Přímá výroba součástí – technologie RAPID PROTOTYPING
Zahrnuje všechna technická, metodická a organizační opatření, která vedou od formulace požadavků na výrobek až k jeho výrobě.
Cílem je rychlé zavádění nových výrobků na trh, ověření reakce zákazníka na nový výrobek, ověření různých variant výrobku, podrobné a rychlé ověření (simulace) funkce výrobku, ověření snadnosti a postupu montáže výrobku.
Systém je založen na využití výpočetní techniky s cílem zkvalitnit a zrychlit proces: vývoj – příprava výroby – výroba – montáž – nabídka na trh. Využívá se počítačem podporovaný návrh a konstrukce výrobku (CAD), počítačem řízená výroba (CAM) a technologické metody přímé výroby součásti.
Celý systém obsahuje řešení následujících úkolů:
-
konstrukce výrobku
-
pevnostní výpočet
-
simulace funkce
-
výroba prototypu
-
vytvoření souboru dat pro řízení CNC obráběcích strojů
-
postupy pro montáž
-
pokyny pro údržbu a servis.
Základem systému je vytvoření prostorového modelu součásti na počítači, což se provádí v 3D grafice v CAD systémech, umožňující:
-
rychlé vytvoření komplexní geometrie tvaru a rozměrů výrobku, které jsou popsány jednoznačně a mohou být reálně zobrazeny a vyhodnoceny na obrazovce monitoru počítače,
-
automatické vytvoření libovolných řezů a pohledů na vyráběnou součást,
-
podrobit vytvořené údaje důkladnému opakovanému prověření a provést potřebné úpravy bez nutnosti konstruovanou součást vyrábět,
-
vytvořit model pro výpočet a optimalizaci pevnostního řešení výrobku metodou konečných prvků,
-
vytvořit a ověřit různé konstrukční varianty výrobků (bez nutnosti jejich výroby),
-
simulovat v prostoru na obrazovce monitoru kinematiku (to je pohyb) jednotlivých částí navrhovaného stroje a testovat možnost vzniku kolizí,
-
provést studii zastavěné plochy a způsobu montáže výrobku nebo stroje,
-
použít vytvořená data pro technologii Rapid Prototyping,
-
sestavit programy pro řízení obráběcích strojů,
-
simulovat na obrazovce monitoru proces obrábění součásti, včetně optimalizace pohybů nástroje a navrhnout optimální řezné podmínky,
-
návrh forem, přípravků a nástrojů pro výrobu součásti,
-
vytvořit údaje pro zpracování objednávky materiálu, sestavit předpis pro montáž a servis.
Simulace
Je zde chápana jako zobrazení dynamického chování modelu výrobku na obrazovce monitoru počítače a jeho srovnání s chováním skutečného výrobku v praxi. Simulace má umožnit provedení experimentů na počítačovém modelu, aniž by se musel vyrábět skutečný výrobek.
V oblasti výrobní techniky se rozlišuje:
-
Průběžná simulace – popisující časové a kapacitní chování konstrukčního systému.
-
Simulace pohybů systému v prostoru – představuje prostorové zobrazení kinematických závislostí a účinků mezi jednotlivými členy konstrukčního celku.
-
Metoda konečných prvků – jedná se o simulaci mechanického chování struktury výrobku při jeho zatížení silovém, tepelném, elektrickém, magnetickém, aerodynamickém apod.
Charakteristickým rysem všech výrobních metod Rapid Prototyping je rychlá výroba modelu, funkčního vzorku a prototypu přímo na základě souborů dat vytvořených při modelování výrobku v prostoru na počítači, bez použití forem, zápustek, lisovacích a řezných nástrojů. U technologií Rapid Prototyping se výroba součásti provádí „postupným přidáváním materiálu po vrstvách“, na rozdíl od obrábění řeznými nástroji, kde se výroba součásti realizuje postupným odebíráním materiálu ve tvaru třísek.
Postup při výrobě součásti technologiemi Rapid Prototyping je následující:
-
Na počítači se vytvoří prostorový model výrobku.
-
Pomocí speciálního programového vybavení se vytvoří příčné řezy součásti v rovinách vzdálených od sebe 0,05–0,2 mm podle tvaru a požadované přesnosti rozměrů výrobku.
-
Získaná data slouží pro řízení vlastního výrobního zařízení (až do tohoto okamžiku jde o počítačové zpracování).
-
Výroba součásti.
Rapid Prototyping metoda:
-
stereolitografie
-
lepení vrstev – LOM
-
vytvrzování vrstev – SGC
-
selektivní slinování materiálu laserem – SLS
-
nanášení vrstev roztaveného materiálu – FDM
-
nanášení vrstev materiálu tryskou – MJS
-
nanášení materiálu více tryskami – M-J-M
-
přímá výroba z prášku – DSPC
-
nanášení kapek materiálu – MM 3D P, BPM.
Stereolitografie
Jedná se o vytvrzování tenkých vrstev fotopolymeru, který je citlivý na UV záření, paprskem vhodného laseru. Dle informací o tvaru a rozměrech příčných řezů jednotlivými rovinami jsou vypočítávány řídící údaje, jimiž je ovládán pohyb paprsku laseru nad horní plochou lázně tekutého fotopolymeru. Součást je vytvářena na nosné desce umístěné na počátku výrobního procesu těsně pod hladinou lázně fotopolymeru. Po vytvrzení (po osvícení) jedné vrstvy se nosná deska ponoří o tloušťku vrstvy hlouběji do lázně a začne se vytvářet další vrstva. Aby se vyrovnaly nepřesnosti vzniklé nanášením fotopolymeru, je nutné před osvitem každé vrstvy přejet hladinu tzv. stěračem.
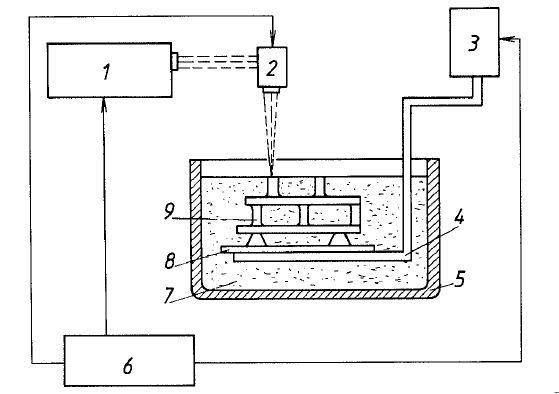
Obr. 1: Zařízení pro stereolitografii – princip
1 – laser, 2 – pracovní hlava laseru, 3 – systém pro posuv nosné desky, 4 – nosná deska, 5 –pracovní vana, 6 – CNC řídicí systém, 7 – fotopolymer, 8 – podložka, 9 – vyráběná součást

Obr. 2: Příklady výroblů vyrobených metodou stereolitografie
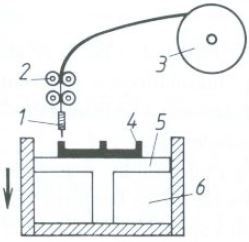
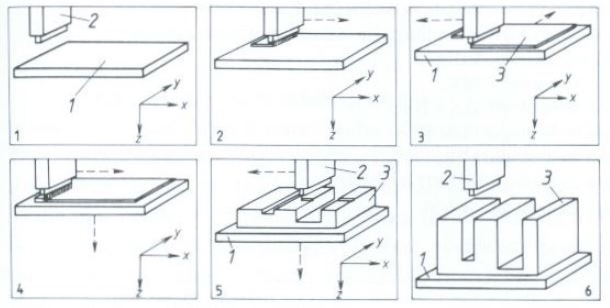
Lepení vrstev – LOM (Laminated Object Manufacturing)
Metoda spočívá ve vyřezávání tvarů jednotlivých vrstev ze speciální fólie laserem a jejich postupném vrstvení nalepováním na sebe. Součást je vytvářena na svisle se pohybující nosné desce. Na již nanesenou vrstvu se přetáhne fólie opatřená tenkou vrstvou polyetylenu, ta se systémem vyhřívaných válců přitlačí, čímž dojde ke slepení obou vrstev. Paprskem laseru je vyřezán požadovaný obrys vytvářené vrstvy, přebytečná odříznutá fólie se odstraní. Nosná deska se sníží o tloušťku fólie a postup se opakuje až do vytvoření celé součásti. Vyrobené součásti mají stejné vlastnosti, jako by byly vyrobeny ze dřeva.
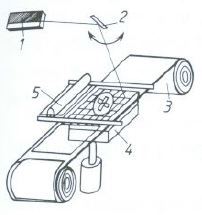
Obr. 3: Princip technologie LOM
1 – laser, 2 – zrcadlo, 3 – role fólie, 4 – podložka, 5 – vyhřívané přítlačné válce
Vytvrzování vrstev – SGC (Solid Ground Curing)
Princip této metody je založen na vytváření součásti po vrstvách vytvrzováním fotopolymerů. Celá vrstva je vytvářena najednou, to je na jedno osvícení UV lampou. Osvícení se provádí přes negativní masku, kterou nejčastěji tvoří skleněná destička, na které je vyznačen tvar právě vytvářené vrstvy. Osvícený fotopolymer ztuhne, neosvícený tekutý je odsán a vzniklý meziprostor mezi stěnami je vyplněn voskem. Následně je povrch vytvářené vrstvy ofrézován na požadovanou výšku a tím je připraven pro vytvoření další vrstvy. Vosková výplň zůstane v dutinách vytvářené součásti jako podpůrná konstrukce až do konce procesu vytváření, pak je odstraněna.
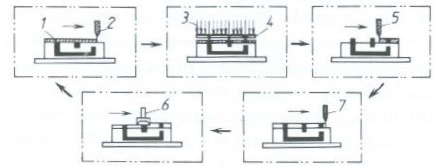
Obr. 4: Princip technologie SGS
1 – obrobek, 2 – nanášený fotopolymer, 3 – vytvrzování fotopolymeru osvitem UV zářením, 4 – negativní maska, 5 – odstranění přebytečného fotopolymeru, 6 – fréza, 7 – nanášení vrstvy vosku
Selektivní slinování materiálu laserem – SLS (Selective Laser Sintering)
Princip spočívá ve vytváření vrstev nanášením materiálu ve formě prášku a jeho následným slinováním paprskem laseru. Můžeme vytvářet vrstvy od tloušťky 0,1 mm do několika desetin milimetru. Nanášený materiál je uložen v zásobníku vedle vlastní pracovní komory. Do pracovní komory je dopravován systémem válců, tam je ohříván na teplotu několika stupňů pod jeho bodem tání, osvícen paprskem CO2 laseru a tím je slinována požadovaná plocha právě vytvářené vrstvy. Proces probíhá pod ochranným plynem. Výhodou je možnost zpracovávat více druhů různých materiálů. Můžeme vyrábět součásti z polyamidu, z termoplastů plněných skelnými vlákny, z polykarbonátu, z polystyrenu, ze speciálních nízkotavitelných niklových bronzů a z polyamidem povlečených zrn ocelových prášků.
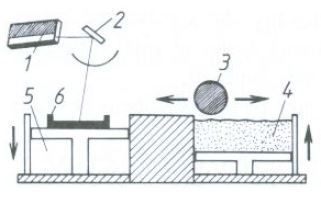
Obr. 5: Princip technologie SLS
1 – laser, 2 – zrcadlo, 3 – válec pro dopravu prášku materiálu obrobku, 4 – zásobník prášku, 5 – pracovní komora, 6 – vyráběná součást
Nanášení vrstev roztaveného materiálu – FDM (Fused Deposition Modelling)
Součást je vytvářena postupným vrstvením materiálu, který vychází z trysky pohybující se nad pracovním prostorem. Materiál přiváděný ve tvaru drátu je v trysce ohříván na teplotu asi 1 °C nad teplotou tání, při styku s vytvářeným povrchem tento roztavený materiál tuhne a vytváří požadovanou vrstvu. Cyklus je řízen počítačem. Můžeme vytvářet součásti z polyamidu, polyetylenu a nebo vosku.
Obr. 6: Princip technologie FDM
1 – tryska, 2 – systém podávání drátu, 3 – zásobník drátu, 4 – obrobek, 5 – nosná deska, 6 – pracovní komora
Nanášení vrstev materiálu tryskou – MJS (Multiphase Jet Solidification)
Princip spočívá v zahřáti materiálu, ze kterého má být součást vyrobena a v postupném nanášení vrstev materiálu tryskou. V zásobníku je materiál ve formě prášku, buď čistého kovu, keramiky nebo směsi kovu, případně keramiky s vhodným pojivem. Zahřívá se na teplotu, při které vytváří nízkoviskózní fázi, a pístovým systémem je vytlačen skrz ohřívanou trysku. Při styku s materiálem vyráběné součásti tuhne a vytváří tak požadovanou vrstvu. Tato metoda umožňuje vyrábět součásti z ušlechtilých ocelí, titanu, siliciumkarbidu, kysličníku hliníku apod.
Nanášení materiálu více tryskami – M-J-M (Multi-Jet-Modeling)
Princip spočívá v nanášení jednotlivých vrstev termopolymeru pomocí speciální tlakové pracovní hlavy. Tlaková pracovní hlava má 96 trysek uspořádaných rovnoběžně vedle sebe. Množství nanášeného materiálu je u každé trysky řízeno samostatně programem. Model se vytváří na zvláštní nosné desce. Je-li obrobek širší než pracovní hlava, posune se hlava do strany tak, aby se součást vytvořila úplně. Velký počet trysek zaručuje rychlé a rovnoměrné nanášení materiálu.
Obr. 7: Princip technologie M-J-M
1 – nosná deska, 2 – tlaková hlava, 3 – vyráběná součást
Přímá výroba z prášku – DSPC (Direct Shellt Production Casting)
Princip spočívá ve vytváření vrstev nanášením keramického prášku spojovaného tekutým pojivem a jeho následným slinováním paprskem laseru. Výchozí materiál (keramický prášek) je spojován tekutým pojivem. Nanášení pojiva se provádí pomocí Ink-Jet tryskové hlavy, jejíž pohyb je řízen počítačem.
Nanášení kapek materiálu – MM 3D P (Model Maker 3D Plotting), BPM (Balistic Particle Manufacturing)
Využívá se zde princip inkoustových tiskáren používaných např. u počítačů. Tato technologie je založena na tlakovém nanášení materiálu (termoplastu) ve formě kapek a jejich následném vytvrzení. Nanášení materiálu se děje tak, že jednotlivé malé kapky materiálu jsou vystřelovány z tlakové hlavy na pracovní plochu a tam bezprostředně po dopadu tuhnou. Cíleným nanášením dalších kapek na již nanesený materiál se vyrobí celá součást. Rozdíl mezi oběma metodami je v tom, že technologie MM 3D P pracuje se dvěma tlakovými hlavami, přičemž jedna nanáší materiál a druhá ho tvaruje, zatímco technologie BPM pracuje pouze s jednou tlakovou hlavou, která má pět stupňů volnosti.
- ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 - 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
Obrázky:
- Obr. 1, 2, 3, 4, 5, 6, 7: ŘASA, Jaroslav, Přemysl POKORNÝ a Vladimír GABRIEL. Strojírenská technologie 3 - 2. díl. 2. vyd. Praha: Scientia, 2005, 221 s. ISBN 80-718-3336-3.
- Pokud není uvedeno jinak, autor obrázků je Bc. Martin Krbec, DiS.
Video:
- Autorem videa je Bc. Martin Krbec, DiS. (natočeno ve společnosti ELZACO spol. s r.o. Šumperk)
Tyto otázky jsou vhodné i pro žáky ZŠ
- Co víte o přímé výrobě součástí?
- Jaké řešení úkolů celý systém obsahuje?
- Co je základem systému?
- Co je simulace?
- Co se rozlišuje v oblasti výrobní techniky?
- Jak probíhá postup při výrobě součástí technologiemi RAPID PROTOTYPING?
- Jaké jsou metody RAPID PROTOTYPING?
- Co víte o stereolitografii?
- Co víte o lepení vrstev?
- Co víte o vytvrzování vrstev?
- Co je selektivní slinování materiálu laserem?
- Co víte o nanášení vrstev roztaveného materiálu?
- Jak se provádí nanášení vrstev materiálu tryskou?
- Jak se provádí nanášení materiálu více tryskami?
- Co víte o přímé výrobě z prášku?
- Co víte o nanášení kapek materiálu?
Otázky pro žáky SŠ
- Jak probíhají procesy přímé výroby součástí?
- Jaké řešení úkolů celý systém obsahuje?
- Co je základem systému?
- Co je simulace?
- Co se rozlišuje v oblasti výrobní techniky?
- Jak probíhá postup při výrobě součástí technologiemi RAPID PROTOTYPING?
- Jaké jsou metody RAPID PROTOTYPING?
- Co je stereolitografie?
- Jak probíhá proces lepení vrstev?
- Jak probíhá proces vytvrzování vrstev?
- Jak se provádí selektivní slinování materiálu laserem?
- Jak probíhá proces nanášení vrstev roztaveného materiálu?
- Jak se provádí nanášení vrstev materiálu tryskou?
- Jak se provádí nanášení materiálu více tryskami?
- Jak probíhá proces přímé výroby z prášku?
- Jak probíhá proces nanášení kapek materiálu?