
Obrábění ultrazvukem
Jedná se o řízené rozrušování materiálu obrobku účinkem pohybu zrn abrazivního materiálu a působením kavitační koroze. Jde tedy o obrábění založené na mechanickém úběru materiálu.
Ultrazvukové kmity - vibrace se dále používají v širokém rozsahu technologií, např. svařování, opracování a dělení plastů, při nedestruktivních zkouškách materiálů, čištění povrchů součástí a v lékařství při lokalizaci, diagnostice a terapii a dalších procesech.
Podstata metody:
Zrna abrazivního materiálu jsou přiváděna mezi obráběný povrch a nástroj, který kmitá v kolmém směru na obráběný povrch kmity o ultrazvukové frekvenci 18 – 25 kHz. Zrna jsou nástrojem přitlačována řízenou stálou silou na obráběný povrch, čímž dochází k překopírování tvaru pracovní části nástroje do obrobku. Nástroj může kromě kmitavého pohybu vykonávat ještě pohyb přímočarý posuvný nebo jejich kombinaci.
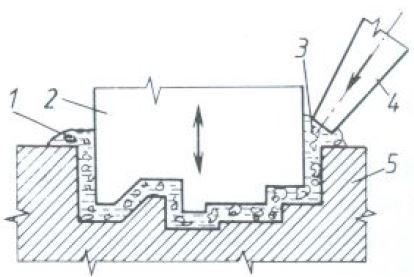
Obr. 1: Princip obrábění ultrazvukem
1 – kapalina, 2 – nástroj, 3 – brousící zrna, 4 – přívod brousících zrn a kapaliny, 5 - obrobek
Stroj pro obrábění ultrazvukem tvoří:
-
Generátor ultrazvukových kmitů – jde o elektronické zařízení, které mění střídavý elektrický proud o frekvenci 50 Hz na proud o frekvenci 18 – 25 kHz. Výstupní výkon generátoru je asi 0,2 - 4 kW.
-
Systém pro vytvoření mechanických kmitů – přeměňuje elektromagnetické kmity na mechanické. Využívá se tzv. magnetostrikce, což je vlastnost feromagnetických materiálů měnit při vložení do magnetického pole své rozměry.
-
CNC řídící systém – u moderních strojů řídí minimálně čtyři osy, reguluje také přítlačnou sílu nástroje, rychlost pohybů a frekvenci kmitů nástroje.
-
Systém pro přívod brousících zrn – má za úkol řídit přívod brousících zrn a kapaliny do mezery mezi nástrojem a obráběnou plochou.
-
Kapalina – musí zaručit dokonalý přívod nových zrn a odvod opotřebených zrn do a z pracovní mezery. Svým kavitačním účinkem zvyšuje intenzitu úběru materiálu, podle své viskozity více nebo méně tlumí pohyb kmitajících zrn. Používá se voda, petrolej, líh nebo strojní olej.
-
Brusivo – brousící zrna mohou být z diamantu, kubického nitridu boru, karbidu boru, karbidu křemíku a umělého korundu. Koncentrace zrn v kapalině bývá 30 – 40 %. Při obrábění se zrna opotřebovávají, proto musíme zajistit jejich dokonalou výměnu.
-
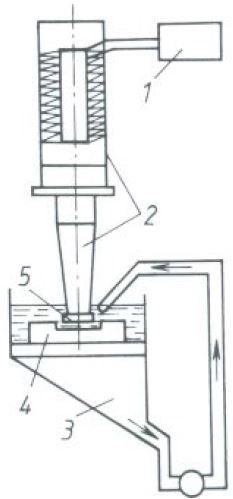
Obr. 2: Stroj pro obrábění ultrazvukem – princip
1 – generátor ultrazvukových kmitů, 2 – systém pro vytvoření mechanických kmitů, 3 – přívod brousících zrn a kapaliny, 4 – obrobek, 5 - nástroj
Nástroje pro obrábění ultrazvukem
Vyrábějí se z konstrukční oceli, korozivzdorné oceli, mědi nebo mosazi. Jejich činná část má tvar vyráběné plochy. Při obrábění se nástroje opotřebovávají v závislosti na materiálu obrobku, pracovních podmínkách a materiálu nástroje. Moderní stroje jsou vybaveny upínacím systémem, který umožňuje rychlou výměnu nástroje.
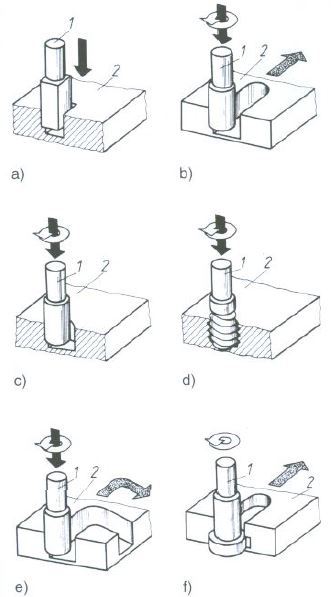
Obr. 3: Příklady nástrojů a prováděných operací při obrábění ultrazvukem (šipky znázorňují pohyby nástroje a obrobku)
a) nerotační dutiny, b) otevřené drážky, c) kruhové díry, d) závity, e) průchozí drážky, f) tvarové drážky
1 – nástroj, 2 - obrobek
Dosahované parametry:
-
Obrobitelnost materiálů – je úměrná jejich tvrdosti a křehkosti. Obrábět můžeme elektricky vodivé i nevodivé materiály např. sklo, křemík, ferity, germanium, keramické materiály, grafit, kevlar, slinuté karbidy, kalené oceli, polodrahokamy apod.
-
Plastické materiály jsou touto technologií neobrobitelné!
-
Intenzita úběru materiálu – je závislá na:
-
amplitudě kmitů nástroje (při frekvenci 18 – 25 kHz je amplituda 30 – 80 μm),
-
velikosti přítlaku nástroje (je závislá na velikosti obráběné plochy, amplitudě kmitů nástroje a velikosti brousících zrn, bývá 2 – 30 N.cm-2),
-
koncentraci brusiva v kapalině,
-
druhu brusiva,
-
zrnitosti brusiva (pro hrubování volíme 3 – 16, pro dokončování 70 – 120, pro velmi přesné obrábění 220 – 260).
-
Maximální intenzita úběru materiálu je ve směru kmitání nástroje, na bočních plochách nástroje probíhá úběr materiálu s výrazně menší intenzitou.
- Přesnost obrábění
-
průchozí díry do hloubky 3 mm – dosahujeme 0,02 – 0,05 mm na průměr,
-
plochy o velikosti 40 – 50 mm2 – dosahujeme 0,02 – 0,05 mm,
-
neprůchozí dutiny – dosahujeme 0,05 – 0,1 mm,
-
kuželovitost děr – dosahujeme 20‘ na 1 mm délky díry.
-
-
Kvalita obrobené plochy – Ra = 1,6 – 0,4 μm
Metody spojování materiálů ultrazvukem:
- Svařování - pomocí ultrazvuku ke svaření dochází za pomoci tepla, které vzniká z vysokofrekvenčních mechanických kmitů. Nejprve se musí elektrická energie přeměnit na vysokofrekvenční mechanický pohyb. Tento pohyb spolu s přítlačnou silou vytváří teplo na rozhraní spojovaných součástí - plochy svaru. Materiál nejprve taje a pak při tuhnutí tvoří molekulový svar mezi částmi.
- Bodové svařování - používáme tam, kde musí být svařeny plochy částí k sobě (polotovary, teplem foukané, lisované a velké plochy). Proces probíhá tak, že hrot sonotrody pronikne skrze svrchní část do spodní části. Teplo je dodáno na kontaktní místo plochy. Vytlačený plast vyteče nahoru a zformuje výstupek va tvaru zvonku. Zadní strana spodní části zůstává nezměněná. Plochy musí být zajištěny svorkami nebo kleštěmi.
- Vrutování kovových částí - součástky opatřeny závitem, silné šrouby nebo jiné kovové části mohou být ultrazvukově vsazeny do termoplastů. Musí být zaručena vysoká tuhost a stabilita vsazených částí.
- Řezání a svařování obalových materiálů - sonotroda a lůžko jsou nastaveny s tolerancí dvou mikronů k rychlému a přesnému stlačení vrstev. Pohybem fólií mezi nástroji je vytvořena energie mezi vrstvami. Vytváří se intermolekulární tření. Vazby mezi molekulami jsou přerušeny a vznikají nové konstelace. Svary mají vysokou pevnost a hned po svaření chládnou. Používají se u balicích linek, které balí výrobky do hermeticky uzavřených obalů.
- PALMA, Adam. Spojování a řezání ultrazvukem. [online]. [cit. 2015-01-22]. Dostupné z: http://http://www.mmspektrum.com/clanek/spojovani-a-rezani-ultrazvukem.html
- ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 - 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
Obrázky:
- Obr. 4: Nekonvenční metody obrábění - Projekt: EU - peníze středním školám pro Ústecký kraj, registrační číslo CZ.1.07/1.5.00/34.0627
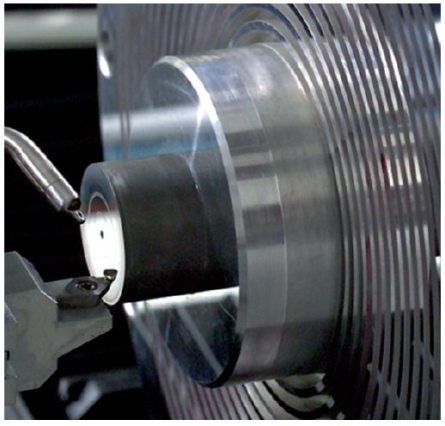
- Obr. 5: AUTOR NEUVEDEN. www.mmspektrum.com [online]. [cit. 22.1.2015]. Dostupný na WWW: http://www.mmspektrum.com/content/image/gallery/06_2013_49_1369737319/rasa_obr_01.jpg

{kind=link}