Protahování – popis technologie
Jde o velmi produktivní výrobu převážně tvarových děr nebo vnějších tvarových ploch. Tyto metody obrábění jsou vhodné především pro hromadné a velkosériové výroby, a to z důvodu vysoké ceny protahovacího nástroje. U těchto operací bývá obrobek nehybný a nástroj koná přímočarý pohyb (u protahování je tažen a u protlačování tlačen). Protože u protlačování je nástroj velmi namáhán na vzpěr, vyrábí se protlačovací nástroje mnohem kratší než protahovací.

Obr. 1: Protahovačka
Protahování
Protahování je třísková technologie na vytváření nekruhových otvorů, případně i vnějších profilů pomocí protahovacího trnu s řadou odstupňovaných břitů. Stroj na protahování je protahovačka, obvykle s hydraulickým pohonem.
Protahování se anglickynazývá - broaching.
Obdobný postup je protlačování, při kterém stroj působí na trn tlakem, nikoli tahem.
Ukázka protahování zde.

Obr. 2: Obrobek před protahováním

Obr. 3: Protahování obrobku

Obr. 4: Obrobek po protažení
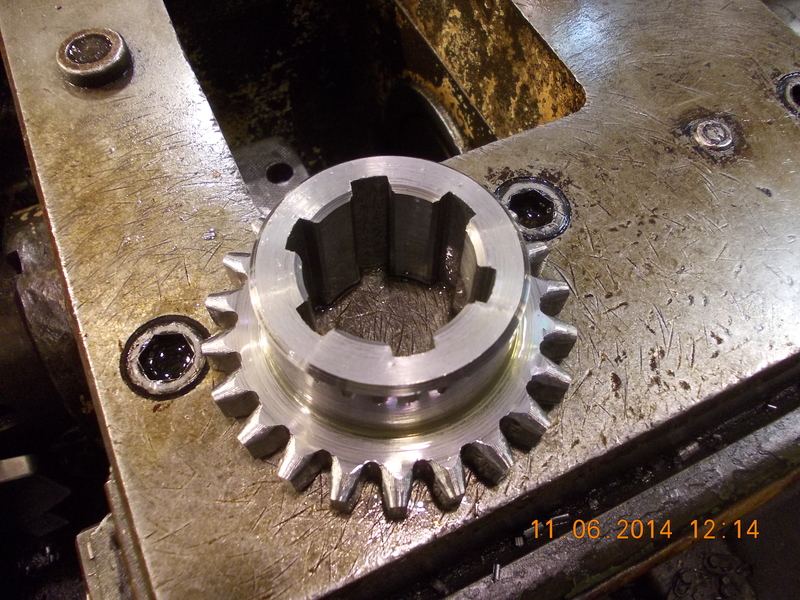
Obr. 5: Obrobek po protažení ,druhá strana

Obr. 6: Protahováky
Podstatou protahování je současný záběr zubů protahovacího několikaklínového (mnohozubého) nástroje (protahovacího trnu) po celé obrážené ploše při relativní řezné rychlosti proti pohybu obrobku. V záběru je vždy tolik zubů protahovacího nástroje, kolikrát je jejich rozteč obsažena v délce obráběné plochy. Tloušťku odebírané vrstvy materiálu jedním zubem určuje posuv při protahování a udává se jako posuv na zub. Odpovídá rozdílu výšek řezných hran dvou po sobě následujících zubů. Velikost posuvu závisí na druhu obráběného materiálu, tvaru a délky obrobku, ale i na konstrukčním provedení funkční části trnu. Je důležité, aby se tříska vtěsnala do zubové mezery. Při protahování vnitřních ploch je otvor obvykle předpracovaný a protahovací nebo protlačovací trn mu dávají konečný požadovaný rozměr, tvar a drsnost povrchu. Do předpracované díry se vloží upínací část protahovacího trnu, upne se do tažného zařízení protahovačky a následuje vlastní operace protahování. Tvar obráběné díry se postupně mění z původního tvaru na tvar požadovaný. Pro některé obrobky, u kterých je velký přídavek na protahování, se vyrábějí protahovací trny sadové (2 až 3 trny v jedné sadě), protože jediný protahovák (vzhledem k malému fz) by byl velmi dlouhý. Potřebný počet zubů se pak rozdělí na dva až tři nástroje. Protahování se vyznačuje jednoduchou kinematikou, a proto má zásadní význam pouze složka Fc, která určuje velikost průtažné síly. Dá se vyjádřit jako součet všech sil působících na jednotlivé břity.
Protahování (angl. broaching). Ukázky zde:
https://www.youtube.com/watch?v=Qu2K4eugPSA
https://www.youtube.com/watch?v=I8jh6u4pNuo
https://www.youtube.com/watch?v=0Qe4ZGlhnhQ
- BOTHE, Otakar. Strojírenská technologie IV pro strojírenské učební obory. Praha: SOBOTÁLES, 1996. ISBN 80-85920-30-1.
- HUMÁR, Anton. TECHNOLOGIE I: TECHNOLOGIE OBRÁBĚNÍ - 2. část. Studijní opory pro magisterskou formu studia [online]. Brno: VUT v Brně, FSI, Ústav strojírenské technologie, 2004 [cit. 2015-01-26]. Dostupné z WWW: http://ust.fme.vutbr.cz/obrabeni/opory-save/TI_TO-2cast.pdf.
- JERSÁK, Jan. Základní konvenční technologie obrábění, protahování a protlačování. Přednáška zpracovaná v rámci projektu EduCom, registrační č. CZ.1.07/2.2.00/15.0089. [online]. [cit. 2014-08-30]. Dostupné též z: http://www.sps-ko.cz/documents/STT_obeslova/Protahov%C3%A1n%C3%AD%20a%20protla%C4%8Dov%C3%A1n%C3%AD.pdf.
- KUBÍČEK, Miroslav. Obrábění – protahování a protlačování. Výukový materiál zpracovaný v rámci operačního programu Podpora digitalizace a využití ICT na SPŠ, registrační číslo CZ. 1. 07/1.5.00/34.0374[online].[cit.2014-07-23]. Dostupné z www: web.spssbrno.cz/web/DUMy/STT, KOM/VY_32_INOVACE_19-12.pdf.
- MADĚRKOVÁ, Marcela. Technologie, studijní text pro tříletý učební obor zámečník. Studijní text zpracovaný v rámci operačního programu Obnova a modernizace technických oborů v Olomouckém kraji (OMTO), registrační č. CZ.1.07/1.1.04/02.0071, operační program Vzdělávání pro konkurenceschopnost, oblast podpory Zvyšování kvality ve vzdělávání, termín realizace 1. 3. 2010 – 30. 11. 2011.
- ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3. 2. vyd. Praha: Scientia, 2005, 256 s. ISBN 80-718-3337-1.
- Studijní texty pro vzdělávací moduly v oboru zámečník zpracované v rámci operačního programu Profesní kvalifikace v systému modulárního dalšího vzdělávání (Profesmodul), registrační č. CZ.1.07/3.2.05/01.0006, operační program Vzdělávání pro konkurenceschopnost, termín realizace 1. 9. 2010 – 1. 5. 2012.
Obrázky:
- Obr. 6: AUTOR NEUVEDEN. http://www.protrn.cz/7365/nabizene-sluzby/ [online]. [cit. 2015-01-29]. Dostupný na WWW: http://www.oblibene.name/userdata/shopimg/protrn/image/gener/small/protrn.jpg.
- Pokud není uvedeno jinak, jsou použité objekty vlastní originální tvorbou autora.
{kind=link}
Kontrolní otázky:
1. Co je protahování?
a) třísková technologie na vytváření nekruhových otvorů
b) beztřísková technologie na vytváření nekruhových otvorů
c) technologie,při které se tvary vypalují laserem
2. Používá se tato technologie při hromadné výrobě ?
a) ano
b) ne
3. Co se pohybuje při protahovaní?
a) nástroj
b) obrobek
c) nástroj i obrobek
Všechny obrázky a videa jsou vhodné jako ilustrace základního textu i pro žáky ZŠ.