
Honování
Honování je v podstatě broušení malou řeznou rychlostí. Převážně se používá pro dokončování vnitřních válcových ploch, jako například válců spalovacích motorů, kompresorů a hydraulických zařízení. V tomto případě se jedná o vnitřní honování. Můžeme však provádět i honování vnějších válcových ploch, například čepů nebo pístů, nebo také tepelně zpracovaných (kalených) ozubených kol. Podstatou honování je broušení vnitřních nebo vnějších válcových ploch honovacími kameny, upnutými v honovací hlavě. Kameny jsou přitlačovány k obráběné ploše tlakem 0,35 až 1,40 MPa.
Při honování otvorů vykonává honovací hlava složený pohyb otáčivý a současně přímočarý ve směru své osy a obrobek stojí. Kameny honovací hlavy tedy vykonávají šroubovitý vratný pohyb, takže se dráhy zrn vzájemně překrývají. Při vnějším honování honovací hlava stojí a obrobek se otáčí a současně koná přímočarý pohyb.
Obrobek se před honováním jemně vyvrtá nebo obrousí s přídavkem na honování. Během obrábění se brusné kameny v honovací hlavě mechanicky nebo hydraulicky přestavují, podle velikosti přídavku na obrábění. Toto se provádí pomocí rozpínacích kuželů a ovládací tyče. Počet brousících kamenů bývá podle velikosti díry 3 až 12. Bývají z karbidu křemíku (pro litinu), z umělého korundu (pro ocel) nebo s technickým diamantem, popřípadě z CBN (pro díry ve slinutých karbidech). K chlazení a odplavování brusiva se používá petroleje s minerálními oleji (až 50 l.min-1). Honovací stroje mají převážně svisle uložené pracovní vřeteno a mohou být jednovřetenové nebo vícevřetenové. Jejich velikost se řídí podle největšího honovaného průměru a honované délky. Podle požadavků na přesnost a drsnost povrchu se honuje jednou nebo dvěma honovacími hlavami.
Při hrubovacím honování se dosáhne přesnosti IT6 až IT7 a drsnosti povrchu Ra = 0,4 µm až 0,8 µm. Při jemném honování stupně přesnosti IT5 a drsnosti povrchu Ra = 0,1 µm až 0,2 µm . Honováním se dosahuje velké přesnosti geometrického tvaru válcových ploch, odstraní se ovalita, kuželovitost a vlnitost ploch, nelze opravit souosost.
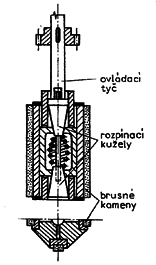
Obr. 1: Honovací hlava
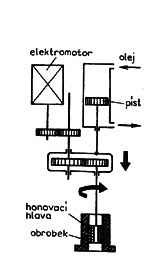
Obr. 2: Princip honování