
Obrábění laserem
Je založeno na přeměně světelné energie na tepelnou energii. Děje se tak při styku paprsku laseru s materiálem obrobku, kdy se materiál obrobku vlivem vzniklé vysoké teploty ohřívá, taje a odpařuje.
Podstata metody
Laser pracuje na principu indukované emise, to je vynuceného záření. Jednotlivé částečky světla se mohou vzájemně popohánět a držet spolu krok. Vzniklý paprsek bude koherentní, uspořádaný a bude soustředěn do jednoho směru.
Vznik indukované emise
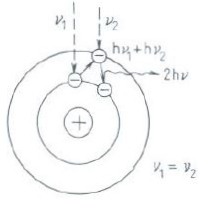
Obr. 1: Princip vzniku indukované emise
Lze zjednodušeně vysvětlit na modelu atomu, který navrhl Niels Bohr.
Elektrony obíhají kolem jádra atomu po určitých kvantových drahách, každé dráze přísluší určitá energetická úroveň. Dopadá-li na atom záření o kmitočtu v1, přijme nejprve elektron energii E = h . v1 a přejde na vyšší kvantovou dráhu (to je dále od jádra, neboť má více energie než přísluší jeho původní kvantové dráze), poté jej následné dopadající záření donutí přijmout další energii a přejít přitom na svoji původní kvantovou dráhu (blíže k jádru atomu) a aby měl elektron energii odpovídající této původní dráze, musí celkovou získanou energii E = 2h . v1 vyzářit. Směr šíření a polarizace vzniklé energetické vlny jsou stejné jako u záření, které tento přechod vyvolalo. Zjednodušeně řečeno to vypadá, jako by záření vyslal jeden atom, avšak s energií biliónkrát větší, než může jeden osamocený atom vyslat.
Hlavní části laseru jsou:
-
laserová hlavice
-
budící zařízení
-
zdroj energie buzení
-
chladící zařízení.
Laserová hlavice obsahuje:
-
Laserové médium – určuje délku vlny záření, je směsí několika materiálů s vhodnými energetickými hladinami ve vhodném nosném materiálu, který je průhledný a má schopnost odvádět vzniklé teplo. Laserové médium může být pevné, tekuté, plynné případně to mohou být páry.
-
Rezonátor – optický systém umožňující zformovat a zesílit záření, to je elektromagnetickou vlnu z něj vycházející. Konstrukční uspořádání rezonátoru určuje vlastnosti paprsku (to je koherenci, intenzitu záření, jeho pravidelnost, spektrální a prostorové charakteristiky). Optický rezonátor sestává nejméně ze dvou zrcadel. Nejčastěji se používají sférická zrcadla v konfokálním stabilním nebo konfokálním nestabilním uspořádání. Průměr a zakřivení zrcadel určují rozdělení intenzity záření a rozbíhavost laserového záření (to je divergenci paprsku) – ta je dána rovinným nebo prostorovým úhlem, ve kterém se záření šíří. Rozdělení intenzity záření v průřezu výstupního paprsku laseru vyjadřuje tzv. MOD, což je označení pro vlastní kmity elektromagnetického pole rezonátoru, charakterizované danou frekvencí a zvláštnostmi rozložení pole v rezonátoru.
Budící zařízení
Ovlivňuje pracovní režim laseru, způsob buzení je dán laserovým médiem. Plynné médium je buzeno téměř vždy elektrickým výbojem, stejnosměrným nebo střídavým proudem. Lze použít buzení chemickou reakcí, fotodisociací, rychlou expanzí plynu nebo opticky. Pevné laserové médium je nejčastěji buzeno lampami – výbojkami, ve zvláštních případech zářením jiného laseru (např. polovodičového).
Zdroj energie buzení
Jde o speciální druh síťového napáječe.
Chladicí zařízení
Má za úkol odvádět nevyužitou energii, která se nepřemění v záření, ale v tepelnou energii. U laserů používaných při zpracování materiálů se nejčastěji používá chlazení vodou. Chladicí okruh má dvě části (větve):
-
Vnitřní (používá se deionizovaná voda)
-
Vnější (voda z vodovodní sítě nebo ze speciálního zásobníku s čerpadlem)
Výrobci laserových zařízení dodávají také na přání speciální chladicí zařízení, u kterých je vnější okruh chlazen vzduchem.
Druhy laserů
Rozdělujeme podle laserového média:
-
Pevnolátkové lasery – laserové médium je krystal vybroušený do tvaru válce, kotouče nebo hranolu, jehož čela jsou opticky vyleštěna. Krystal je vyroben z rubínu, yttrium-aluminium-granátu dopovaného neodymem (Nd:YAG) – nejvíce používaný, lithium-yttrium-fluoridu dopovaného neodymem (Nd:YLF), yttrium-aluminium-granátu dopovaného erbiem (Er:YAG), skla atd. Koherentní paprsek pevnolátkových laserů má vlnovou délku λ = 1,06 μm, maximální výstupní výkon 4 kW, pracuje v kontinuálním i pulzním režimu. Účinnost je 3–8 %.
-
Plynové lasery – laserové médium je směs plynů. Z technologických laserů mají největší význam CO2 lasery, u nichž je laserové médium tvořeno směsí kysličníku uhličitého (CO2), dusíku (N2) a hélia (He). Koherentní paprsek má vlnovou délku 10,6 μm, maximální výstupní výkon 25 kW, pracuje v kontinuálním i pulzním režimu. Účinnost je 10–15 %.
-
Polovodičové lasery – funkce je založena na vzniku stimulované emise záření v aktivním polovodičovém materiálu (tvoří laserové médium). Na rozdíl od ostatních druhů laserů se děje přechod elektronů mezi dovolenými energetickými pásy a ne mezi energetickými hladinami. Jako laserové médium se používá galium arsenid (GaAs), kadmium sulfid (CdS) a kadmium selen (CdSe). Buzení je realizováno fotony, svazkem elektronů nebo elektrickým polem. Rezonátor je tvořen vybroušenými stranami polovodičového materiálu, který musí být vydatně chlazen. Polovodičové lasery generují záření o vlnové délce λ = 0,3-30 μm (podle použitého polovodiče), pracují s účinností až 50 %. Výstupní výkon lze dosáhnout až 2 kW. Hlavní předností polovodičových laserů je jejich kompaktnost, malé rozměry a vysoká účinnost.
-
Kapalinové lasery – laserovým médiem jsou roztoky organických barviv nebo speciálně připravené kapaliny dopované ionty vzácných zemin. Buzení je realizováno Nd:YAG laserem nebo argonovým laserem. Výběrem vhodného barviva a zrcadel rezonátoru je možné získat koherentní záření o jakékoli vlnové délce λ = 0,3–1,3 μm. Účinnost je řádově desítky procent. Použití kapalinových laserů je především ve spektroskopii, neboť umožňují naladění přesné vlnové délky.
Použití laserů v technologii
Laser se používá pro tyto operace:
-
popisování součástí
-
řezání a vyřezávání
-
svařování a pájení
-
tepelné zpracování
-
nanášení povlaků
-
vrtání
-
soustružení
-
frézování a gravírování.
Schopnost materiálu býti dobře nebo špatně obráběn laserem (to je obrobitelnost materiálu) je dána zejména těmito vlastnostmi:
-
Absorpcí - je to schopnost materiálu pohlcovat světelnou energii a měnit ji na kinetickou energii neuspořádaného pohybu molekul nebo atomů absorbující látky, tzn. na tepelnou energii.
-
Tepelnou vodivostí – charakterizovanou součinitelem tepelné vodivosti.
-
Odrazivostí (reflexí) – která je dána poměrem množství odražené energie k dopadající energii.
Obrobitelnost materiálu laserem je tím lepší, čím je větší absorpce materiálu, menší jeho tepelná vodivost a menší odrazivost povrchu obrobku.
Popisování součástí
Můžeme provádět metodou:
-
přes masku
-
vychylování paprsku laseru.
Popisování laserem přes masku
Celý text popisu je vyříznut v masce, která se vyrábí z mosazi, bronzu nebo ušlechtilé oceli. Paprsek laseru osvítí najednou nebo po řádcích masku a tím se popis přenese na výrobek. Místa zakrytá maskou zůstanou nepopsána. Pro osvícení se používají CO2 lasery, Nd:YAG lasery. Výhodami této metody jsou jednoduchý popisovací systém, relativně malé pořizovací náklady a vysoká rychlost popisování až 3000 znaků za minutu. Nevýhodou je malé popisovací pole 10 – 40 mm2, poměrně horší kvalita popisu a malá pružnost a vyšší náklady spojené se změnou popisu, neboť je nutné vždy vyrobit a vyměnit celou masku. Tato metoda je vhodná především pro velké série popisovaných součástí např. pro různé obaly, etikety apod.
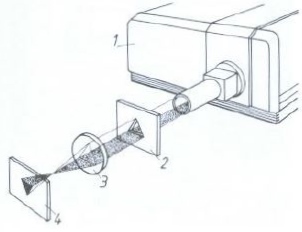
Obr. 2: Princip popisování součástí laserem přes masku
1 – laser, 2 – maska, 3 – objektiv pro zaostření paprsku, 4 - obrobek
Popisování vychylováním paprsku laseru
Paprsek vycházející z laseru je vychylován dvěma vzájemně kolmými zrcadly, jejichž pohyby řídí počítač. Upevnění zrcátek a princip jejich vychylování je stejný jako u galvanoměru. Používají se CO2 lasery o výstupním výkonu 8 – 20 W nebo Nd:YAG lasery o výstupním výkonu 10 – 60 W. Popisovací pole u CO2 laserů má většinou rozměr 60x60 mm a rychlost popisování je maximálně 1000 mm za sekundu. U pevnolátkových Nd:YAG laserů má popisovací pole většinou velikost až 260x260 mm, rychlost psaní až 4 m za sekundu, pro přenos paprsku lze použít vláknovou optiku, což umožňuje popisovat součásti také na málo přístupných místech. Touto metodou se dosahuje vysoká kvalita popisu s ohledem na jeho dokonalou čitelnost a kontrast. Výhodou je zde vysoká operativnost a rychlost změny psaného textu, neboť se jedná pouze o provedení změny řídícího programu pomocí klávesnice počítače, odpadá výroba a výměna masky.
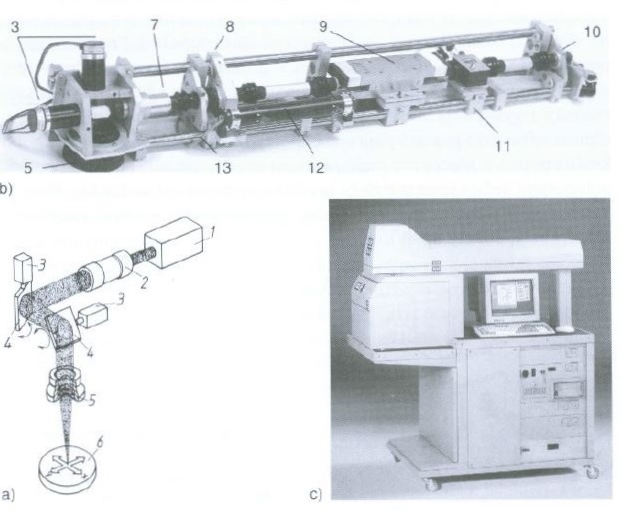
Obr. 3: Popisování součástí vychylováním paprsku laseru
a) princip, b) konkrétní provedení laseru a pracovní hlavy s vychylovacími zrcátky, c) stroj na popisování (celkový pohled)
1 – laser, 2 – optická cesta, 3 – pracovní hlava, 4 – vychylovací zrcátka, 5 – objektiv, 6 – obrobek, 7 – expandér, 8 – clona blokující výstup paprsku, 9 – rezonátor, 10 – nepropustné zrcadlo, 11 – akustickooptický modulátor, 12 – HeNe laser, tzv. pilot laser (naváděcí), 13 – výstupní polopropustné zrcadlo
Laserem můžeme popisovat všechny materiály, jako jsou kalené i nekalené oceli a litiny, titan, mosaz, bronz, hliník a jeho slitiny, slinuté karbidy, zlato, keramiku, drahé kameny, plasty, sklo, dřevo, gumu, papír, kůži atd. Popisovaný povrch může být broušený, pískovaný, lakovaný, černěný, smaltovaný, opatřený povlakem chromu, zinku, titankarbidu, titannitridu, keramickým povlakem apod. Popisovat můžeme rovinné, válcové i jinak zakřivené plochy, a to i na málo přístupných místech. Lze takto popisovat motory a karoserie aut přímo ve výrobní lince. Za tímto účelem je popisovací hlava laseru upevněna na ruce robota a celý proces je opět řízen počítačem. Laserové popisovací zařízení lze snadno zařadit přímo do výrobní linky. Výhodou laseru je, že umožňuje vytvářet hloubkový popis, u kterého jsou písmena popisu tvořena jednotlivými body a každý bod vytvářející popis má jinou, předem naprogramovanou hloubku. Systém rozdělení hloubek jednotlivých bodů, to je kód, zná pouze výrobce, takže můžeme velmi snadno poznat padělky svých výrobků.

Obr. 4: Příklady součástí s popisem laserem
Řezání a vyřezávání
Při řezání materiálu laserem je paprsek laseru přiváděn do místa řezu soustavou zrcadel a v pracovní hlavě je zaostřován čočkou. Pracovní hlava může mít více stupňů volnosti, což se používá především u robotů.
Obr. 5: Schéma procesu řezání materiálů laserem
1 – řezací tryska, 2 – asistentní plyn, 3 – paprsek laseru, 4 – poloha ohniska zaostření paprsku laseru, 5 – odtavený materiál, 6 – řezná spára, 7 - obrobek
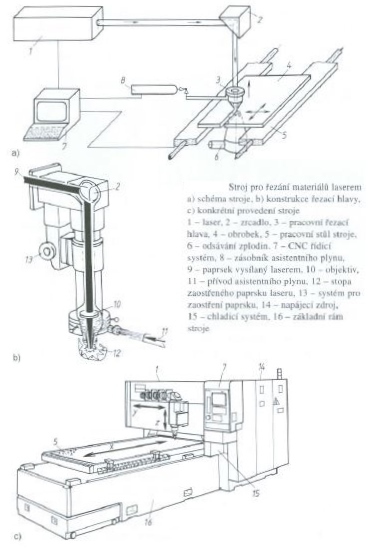
Obr. 6: Stroj pro řezání materiálů laserem
Řezání může probíhat:
-
Sublimačně – v důsledku vysoké intenzity laserového záření v místě řezu je materiál odstraňován převážně odpařováním.
-
Tavně – materiál je v místě řezání působením paprsku laseru roztaven a asistentním plynem odfukován.
-
Pálením – paprsek laseru ohřeje materiál na zápalnou teplotu tak, že tento může s přiváděným reaktivním plynem shořet v exotermické reakci, vzniklá struska je z místa řezu odstraňována asistentním plynem.
Dosahované parametry:
-
Rychlost řezání – závislá na způsobu řezání, výstupním výkonu paprsku laseru, požadované kvalitě řezu, tloušťce a druhu materiálu obrobku.
-
Kvalita řezu – hodnocena podle jakosti řezané plochy, dosahuje se Ra = 3,6–12 μm, tloušťka tepelně ovlivněné oblasti je 0,05 – 0,2 mm.
-
Šířka řezné spáry – dána druhem laseru, materiálem a tloušťkou řezaného materiálu, pohybuje se v rozmezí 0,02–0,2 mm.
Pro řezání materiálů se používají CO2 lasery o výkonu 600–2000 W, kterými je možno řezat konstrukční ocel až do tloušťky 20 mm, korozivzdornou ocel do tloušťky 10 mm a slitiny hliníku do tloušťky 5 mm. Pro přesnější řezy s menší šířkou řezné spáry se používají Nd:YAG lasery o výkonu 100–1000 W, kterými lze řezat konstrukční ocel do tloušťky 6 mm, korozivzdornou ocel do tloušťky 3 mm a slitiny hliníku do tloušťky 2 mm. Laserem můžeme řezat např. titan, oceli s nízkým obsahem uhlíku a korozivzdorné oceli.
Svařování a pájení
Svařování laserem má mnoho výhod, které nelze dosáhnout žádnou jinou technikou.
Výhody svařování jsou:
- vysoká rychlost svařování
- malé tepelné ovlivnění místa svaru
- možnost provedení svaru i při přístupu pouze z jedné strany
- malé nároky na jakostní povrch svařovaných součástí
- vysoká pevnost svaru.
Svařování materiálů laserem může být:
-
Vedením tepla – vzniklá tepelná energie se v materiálu šíří vedením, svary jsou široké a ploché.
-
Hloubkové – při překročení určité intenzity přívodu tepla pronikne paprsek hluboko do materiálu, který se roztaví a částečně odpaří, svary jsou úzké a hluboké.
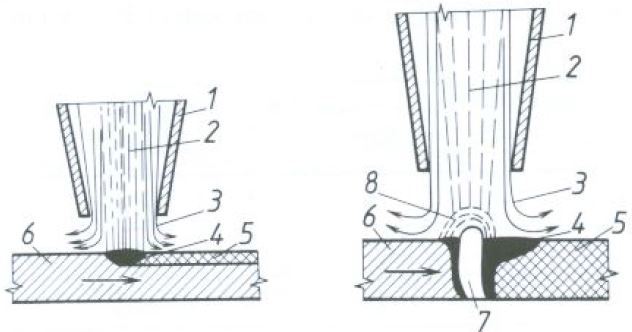
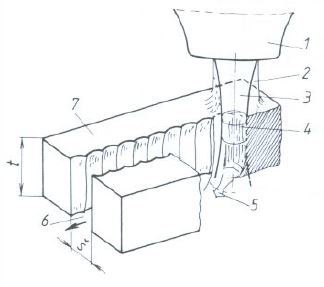
Obr. 7: Způsoby svařování materiálů laserem
a) vedením tepla, b) hloubkové
1 – pracovní hlava laseru, 2 – paprsek laseru, 3 – asistentní plyn, 4 – roztavený materiál, 5 – svar, 6 – obrobek, 7 – parní kanál, 8 - plazma
Při výstupním výkonu laseru 5 kW jsou obecně dosažitelné hloubky svaru 6 – 7 mm, při výkonu 10 kW je to 15 – 20 mm.
Při svařování laserem se většinou nepoužívá žádný přídavný materiál.
Svařovat lze všechny materiály svařitelné konvenčními metodami, včetně titanu, niobu, hliníku, zlata apod. Výhodou svařování laserem je menší tepelné ovlivnění okolí svaru. Svařování lze provádět CO2 lasery i Nd:YAG lasery. Při svařování karoserie automobilu Nd:YAG laserem, pracovní hlava je umístěna na ruce robota a přenos paprsku z laseru do pracovní hlavy je realizován optickými vlákny. Pro ruční svařování můžeme též použít laser.
Pájení
Provádí se tak, že paprsek laseru taví pájecí pastu nanesenou předem do místa spoje. Pro pájení se používají lasery o menším výkonu.
Tepelné zpracování
Je charakterizováno krátkou dobou ohřevu, malým objemem ohřátého materiálu a při kalení není nutné používat chladící médium. Pracovní podmínky se regulují změnou parametrů záření laseru a rychlostí pohybu svařovaných součástí.
Metody tepelného zpracování jsou založeny na:
-
ohřevu materiálu – žíhání, kalení a popouštění,
-
tavení materiálu povrchu součásti – tepelné zpevnění s natavením a amorfizace povrchu,
-
odpařování materiálu - rázové zpevnění založené na mechanismu vypařování.
Pro tepelné zpracování materiálů se používají převážně CO2 lasery se speciální optikou, může také použít Nd:YAG lasery.
Nanášení ochranných a otěruvzdorných povlaků
Nanášený materiál (kovy, keramika apod.) je přiváděn do paprsku laseru ve formě prášku nebo drátu, zde se taví a nanese na povrch součásti, kde ztuhne. Vznikají pásy naneseného materiálu, které se vzájemně překrývají. Povlak může být vytvořen též reakcí nataveného materiálu s plynem přiváděným do místa ohřevu, nebo může být na povrch obrobku předem nanesen vhodný materiál (tvořící povlak) a následně paprskem laseru roztaven. Nanesený povlak může být tloušťky až 1 mm. Povlak vytvořený laserem má dobrou přilnavost k povrchu obrobku a nemá žádné trhliny. Povlaky lze nanášet na různé materiály a i na velmi složitě tvarované součásti. Pro nanášení povlaků se používají CO2 lasery o výkonu 5 kW, rychlost nanášení 20 – 100 cm2 za minutu.
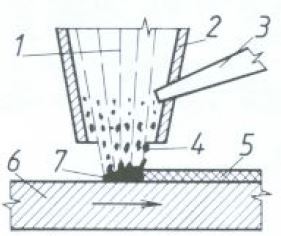
Obr. 8: Princip nanášení povlaků laserem
1 – paprsek laseru, 2 – pracovní hlava, 3 – přívod nanášeného materiálu, 4 – roztavený nanášený materiál, 5 – nanesený materiál, 6 – obrobek, 7 - tavenina
Vrtání
Vrtání děr (malých průměrů) laserem probíhá v pulzním režimu, kdy laser vysílá jednotlivé pulzy o vysoké intenzitě záření. Laserem lze vrtat těžkoobrobitelné kovové i nekovové materiály, vrtané díry mohou být kruhové i tvarové. Délka vrtané díry může být až 50 mm.
Pro vrtání se používají:
-
CO2 lasery - pro vyřezávání (kruhových i tvarových) otvorů, nejmenší průměr vyřezávaného otvoru je 5 mm, nejmenší průměr vrtané díry je 0,2 mm.
-
Nd:YAG lasery - pro vrtání děr o menším průměru, nejmenší průměr vrtané díry je 0,025 mm.
V průmyslové praxi se nejvíce využívají Nd:YAG lasery o výstupním výkonu 100–500 W. Doba vrtání závisí na výstupním výkonu laseru a na tloušťce vrtaného materiálu.
Soustružení
Při soustružení obrobků laserem se využívá tří metod:
-
Obrábění s předehřevem – metoda vychází z poznatku, že s rostoucí teplotou obráběného materiálu se mění jeho mechanické vlastnosti, snižuje se pevnost a tvrdost a tím se zlepšuje obrobitelnost. Princip metody spočívá v nasměrování paprsku laseru na obráběnou plochu obrobku bezprostředně před břit řezného nástroje.
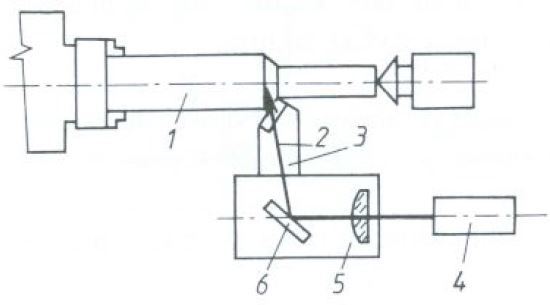
Obr. 9: Obrábění s předehřevem materiálu paprskem laseru před břitem řezného nástroje
1 – obrobek, 2 – paprsek laseru, 3 - řezný nástroj, 4 – laser, 5 – suport soustruhu, 6 - zrcadlo
- Odtavování materiálu s povrchu obrobku – založeno na intenzivním přívodu tepla na povrch obrobku, který se otáčí proti paprsku laseru. Působením tepla se materiál odtavuje a pomocí asistentního plynu je roztavený materiál odstraňován z místa obrábění.
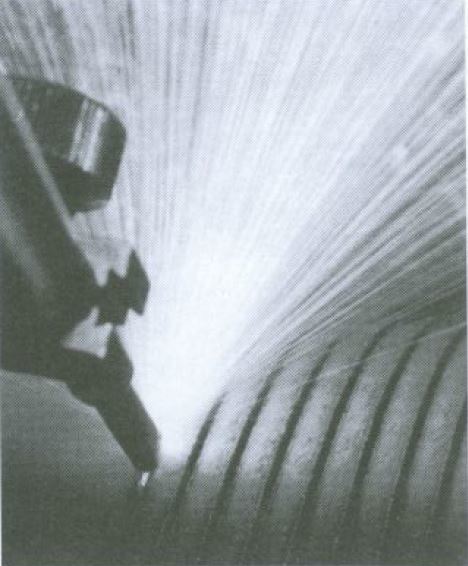
Obr. 10: Odtavování materiálu s povrchu obrobku – soustružení drážek paprskem laseru
- Odřezávání materiálu dvěma různoběžnými paprsky laseru – principem jsou dva nezávislé paprsky laseru vzájemně skloněny pod určitým úhlem, které odřezávají materiál.
Pro soustružení se používají CO2 lasery i Nd:YAG lasery o výstupním výkonu 500 – 2500 W.
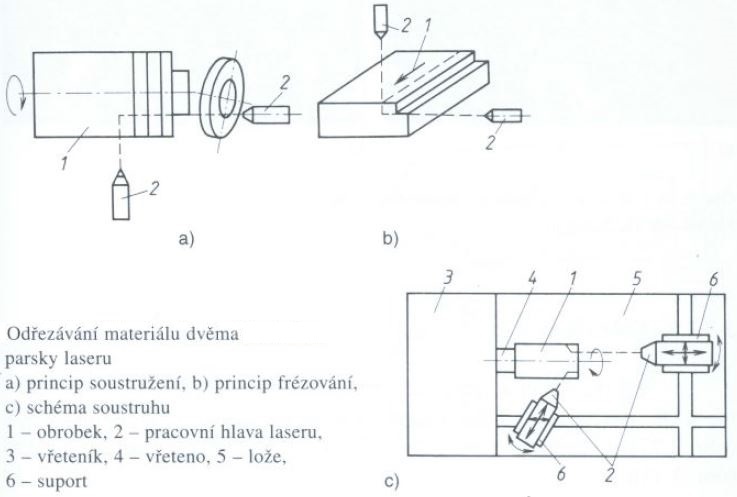
Obr. 11: Odřezávání materiálu dvěma paprsky laseru
Gravírování (mikrofrézování)
Používá se pro vytváření jednoduchých i velmi složitých reliéfů, především do kalených ocelí (např. do forem pro stříkání plastů, zápustek apod.), keramických materiálů, dřeva, gumy aj. Podstatou metody je odpařování materiálu v místě, kde působí paprsek laseru. Pro gravírování do kovových a keramických materiálů se používají především Nd:YAG lasery, pro gravírování do dřeva a gumy se požívají CO2 lasery.
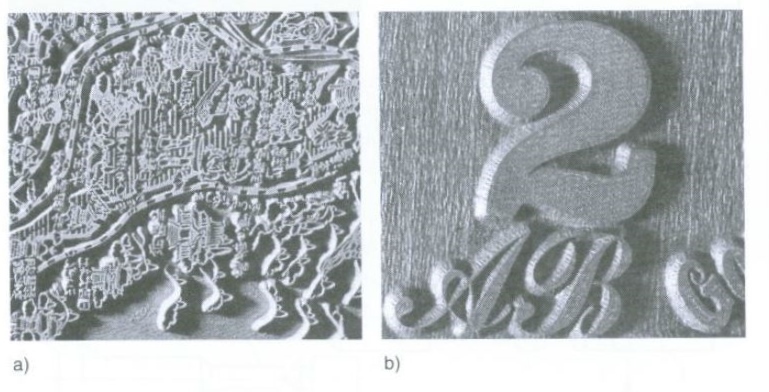
Obr. 12: Příklad gravírování do gumového válce
a) část reliéfu, b) detail
Frézování
Při frézování se používají dva principy již popsané u soustružení, a to:
-
odtavování materiálu z povrchu obrobku
-
odřezávání materiálu dvěma různoběžnými paprsky laseru.
Pro frézování se používají především CO2 lasery a Nd:YAG lasery o stejných výstupních výkonech jako při soustružení. Pracovní parametry jsou při frézování stejné jako při řezání materiálu laserem.
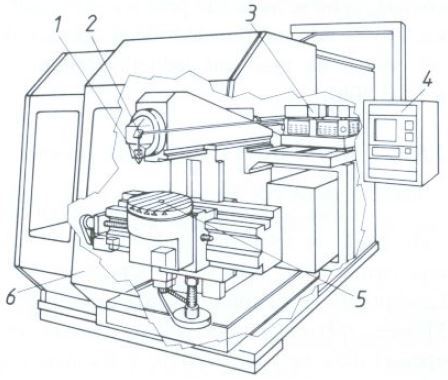
Obr. 13: Frézka s laserem jako obráběcím nástrojem
1- pracovní hlava laseru, 2 – zrcadlo, 3 – laser, 4 – CNC řídicí systém, 5 – pracovní stůl, 6 – kryt pracovního prostoru
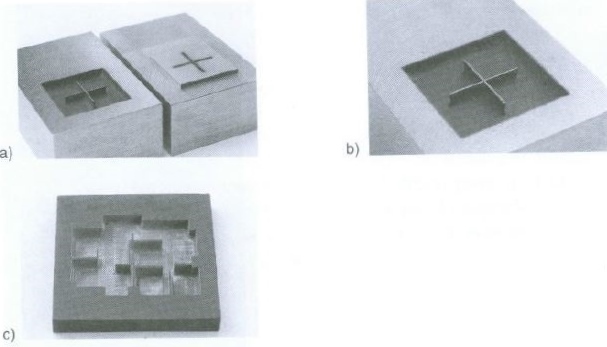
Obr. 14: Obrobky frézované laserem
a) lisovací nástroj, b) detail lisovacího nástroje, c) forma
Výrobní linky
Seskupením strojů využívajících laserové technologie získáme buď několik pracovišť napojených na jeden laser nebo může mít každý stroj samostatný laser. Nd:YAG laser můžeme napojit na více pracovišť, k nimž je paprsek laseru veden pomocí vláknové optiky. Výstupní výkon laseru může být buď rozdělen rovnoměrně na každé pracoviště, nebo je na každé pracoviště přiváděn plný výkon vždy v okamžiku, kdy se zde má provádět daná operace. U CO2 laserů může být paprsek veden na pracovní jednotky automaticky přestavovanými zrcadly.
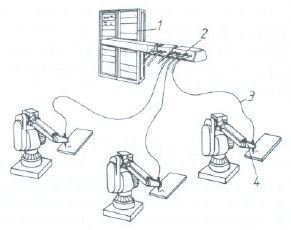
Obr. 15: Výrobní linky – více pracovišť napojených na jeden laser
1 – laser, 2 – dělení paprsku, 3 – optická cesta (vedení paprsku do pracovní hlavy), 4 – výrobní pracoviště
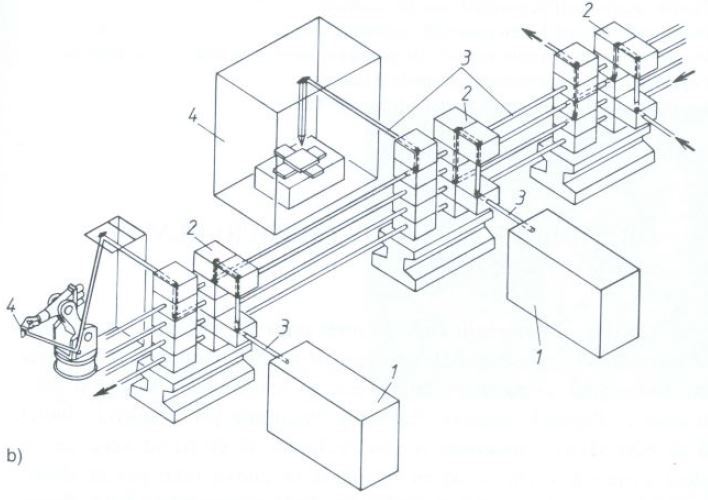
Obr. 16: Výrobní linky – více laserů napojených na různá výrobní pracoviště
1 – laser, 2 – dělení paprsku, 3 – optická cesta (vedení paprsku do pracovní hlavy), 4 – výrobní pracoviště
Laserové technologie a jejich uplatnění v průmyslu:
- zpracování plechů (řezání, svařování, vrtání a ohýbání),
- obrábění (řezání drážek, obrábění dutin, vrtání, obrábění s předehřevem, popisování, dělení třísek, odhrotování, soustružení, frézování a mikrofrézování),
- tepelné zpracování (kalení, žíhání, popouštění, zpevnění s natevením, amorfizace povrchu a rázové zpevnění),
- povrchové úpravy (nanášení různých druhů povlaků a sycení povrchu legujícími prvky, leštění povrchů, vytváření textur),
- technologie Rapid Prototyping,
- měření (délek, tvaru, polohy obrobku, počítání počtu vyrobených kusů, měření jakosti povrchu),
- renovace opotřebovaných součástí a nástrojů - navařováním,
- vyvažování součástí (úběr materiálu součástí v předem daném místě),
- měření stavu napjatosti součástí - holografie,
- dálkové řízení strojů,
- měření stavu opotřebení činné části nástroje,
- analýza chemického složení materiálů,
- vytváření textů na nedabovaných filmech,
- vytváření dekorací na skleněných předmětech,
- renovace starých uměleckých děl - čištění,
- výzkum termojaderné fúze vyvolané laserem.
Lasery se používají v celé řadě dalších oborů: ve spojovací technice, při výrobě tištěných spojů, pro kalibraci odporů v elektrotechnice, v kombinaci s lisem tzv Laserpress, v astronomii, měřící technice, v lékařství na různé operační zákroky, ve stomatologii, v kosmetice aj. Známé jsou též laserové tiskárny, přehrávače kompaktních disků a světelné efekty na diskotékách a při slavnostních příležitostech.
Základní předností laserových technologických operací je možnost opracování bez mechanického kontaktu s výrobkem, možnost opracování obtížně přístupných částí obrobku a technologické zpracování těžkoobrobitelných materiálů.
Obsluha musí být řádně vyškolena a musí se pravidelně podrobovat lékařské prohlídce. Při práci s lasery jsou rizikovými faktory zejména záření (nebezpečí zasažení oka nebo pokožky), existence plazmy a při opracování některých materiálů (zejména plastů) vznik jedovatých plynů a par.




{kind=link}
{kind=link}
{kind=link}