Základní pojmy
Elektrokontaktní obrábění
Při elektrokontaktním obrábění dochází k úběru materiálu elektrickými nestacionárními kontaktními obloukovými výboji. Doba trvání výboje je až 0,01 s. Elektrody (tj. nástroj a obrobek) jsou zapojeny do obvodu se zdrojem střídavého napětí (transformátor o výkonu 10 až 250 kW při frekvenci 50 až 500 Hz). Zde nástrojová elektroda vykonává otáčivý pohyb, čímž se dosahuje mechanického buzení kmitů a zabraňuje se svaření nástroje a obrobku. Na nástrojové elektrodě jsou vytvořeny drážky, které zlepšují vyplachování dielektrika.
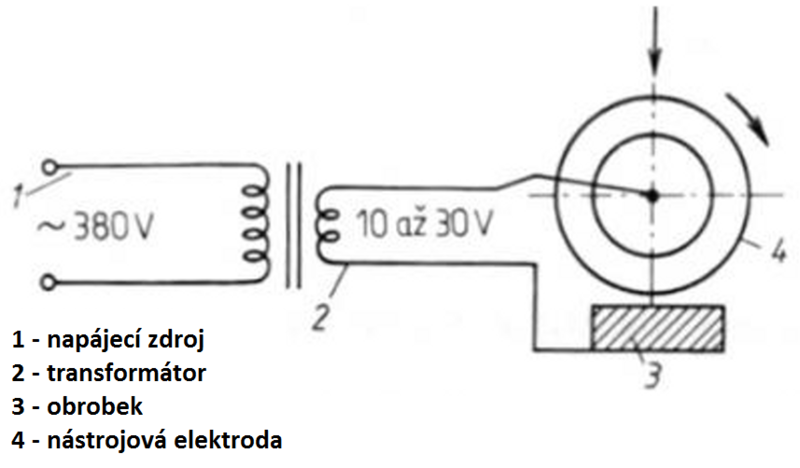 Obr. 1: Princip stroje pro elektrokontaktní dělení materiálu
Obr. 1: Princip stroje pro elektrokontaktní dělení materiálu
Dosahované parametry
Elektrokontaktní obrábění je charakterizováno:
- výkonem obrábění (tj. množstvím odebraného materiálu) až 106 mm3/min,
- tepelným ovlivněním obrobeného povrchu do hloubky 0,2 až 5 mm,
- velkou energetickou náročností řádově v kW.h/kg,
- vznikem ultrafialového záření,
- nízkou kvalitou obrobeného povrchu.
Elektrokontaktní obrábění je vhodné pro řezání nálitků, vtoků, opracování svarů apod.
- Digitální učební materiály - Nekonvenční metody obrábění. Internetový portál COPTEL [online]. 2009-2014 [cit. 2014-12-17]. Dostupné z: http://coptel.coptkm.cz/?action=2&doc=40241&docGroup=4781&cmd=0&instance=2
Obrázky:
- ŘASA, Jaroslav. Strojírenská technologie 3/2.díl: Obráběcí stroje pro automatizovanou výrobu, fyzikální technologie obrábění. Scientia, 2005. ISBN 80-7183-336-3
Jak dochází k úběru materiálu u elektrokontaktního obrábění?
Jaký pohyb koná nástrojová elektroda?
Jaké jsou dosahované parametry u elektrokontaktního obrábění?
Souhrnné testy pro ověření znalostí naleznete v kapitole "Elektrokontaktní obrábění".