Výkres trubky
Výkresy prostorově ohýbaných trubek pro hydrauliku a různá rozvodná potrubí patří k těm, jejichž kreslení klade poměrně vysoké nároky na představivost konstruktéra. Není jednoduché zvolit vhodné pohledy, které by dostatečně jasně dokumentovaly prostorový tvar trubky na dvourozměrném výkrese. Tvar trubky, jejíž výkres zhotovíme v této lekci, ukazují následující obrázky.
Obr. 1: Trubka - pohled přední

Obr. 2: Trubka - pohled zadní
I když to není na první pohled zřejmé, na obou předchozích obrázcích je tatáž trubka. Představu o rozměrech a prostorovém způsobu ohýbání si můžeme udělat na základě dalšího obrázku.
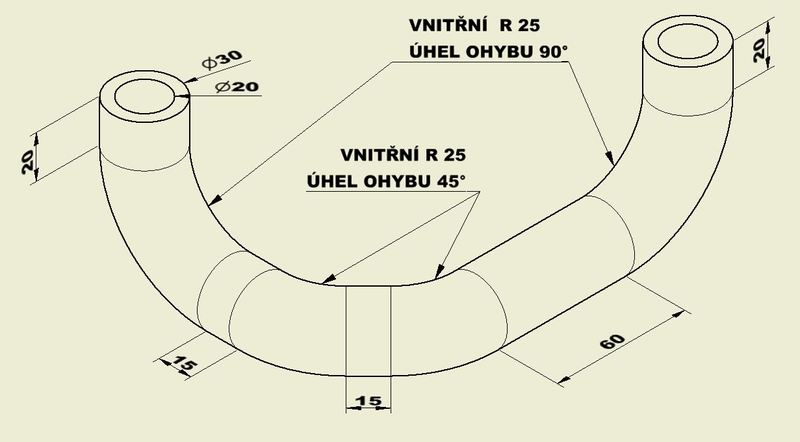
Obr. 3: Trubka - konstrukční rozměry
Volba vyobrazení trubky
V případě prostorově složitých dílů se před volbou pohledů vyplatí zvolit souřadný systém, do kterého součást umístíme. Zvolené pohledy pak budou buď průměty součásti do souřadných rovin, nebo do rovin, jejichž polohu vzhledem k souřadnému systému dokážeme definovat. Prohlédneme-li si předchozí schematický obrázek, zjistíme, že trubka je postupně ohýbána ve třech na sebe kolmých rovinách. Zvolíme-li souřadný systém dle dalšího obrázku a půjdeme-li zleva, je první ohyb v rovině svislé (z-x), další dva jsou v rovině vodorovné (x-y) a poslední ohyb je opět v rovině svislé (y-z), která je kolmá k oběma předchozím.

Obr. 4: Trubka - volba souřadného systému
Protože délky rovných úseků a úhly ohybu se jeví nezkreslené pouze při pohledu kolmo na ně, je možné je kótovat pouze v těchto kolmých zobrazeních. V našem případě tedy potřebujeme nakreslit trubku ve třech pohledech, které budou kolmými pohledy na roviny x-y, y-z a x-z. (pohledy ve směrech souřadných os x, y a z). Uspořádání pohledů pak bude například toto:
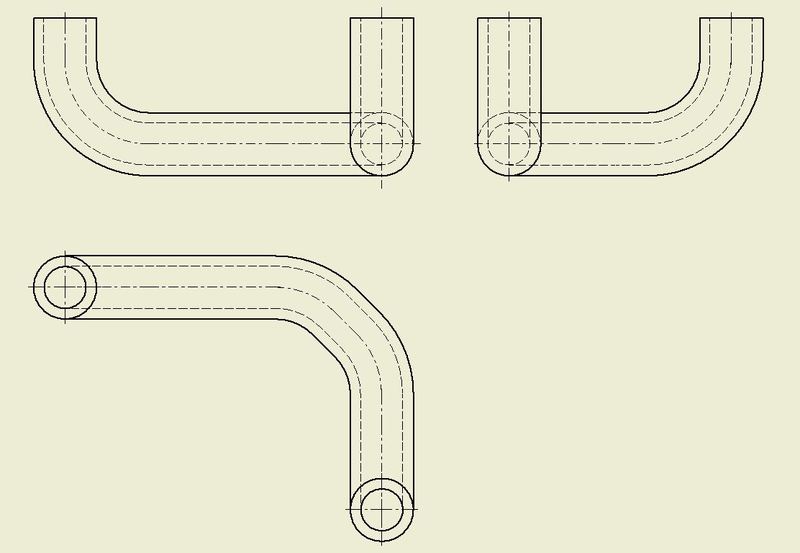
Obr. 5: Trubka - rozmístění pohledů na výkrese
Vytvořit a správně nakreslit tyto pohledy bez využití 3D zobrazení vyžaduje velmi dobrou prostorovou představivost a značnou praxi v tvorbě technické 2D dokumentace. Rovněž opačný postup – umožňující představit si prostorový tvar trubky na základě 2D výkresů je podmíněn dostatečnou praxí.
Požadavky na funkci, technologie výroby
Trubka je obvykle součástí nějakého potrubí. Konce trubky bývají opatřeny různými prvky umožňujícími spojování s trubkami sousedními. Tyto prvky (příruby, šroubení atd.) se nejčastěji na trubku přivaří nebo připájí. Z tohoto důvodu není obvykle nutné konce trubek zvlášť přesně obrábět. V našem případě budeme předpokládat, že na oba konce trubky bude přivařeno šroubení. Konec trubky bude pouze uřezán a začištěn a zbytek trubky zůstane neobrobený. Jako polotovar zvolíme za studena taženou přesnou trubku podle ČSN 42 6711. Ohyby zhotovíme pomocí vhodné ohýbačky. Pro ohýbání je nutné, aby polotovar byl dostatečně dlouhý, protože ohýbáním není možné obecně zhotovovat příliš krátké a rovné koncové úseky (v našem případě délky jen 20mm). Proto polotovar necháme mírně delší a koncové rovné úseky zařízneme na míru 20mm až po ohnutí. Skutečnou délku napřímené trubky počítáme podle postupu známého ze strojírenské technologie.
Kótování a vyplnění rohového razítka, podoba hotového výkresu
Kótování ohýbaných výrobků má svoje specifika. Především je zvykem na výkresech kreslit rozvinutý tvar výrobku před ohnutím a kótovat míry potřebné pro zhotovení tohoto rozvinutého tvaru. Je-li polotovar a jeho rozvinutý tvar jednoduchý (náš případ), stačí uvést na výkrese jeho velikost (délku) a to nejlépe formou poznámky nad rohovým razítkem. Zhotovení přesného tvaru trubky ohýbáním je jen těžko dosažitelné s pomocí standartních technologií ohýbání. Použijeme tedy kótování řetězcem jednotlivých délkových a úhlových kót. Nepřesnost celkových rozměrů daná tímto způsobem kótování nám v tomto případě nevadí vzhledem k tomu, že použitá technologie je také nepříliš přesná. Z důvodu těchto nepřesností uvedeme na výkrese i orientační celkové rozměry trubky po ohnutí (kóty uvedeny v závorkách). Pokud jde o hodnoty drsnosti povrchu, je situace poměrně jednoduchá. Vnější i vnitřní povrch trubky zůstává neobroben, takže stačí předepsat drsnost na čelních plochách. Tyto jsou uříznuty, takže odpovídající drsnost by mohla mít hodnotu Ra 12,5. Při předpisu délky polotovaru nezapomeneme přidat technologický přídavek potřebný pro ohýbání vzhledem ke krátkému přímému úseku na konci trubky. Hotový výkres trubky by pak mohl vypadat tak, jak ukazuje další obrázek.
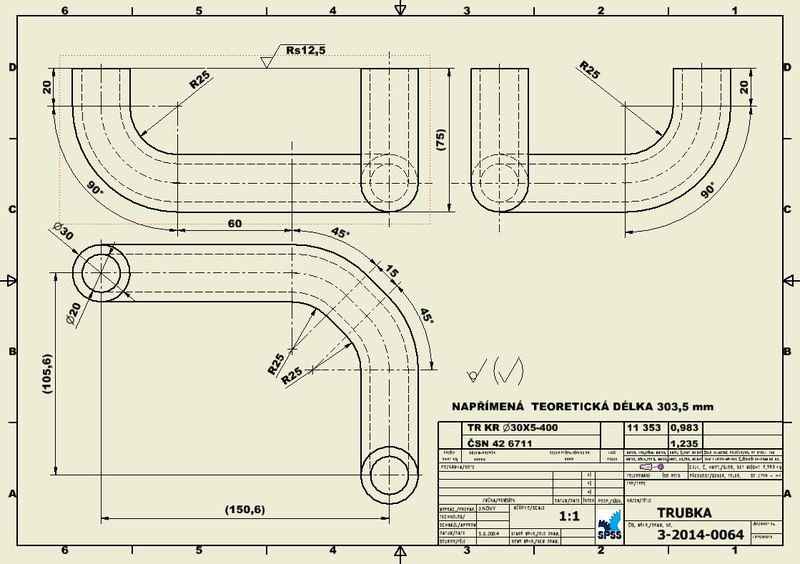
Obr. 6: Trubka - konečná podoba výkresu