
Výkres unašeče
V této lekci zhotovíme výkres unašeče planetové převodovky. Unašeč je výstupním dílem celé převodovky. Jsou na něm na čepech a ložiskách uložena tři planetová ozubená kola, přes které je na něj přenášen krouticí moment. Schéma celé planetové převodovky ukazuje následující obrázek. Unašeč je v obrázku znázorněn červenou barvou.
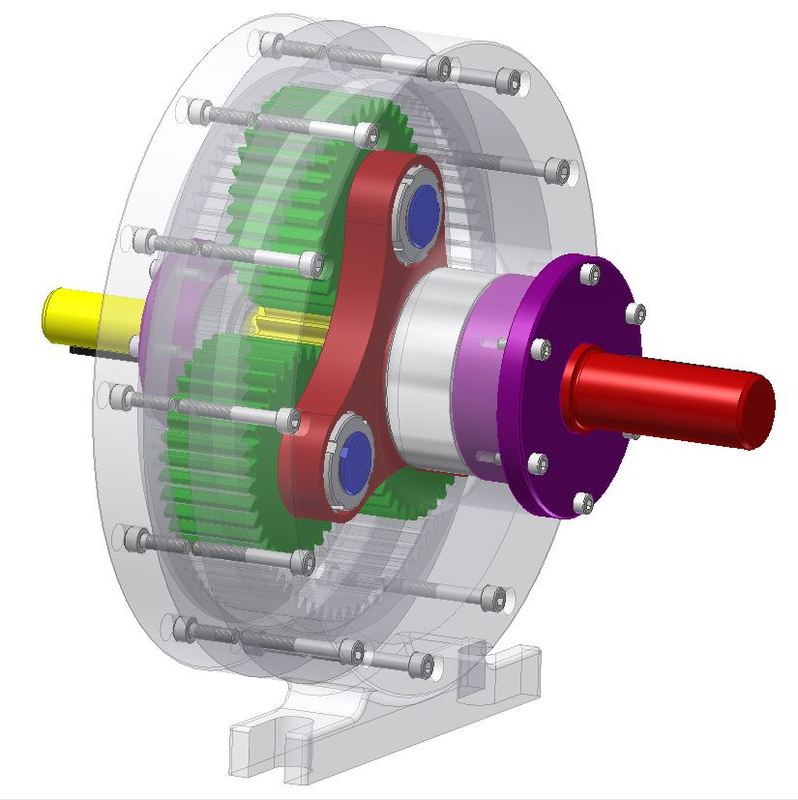
Obr. 1: Planetová převodovka - celková sestava
Následující tři obrázky ukazují samotný unašeč a jeho konstrukční rozměry.
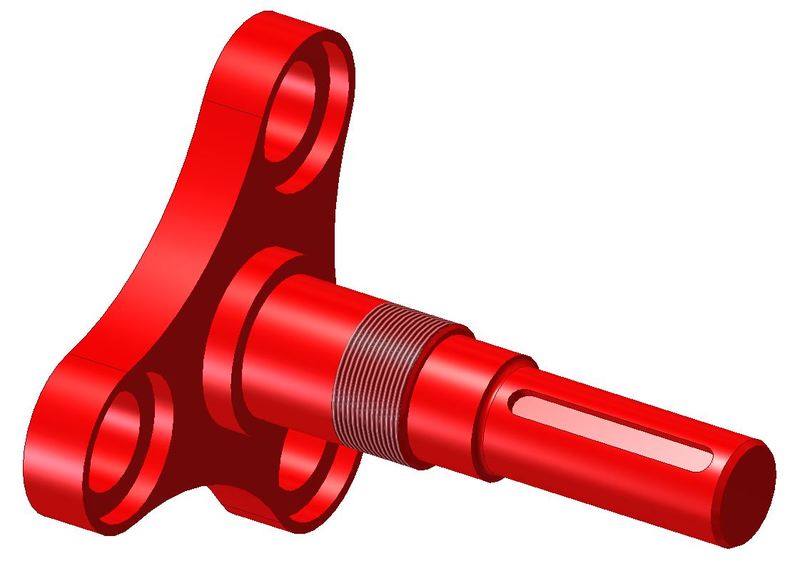
Obr .2: Unašeč
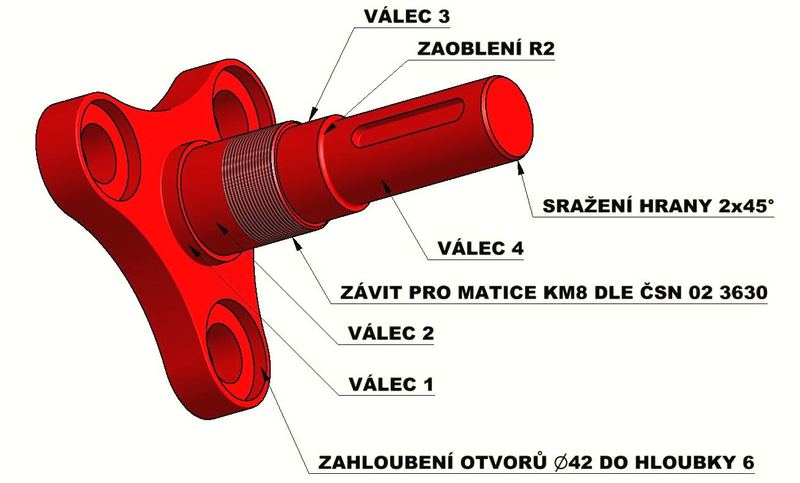
Obr. 3: Unašeč - schéma rozměrů
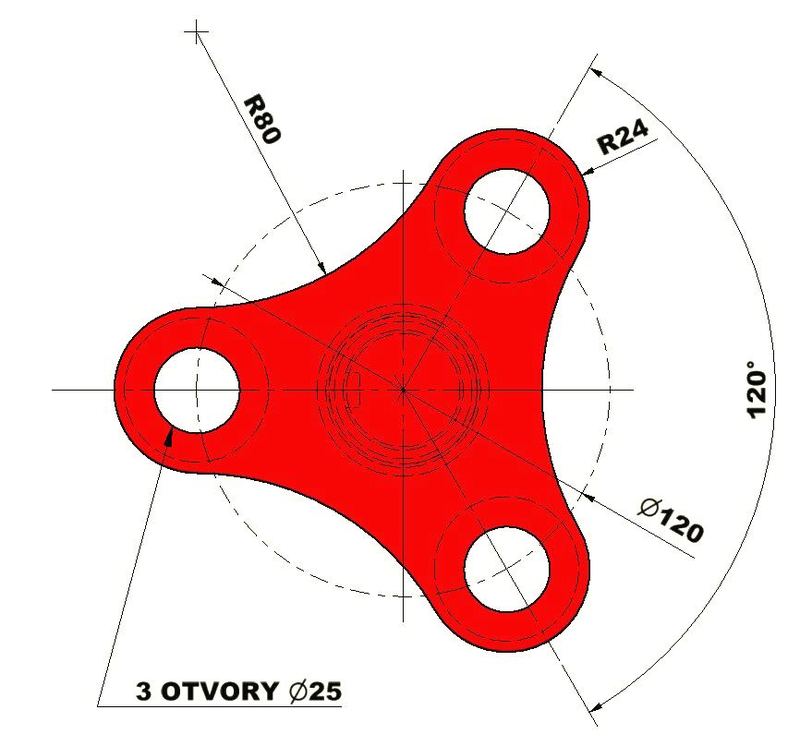
Obr. 4: Unašeč - rozměry příruby
Jednotlivé konstrukční prvky mají tyto rozměry a funkci:
-
Válec 1 – nefunkční, průměr 50, délka 10.
-
Válec 2 – pro ložisko 3208 dle ČSN 02 4665 (DIN 628 T3), délka válce 50 mm, z toho 22 mm závit pro dvě matice KM8, hrana závitu zkosena 1x45°.
-
Válec 3 – pro těsnění typu GUFERO, průměr 35mm, délka 20 mm.
-
Válec 4 – pro spojku, průměr 30mm, délka 75 mm, pero dle ČSN 02 2562 délky 63 mm umístěno na střed délky válce.
-
Příruba unašeče – slouží k uchycení čepů pro planety, síla příruby je 20 mm, čepy jsou v otvorech zalisovány (uložení s malým přesahem) a pojištěny KM maticí s MB podložkou, oblouky R80 a R24 jsou napojeny tečně.
Unašeč je vyroben z výkovku a všechny jeho plochy jsou z důvodů lepšího vyvážení obrobeny.
Volba způsobu zobrazení unašeče na výkrese
Konstrukčně je unašeč řešen jako hřídel s tvarovanou přírubou na jednom konci. Základní zobrazení tedy budou obdobná jako u klasické hřídele tj. půdorys a řez přes část s perem. Pro zobrazení tvaru příruby poslouží bokorys a zahloubené otvory v přírubě nejlépe zakótujeme ve vhodně zvoleném řezu. Uspořádání potřebných pohledů a řezů na výkrese by mohlo vypadat například tak, jak ukazuje další obrázek.
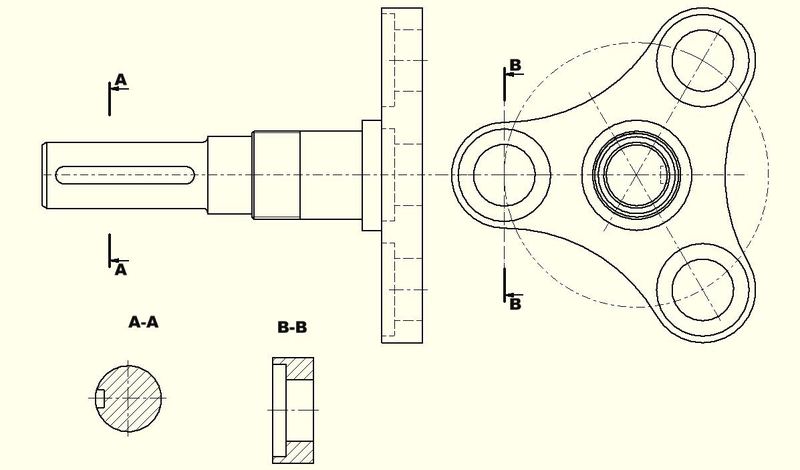
Obr. 5: Unašeč - rozmístění pohledů na výkrese
Požadavky na funkci jednotlivých tvarových prvků a technologie výroby
Funkce jednotlivých tvarových prvků již byla popsána v úvodu této lekce. Z hlediska správného fungování planetového převodu je však nutno definovat ještě další parametry, které musí unašeč splňovat. Jedná se zejména o geometrickou přesnost danou požadavkem na soustřednost a přesnost roztečné kružnice otvorů pro zalisování čepů planetových kol. Osy čepů a tedy i otvorů, do kterých budou zalisovány, pak rovněž musí být „dostatečně“ rovnoběžné s osou ložiskového průměru. Tyto přesnosti zajistíme předepsáním úchylky souososti roztečné kružnice čepů a ložiskového průměru a úchylky rovnoběžnosti válcového otvoru pro čepy a ložiskového průměru. Obě úchylky volíme s ohledem na přesnost základny (ložiskový průměr) o velikosti 0,02 mm. Ostatní rozměry volíme podle postupů popsaných v předchozích lekcích. Vzhledem k tvaru a přesnosti součásti zvolíme výrobu na CNC obráběcím centru.
Polotovarem unašeče je výkovek a vhodným materiálem by mohla být uhlíková konstrukční ocel jakosti 12 060 zušlechtěná na dolní obvyklou pevnost (vyjádřeno první doplňkovou číslicí 12 060.6).
Kótování a vyplnění rohového razítka, podoba hotového výkresu
Způsob kótování i zjištění nezadaných rozměrů stejně jako postup při vyplnění rohového razítka je obdobný, jak byl popisován v průběhu předcházejících lekcí. Výsledná podoba výkresu s ohledem na zvolené pohledy by mohla vypadat například takto. Byl opět zvolen formát výkresu o velikosti A3 (297x420 mm).
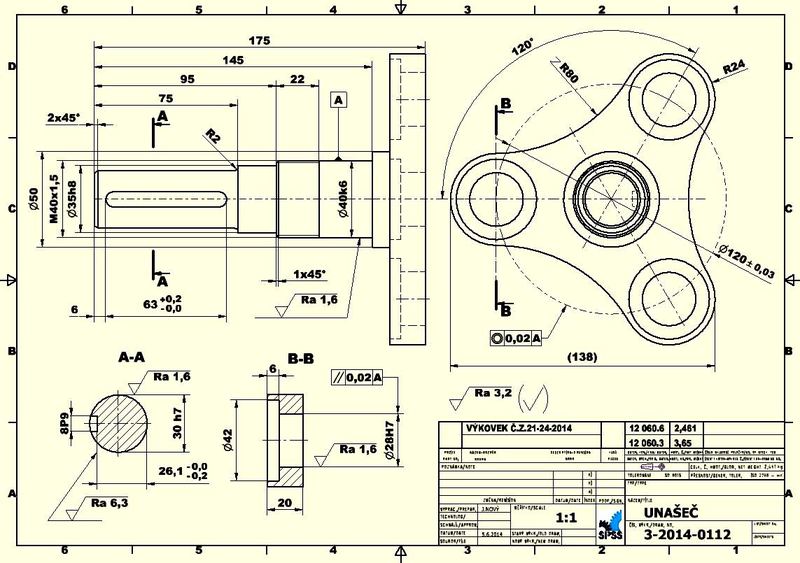
Obr. 6: Unašeč - hotový výkres