
Lapování
Patří mezi dokončovací operace obrábění. V praxi se používá například pro úpravu ložiskových míst hřídelů a pracovních vřeten u kluzného uložení, při výrobě valivých ložisek a všude tam, kde potřebujeme dosáhnout těsnosti ploch dvou součástek proti pronikání tekutin a plynů například mechanické ucpávky, ventily spalovacích motorů, měřidla, závity, řezné části nástrojů. Podstatou lapování je vyhlazování povrchu součásti volným jemným brusivem, které je rozptýleno v oleji, petroleji nebo je obsaženo v různých lapovacích pastách a je dodáváno do prostoru mezi obrobek a nástroj. Zmenšování drsnosti povrchu a zlepšování geometrického tvaru se dosáhne řezným pohybem brusiva, které je vyvoláno lapovacím nástrojem a současně plastickou deformací nerovností povrchu. Brousící zrna jsou přitlačována k lapovacímu povrchu obrobku měděnými nebo litinovými lapovacími nástroji, které se otáčejí a kmitají.
Lapovací nástroj mívá negativní tvar lapované plochy. Materiál nástroje bývá měď, litina, měkká nebo kalená ocel, plast. Nástroj koná při obrábění nepravidelný pohyb vůči obráběné ploše. Tím se zrna brusiva pohybují po neustále se měnících drahách a tak zanikají stopy po předchozím obrábění.
Jako brusivo se používá karbid křemíku a umělý korund o různé zrnitosti pro hrubování a jemné lapování. Pro lapování slinutých karbidů se používá karbid boru a diamantový prášek. Chladicí kapalinou je směs petroleje s olejem.
Lapovací stroje mají různou konstrukci. Například lapovací stroj se svislou osou lapovacích kotoučů, které jsou vyrobeny ze šedé litiny pracuje takto:
- horní kotouč je výkyvný, aby se jeho plocha mohla přizpůsobit ploše spodního kotouče a byla s ním rovnoběžná
- pracovní otáčky koná buď spodní kotouč nebo oba
- jejich obvodová rychlost je rozdílná ve stejném smyslu
- unášecí kotouč koná ještě kmitavý pohyb vyvolaný výstředníkem
- součásti jsou při lapování umístěny ve výřezech kruhového unášeče, který je umístěn mezi lapovacími kotouči
Lapováním dosáhneme nejlepší jakosti obrobené plochy ze všech způsobů obrábění. Při velmi jemném lapování můžeme dosáhnout přesnosti IT1 až IT3 a drsnosti povrchu Ra = 0,02 µm až 0,05 µm a tvarové přesnosti 0,05 µm až 0,01 µm. Před lapováním bývá obrobek opracován jemným broušením s přídavkem 0,05 mm až 0,03 mm.
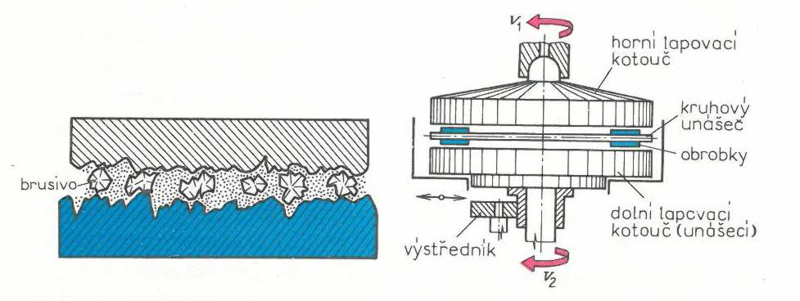
Obr. 1: Princip lapování Obr. 2: Lapovací stroj se svislou osou
-
JANYŠ, Bohumil a Karel RAFTL. Soustružník: Technologie pro I. ročník. 1. vyd. Praha : SNTL - Nakladatelství technické literatury, 1968.
-
KARAFIÁTOVÁ, Stanislava a Ivo LANGER. Nekonvenční technologie. 1. vyd. Havlíčkův Brod : FRAGMENT, 1998. ISBN 80-7200-296-1.
-
NĚMEC, Dobroslav a kol. Strojírenská technologie 3: Strojní obrábění. 2., opr. vyd. Praha : SNTL - Nakladatelství technické literatury, 1982.
-
ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3 - 1. díl: Metody, stroje a nástroje pro obrábění. 1. vyd. Praha : Scientia, 2000. ISBN 80-7183-207-3
Obrázky:
- Obr. 1, 2: NĚMEC, Dobroslav a kol. Strojírenská technologie 3: Strojní obrábění. 2., opr. vyd. Praha : SNTL - Nakladatelství technické literatury, 1982.