Superfinišování
Superfinišování je jemné broušení, nazývané také přehlazování. Patří mezi dokončovací operace obrábění, zejména vnějších válcových ploch z kalené i měkké oceli, litiny a neželezných kovů, Superfinišování se také může použít pro díry a rovinné plochy. Dokončují se takto například čepy a konce hřídelů pro kluzná uložení, části rozvodových hydraulických zařízení, valivé prvky ložisek.
Podstatou superfinišování je rychlý kmitavý pohyb superfinišovacího kamene při současném točivém pohybu obrobku. Kameny jsou uchyceny ve speciální superfinišovací hlavě. Tato hlava je při práci přitlačována k obráběné ploše malým tlakem do 0,25 MPa. Hlava koná kmitavý pohyb kolem obráběné plochy o frekvenci až 1 200 dvojzdvihů za minutu a posouvá se ve směru osy obrobku, který se otáčí obvodovou rychlostí až 40 m.min-1. Zrna brusiva vykonávají vzhledem k obrobku nepravidelný pohyb, kterým se dosáhne soustavného překrývání stop po obrábění a tím vyhlazení povrchu. Mezi obrobek a superfinišovací kameny je přiváděna chladící kapalina (směs petroleje a oleje). Řezné podmínky a volba superfinišovacích kamenů se volí dle tabulek pro superfinišování.
Superfinišování se provádí buď na speciálních strojích nebo soustruzích a bruskách s přídavnou superfinišovací hlavou. Hlava má samostatný motor, který superfinišovacímu kameni uděluje, pomocí klikového mechanizmu kmitavý pohyb. Superfinišovací kameny bývají nejčastěji z elektrokorundu nebo karborunda o velké čistotě zrnitosti s keramickou nebo bakelitovou vazbou. Tvrdost kamene závisí na výchozí drsnosti a tvrdosti materiálu obrobku. Obecně platí: čím je výchozí drsnost větší, tím volíme kámen tvrdší a opačně.
Dosahovaná přesnost je IT3 až IT5, drsnost obrobené plochy při superfinišování se pohybuje v rozmezí Ra = 0,05 až 0,4 µm. Před superfinišováním se provádí broušení s přídavkem 0,01 až 0,02 mm. Platí zásada: tvrdší materiál – kámen měkčí, měkký materiál – tvrdý kámen.
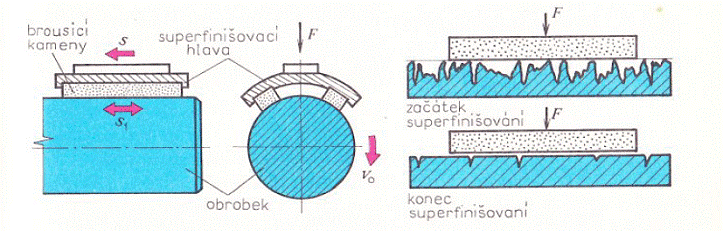
Obr. 1: Pohyby při superfinišování a princip superfinišování
-
JANYŠ, Bohumil a Karel RAFTL. Soustružník: Technologie pro I. ročník. 1. vyd. Praha : SNTL - Nakladatelství technické literatury, 1968.
-
KARAFIÁTOVÁ, Stanislava a Ivo LANGER. Nekonvenční technologie. 1. vyd. Havlíčkův Brod : FRAGMENT, 1998. ISBN 80-7200-296-1.
-
NĚMEC, Dobroslav a kol. Strojírenská technologie 3: Strojní obrábění. 2., opr. vyd. Praha : SNTL - Nakladatelství technické literatury, 1982.
-
ŘASA, Jaroslav a Vladimír GABRIEL. Strojírenská technologie 3 - 1. díl: Metody, stroje a nástroje pro obrábění. 1. vyd. Praha : Scientia, 2000. ISBN 80-7183-207-3
Obrázky:
- Obr. 1: NĚMEC, Dobroslav a kol. Strojírenská technologie 3: Strojní obrábění. 2., opr. vyd. Praha: SNTL - Nakladatelství technické literatury, 1982.
.
Otázky pro ZŠ
- Co rozumíte superfinišováním součástí?
- Jaké hlavní části má superfinišovací hlava?
- Kde se používá superfinišování?
Otázky pro SŠ
- Vysvětlete kinematiku superfinišování.
- Jaké hlavní části má klikový mechanizmus?
- Co je elektrokorund a karborundum?
Platí zásada: tvrdší materiál – kámen měkčí, měkký materiál – tvrdý kámen.