém hospodářství?
- Jaké jsou zásobníky nástrojů?
- Co víte o hospodářství s obrobky?
- Jaké jsou zásobníky s obrobky?
Otázky pro žáky SŠ
- Co je to bezobslužný obráběcí stroj?
- Co je bezobslužnost?
- K čemu slouží periferie?
- Které funkce jsou spojené s automatickou manipulací s obrobky?
- Co je zásobník nástrojů?
- K čemu slouží zásobníky s obrobky? Vyjmenujte je.