Výkres víčka převodovky
V předchozí lekci jsme vytvořili výkres hřídele, která je velmi častou strojní součástí. Hřídele jsou ve většině případů uloženy ve skříních, ze kterých u hřídelí vstupních a výstupních vždy vyčnívá část hřídele určená k propojení s motorem nebo hnaným zařízením. Ložiska těchto vyčnívajících konců jsou obvykle kryta průchozím víčkem, které slouží k axiálnímu ustavení ložiska a také k uložení hřídelového těsnění různého typu. Hřídele vložené a druhý (nevystupující) konec hřídelí hnacích a hnaných je ve skříni překryt víčkem neprůchozím, které obvykle slouží pouze k uzavření skříně a v případě vložených hřídelí i k axiálnímu vymezení polohy ložiska. Uložení všech typů víček musí být utěsněno, aby nemohlo docházet k úniku maziva z převodové skříně. V této lekci zhotovíme výkres typického průchozího víčka hnané nebo hnací hřídele podle následujících obrázků, které ukazují umístění víčka na skříni převodovky a detail uložení vyčnívajícího konce vstupní hřídele.
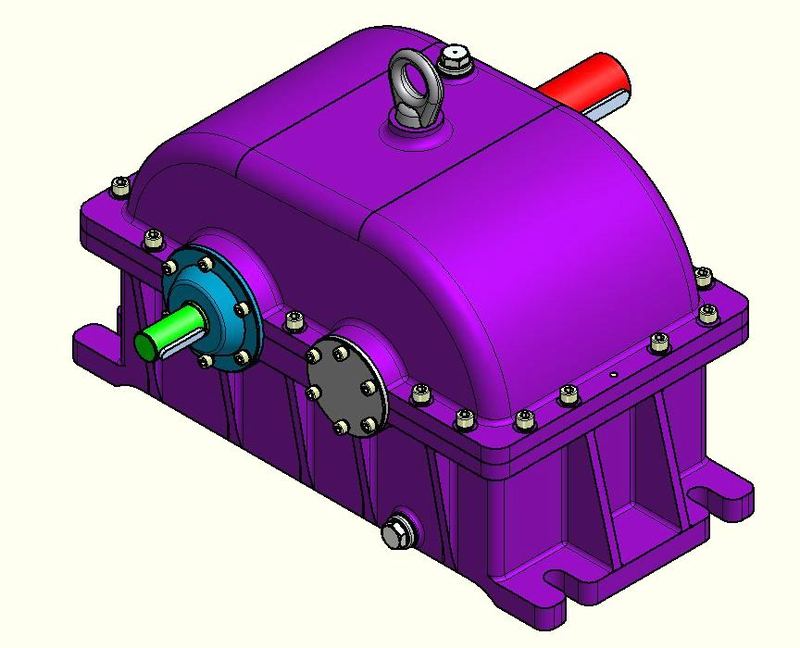
Obr. 1: Převodovka - celková sestava dvoustupňové čelní převodovky

Obr. 2: Převodovka - detail konstrukčního uspořádání uložení vstupní hřídele
Rozměry víčka vychází z rozměrů ložiska, těsnění a výstupního konce hřídele. Pro naše účely budeme vycházet z rozměrů podle dalšího obrázku. Nezobrazené rozměry, které nejsou dány obrázkem, rozměry ložiska, těsnění a použité matice KM7 dle ČSN 02 3630 vhodně zvolíme.
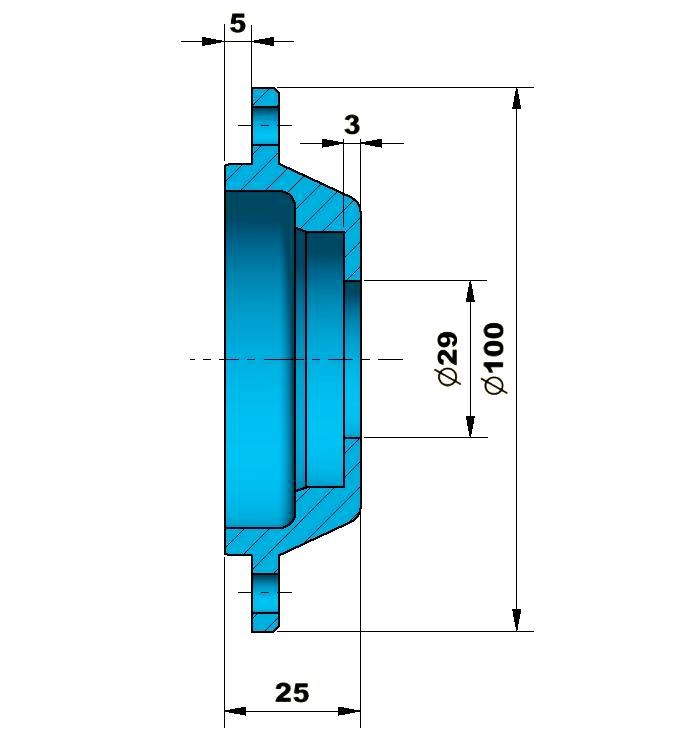
Obr. 3: Víčko převodovky - konstrukční rozměry
Volba způsobu zobrazení víčka na výkrese
Víčko je rotační součást, na které je vyrobeno šest otvorů pro upevňovací šrouby. Volba pohledů je tedy vcelku jednoduchá. Všechny rozměry víčka kromě otvorů lze okótovat v osovém řezu. Polohu otvorů definujeme pak v půdoryse, který bude základním pohledem. Malé prvky můžeme podle potřeby zakótovat ve zvětšeném detailním pohledu. Uspořádání hlavních pohledů na výkrese může být například podle dalšího obrázku. Vzhledem k velikosti víčka a zvolenému zobrazení volíme výkres formátu A3 (297x420 mm).
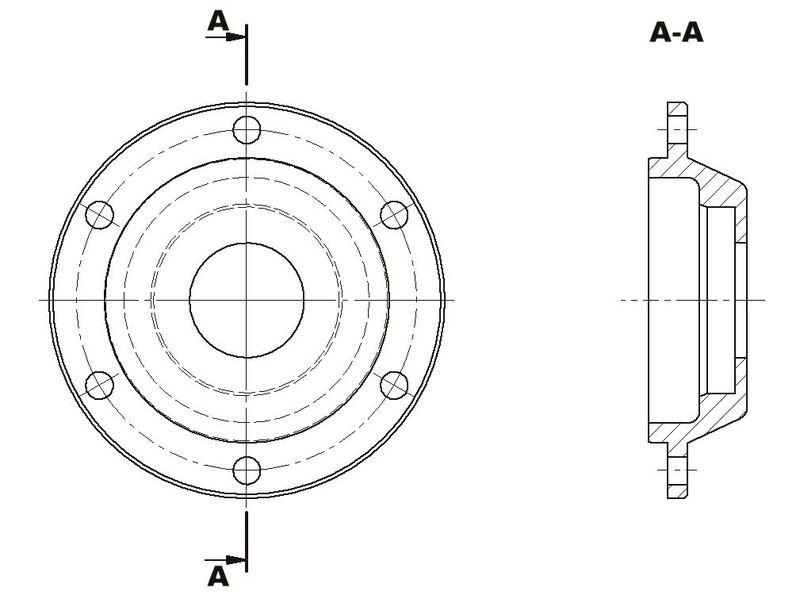
Obr. 4: Víčko převodovky - uspořádání pohledů na výkrese
Požadavky na funkci jednotlivých tvarových prvků a technologie výroby
Požadavky na funkci víčka byly již popsány v úvodním odstavci této lekce. Víčko uzavírá skříň převodovky a brání úniku maziva (oleje). Těsnící plochy jsou celkem dvě. Vystupující hřídel je těsněna speciálním těsněním typu GUFERO podle ČSN 02 9401. Tato norma stanovuje i potřebné rozměry a tolerance úložného prostoru pro těsnění. Druhou těsnící plochou je dosedací plocha víčka. Dosedací plochy se v dnešní době těsní většinou pomocí speciálních plastických tmelů nanášených v potřebném množství při montáži přímo na dosedací plochu. Tyto tmely většinou nevyžadují příliš přesné obrobení dosedacích ploch, a šetří tak náklady na jejich výrobu. Druhou funkcí víčka je axiální vymezení polohy ložiska a tím i hřídele, na které je upevněno. Polohu ložiska vymezuje odskok na spodní straně víčka. Velikost tohoto odskoku musí být dostatečně přesná a musí zajistit, že víčko se vždy opře o ložisko. Z tohoto důvodu je vhodné délku odskoku tolerovat v plusových hodnotách tolerance. Po technologické stránce je víčko jednoduchým, poměrně soustruženým dílem, ve kterém jsou vyvrtány průchozí otvory pro upevňovací šrouby.
Kótování a vyplnění rohového razítka, podoba hotového výkresu
Přesnějšími rozměry víčka vyžadujícími uvedení tolerance nad rámec tolerancí stanovených normou ISO 2768 je pouze průměr otvoru pro těsnění GUFERO a výška odskoku na spodní straně víčka. V normě těsnění najdeme, že průměr úložného prostoru má být v toleranci H8 a jeho drsnost má být Ra 1,6 - Ra 6,3. Pro náš případ zvolíme drsnost Ra 1,6. Výšku odskoku budeme tolerovat plusovou dolní i horní úchylkou o velikosti 0,1 resp. 0,2 mm. Takto tolerovaná výška odskoku zajistí, že ložisko bude vždy sevřeno mezi osazením ve skříni a víčkem, což znemožní axiální posouvání tohoto konce hřídele. Vznikne-li případná vůle mezi dosedací plochou víčka a čelem skříně, nebude to závadou, neboť velikost této vůle bude malá a vzniklá mezera bude vyplněna těsnícím tmelem. Pro ostatní plochy víčka stanovíme přesnost dle ISO 2768 stupně „m“, kterou nemusíme na výkrese předepisovat. Drsnost těchto ploch bude vzhledem k výrobě soustružením a vrtáním Ra 3,2. Pro snadnější montáž zkosíme hranu otvoru pro těsnění i hranu spodního odskoku pod úhlem 20°. Délku zkosení otvoru pro GUFERO s ohledem na příslušnou normu zvolíme 2 mm, délku zkosení odskoku vzhledem k jeho délce 5 mm zvolíme o velikosti 1 mm. Vnější tvar víčka přizpůsobíme vnitřní dutině tvořené vybráním pro gufero (průměr 47 mm do hloubky 22 mm) a vybráním pro KM matici (volíme průměr 62 mm a hloubku 13 mm). Dbáme na to, aby stěna víčka zejména v oblasti hran dutiny nebyla menší než cca 3 mm. Vnější tvar musí rovněž respektovat požadavek na dostatečně velkou dosedací plochu pod hlavami šroubů. Šroubů použijeme celkem šest o velikosti M6 podle ČSN 02 1143. Rozmístěny budou pravidelně po 60° na roztečné kružnici o průměru 86 mm. Velikost otvorů zvolíme 7 mm a toleranci průměru roztečné kružnice stanovíme o velikosti ±0,2 mm, což je dostatečné pro vrtání na klasické vrtačce. Na závěr pak upravíme tvar víčka zkosením a zaoblením hran jednak pro minimalizaci vrubů a jednak pro zlepšení celkového vzhledu hotového víčka.
Do rohového razítka zapíšeme vhodný polotovar, kterým v tomto případě může byt za studena tažená kruhová tyč průměru 100 mm podle ČSN 42 6510. Tento polotovar umožní, že vnější průměr víčka o velikosti 100 mm může zůstat neobroben. Protože víčko je součástí bez vyšších zatížení a pevnostních požadavků, zvolíme pro jeho výrobu běžnou uhlíkovou ocel jakosti 11 373. Výslednou možnou podobu hotového výkresu ukazuje další obrázek.
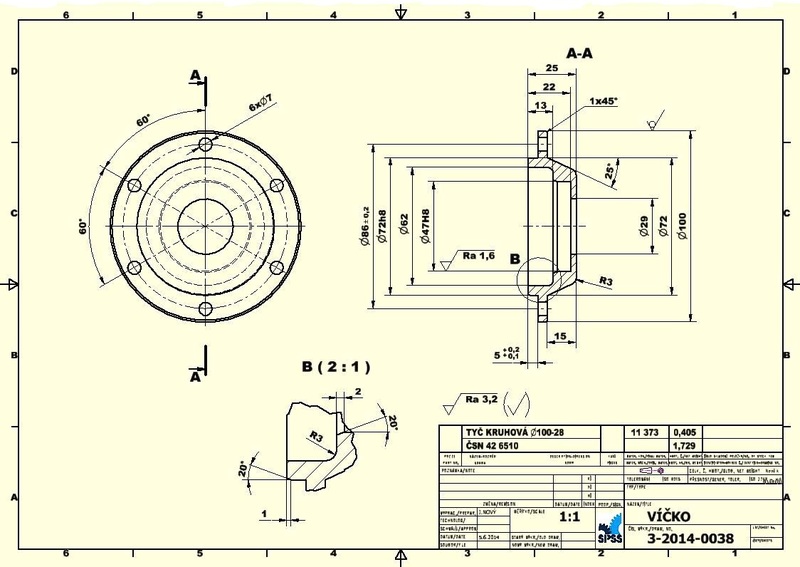
Obr. 5: Víčko převodovky - konečná podoba výkresu