Výkresy sestavy svařence vřetena
V této lekci bude popsán postup tvorby výkresu sestavy svařovaného tělesa vřetena. Protože se jedná o poměrně jednoduchou sestavu, bude výkres sloužit jak pro sestavení svarku z jednotlivých dílů, tak i pro opracování hotového svařence. Celkovou podobu hotového tělesa s vyznačením dílů, ze kterých je svařeno, ukazuje následující obrázek.
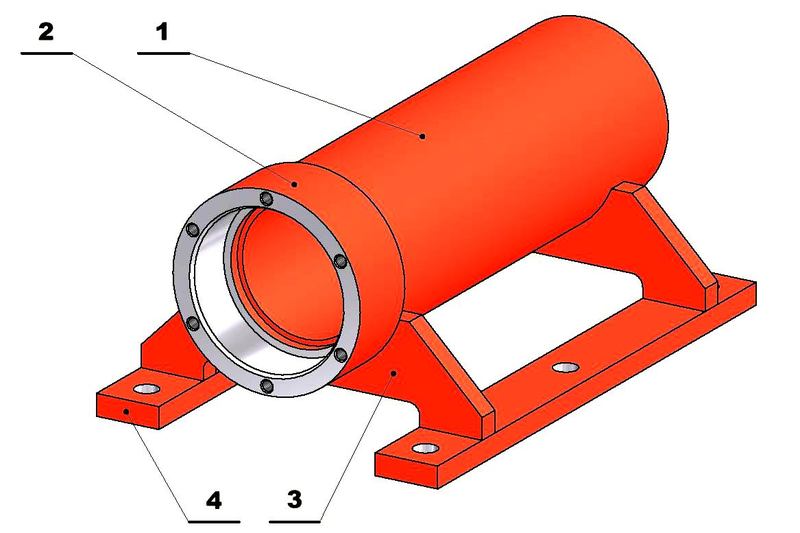
Obr. 1: Svařované těleso vřetena
Poziční čísla na obrázku znázorňují jednotlivé díly, ze kterých je svařované těleso složeno. Názvy, kterými jednotlivé součásti označíme, a počty kusů těchto částí v sestavě jsou dány následujícím seznamem:
-
Pozice 1 - Trubka 1 - 1 ks
-
Pozice 2 - Trubka 2 - 1 ks
-
Pozice 3 - Podpěra - 2 ks
-
Pozice 4 - Patka - 2 ks
Pro tvorbu výkresu sestavy musíme znát především konečné uspořádání sestavy a jejích funkčních částí, kterými navazuje na případné další celky. Tvorbě sestavy svařovaného tělesa by tedy nutně musel předcházet alespoň předběžný návrh kompletního vřetene. V tomto návrhu by konstruktér navrhoval na základě známých (zadaných) parametrů základní rozměry a uspořádání všech prvků celkové montované sestavy vřetene. Pro náš případ předpokládejme, že navrhovaná sestava by byla dána následujícím obrázkem. Z obrázku je zřejmé, které plochy tělesa vřetena jsou funkční (bude nutno je po svaření obrobit) a které naopak žádnou funkci neplní a po svaření je není nutno dále upravovat.
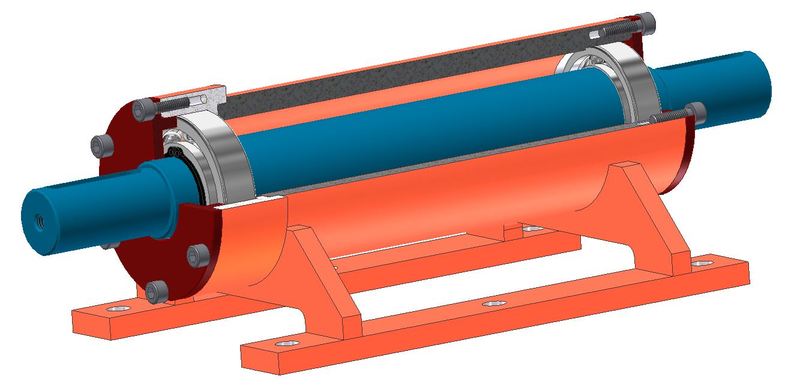
Obr. 2: Celkové konstrukční uspořádání sestaveného vřetena
Konstrukční informace získané z návrhu sestavy vřetene
Z návrhového výkresu sestaveného vřetene potřebujeme získat pro tvorbu výkresu svařence tělesa vřetena následující informace: * Výška osy hřídele vřetene od dosedací plochy patek:
- Vzdálenost mezi ložisky (dána délkou osazení na hřídeli).
- Velikost a typ navržených ložisek.
- Způsob uložení ložisek (zejména jejich axiální ustavení).
- Způsob upevnění víček kryjících ložiska (druhy, počty, rozmístění a velikosti použitých šroubů).
- Velikosti vystupujících konců hřídele.
Předpokládejme, že jsme ze sestavy získali tyto skutečnosti a hodnoty:
- Osová výška hřídele - 70 mm.
- Vzdálenost mezi ložisky - 205 mm.
- Levé ložisko - 6207 2RS dle ČSN 02 4630.
- Pravé ložisko - 6007 2RS dle ČSN 02 4330.
- Levé ložisko axiálně pevné na hřídeli i v tělese.
- Pravé ložisko axiálně na pevno na hřídeli, v tělese posuvně z důvodu tepelných dilatací hřídele.
- Levé víčko osazené pro dotlačení ložiska, upevněno šesti šrouby M6x20 podle ČSN 02 1143, rozmístěnými po 60° na roztečné kružnici o průměru 82 mm, tloušťka víčka v místě průchodu šroubů je 5 mm.
- Pravé víčko ploché pouze pro uzavření tělesa (bez kontaktu s ložiskem), upevněno čtyřmi šrouby M6x20 podle ČSN 02 1143, rozmístěnými po 90° na roztečné kružnici průměru 72 mm, tloušťka víčka v místě průchodu šroubů je 5 mm.
- Vystupující konce hřídele jdoucí skrz víčka mají průměr 35 mm.
Návrh rozmístění a typů svarů a tvarování svarových ploch, příprava dílů
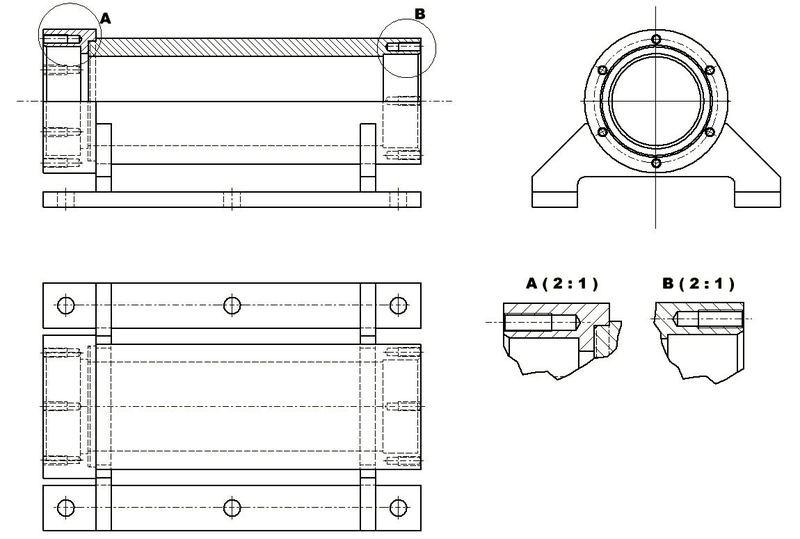
S ohledem na minimalizaci nákladů na přípravu svarových ploch a na tvar a funkci tělesa vřetene budeme používat pouze koutové svary, pro které není potřeba tvarově obrábět spojované plochy. Před konečným rozhodnutím o případné potřebě obrábění některých ploch jednotlivých dílů sestavy před svařením musíme zvážit, zda není potřeba ustavit některé díly vůči sobě přesněji, než je možné pouhým vzájemným přiložením. Prohlédneme-li si sestavu, je zřejmé, že bude vhodné pokud možno přesné ustavení trubek 1 a 2 do jedné osy. Toho dosáhneme tak, že před svařením na trubce 1 osoustružíme z jedné strany vnitřní vybrání, do kterého zasuneme na stejnou míru opracovaný jeden vnější konec trubky 2. Z tohoto důvodu musí mít obě trubky výkres, na kterém bude zachycen jejich tvar před svařením. Ostatní dílce není nutno před svařováním obrábět. Podpěry zhotovíme z plechu vypálením pomocí laseru. Jejich tvar pro pálení opět vyžaduje zhotovení výkresu. Patky zhotovíme z ploché tyče, kterou před svařením pouze nařežeme na potřebnou délku. V tomto případě výkres není třeba, neboť vše potřebné pro nadělení polotovaru lze uvést v kusovníku svařované sestavy.Způsob opracování a sesazení obou trubek a rozmístění svarových housenek je patrné z dalšího obrázku.
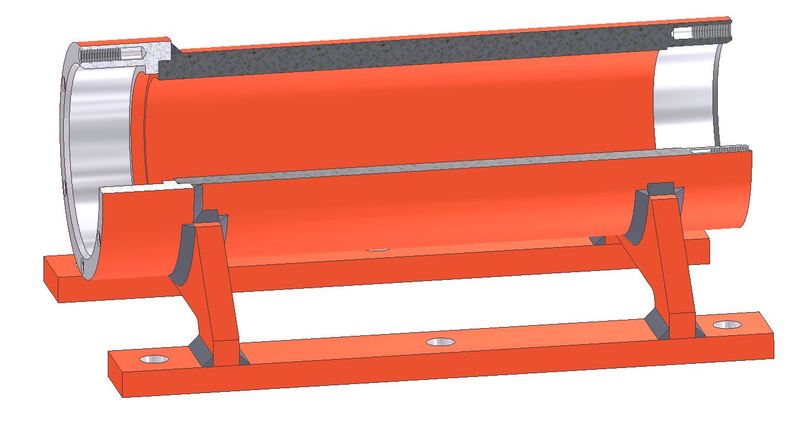
Obr. 3: Rozmístění svárů na tělese vřetena
Plochy znázorněné v předchozím obrázku světlou barvou (otvory pro ložiska, dosedací plochy víček, otvory pro šrouby a spodní dosedací plocha patek) budou obrobeny až po svaření, protože kdyby byly vyrobeny na hotovo na jednotlivých nesvařených dílech, došlo by vlivem pnutí vznikajících při svařování k deformaci jejich funkčních rozměrů.
Detailní výkres Trubky 1 a Trubky 2
Pro určení polotovaru Trubky 1 potřebujeme znát velikost vnějšího průměru ložiska 6207, jeho šířku, délku osazení víčka, které se o ložisko opírá, a velikost přídavku na opracování vnějšího konce trubky po svaření. K těmto hodnotám musíme přidat ještě šířku osazení za ložiskem a hloubku vybrání pro zasunutí trubky 2. Tyto hodnoty jsou:
- Vnější průměr ložiska 6207 72 mm.
- Šířka ložiska 6207 17 mm.
- Velikost osazení víčka (volíme) 5 mm.
- Přídavek na opracování čela 3 mm.
- Šířka osazení za ložiskem 5 mm.
- Hloubka vybrání pro trubku 2 5 mm.
Polotovarem bude bezešvá ocelová trubka podle ČSN 42 6711. Jak zjistíme z normy ložisek, může být vnitřní průměr osazení, o které se opírá ložisko uvnitř vřetena, maximálně 65 mm. Aby se opřel šroub celou plochou hlavy o víčko, musí být vnější průměr trubky minimálně roven součtu velikosti roztečného průměru otvorů (82 mm) a průměru hlavy šroubu (10 mm), tedy min. 92 mm. Těmto požadavkům odpovídá trubka Ø95x16 (vnější průměr 95 mm, síla stěny 16 mm, a tedy vnitřní průměr 63 mm). Délku trubky určíme součtem délek jednotlivých úseků (jdeme-li zleva, bude to: 3+5+17+5+5=35 mm). Vybrání pro zasunutí trubky 2 bude mít průměr 80 mm v délce 5 mm. Materiál trubky musí být pochopitelně svařitelný. Volím tedy jakost materiálu 11 523.
Rozměry trubky 2 určíme podobně. Vyjdeme z těchto rozměrů:
- Vnější průměr ložiska 6007 62 mm.
- Šířka ložiska 6007 14 mm.
- Přesah trubky 2 za ložisko 3 mm.
- Vzdálenost mezi ložisky 205 mm.
- Délka zasunutí do trubky 1 5 mm.
- Šířka osazení za ložiskem 6207 5 mm.
- Přídavek na opracování čela 3 mm.
Vnější průměr trubky 2 musí být minimálně 72+10= 82 mm a její vnitřní průměr musí být menší než vnější průměr ložiska 6007 (tj. 62 mm). Tomu vyhovuje trubka dle ČSN 42 6177 o rozměrech 83x12. Vnější Ø83 mm, vnitřní Ø59 mm). Délka trubky na výkrese pak bude: 205-5+14+3+3=220 mm. Materiál bude stejný jako u trubky 1 (11 523). Opracovaný konec pro zasunutí do trubky 1 bude mít průměr 80 mm v délce 5 mm. Pro oba výkresy trubek použijeme formát výkresu A4 (210x297 mm). Vzhledem k velikosti trubek budou výkresy v měřítku 1:1. Jejich možnou výslednou podobu ukazují další obrázky.
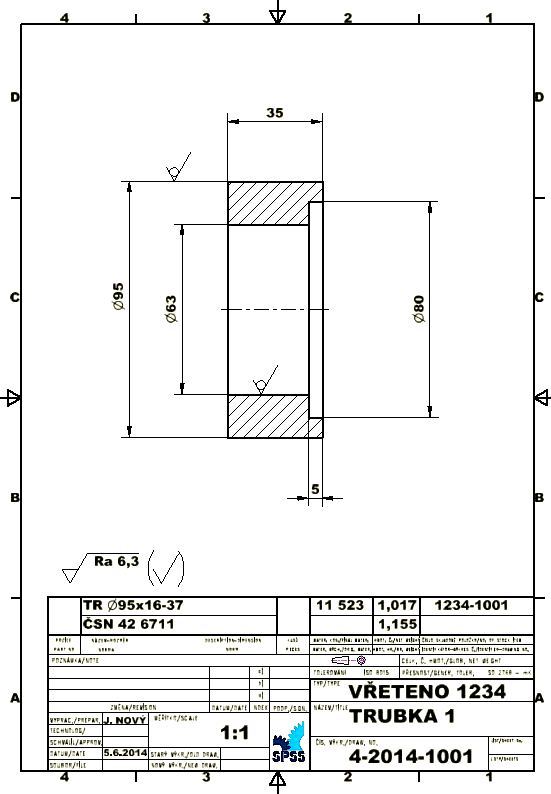
Obr. 4: Trubka 1 - výkres
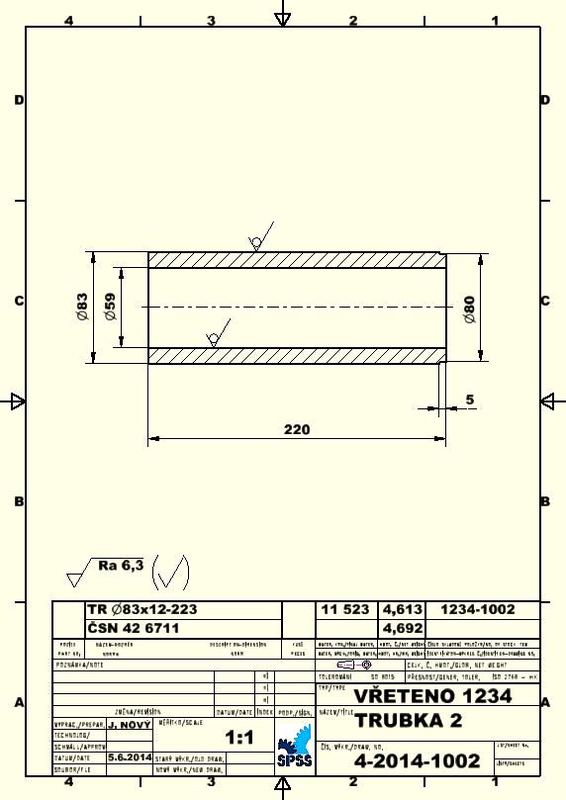
Obr. 5: Trubka 2 - výkres
Detailní výkres podpěry
V praxi by byl tvar podpěry opět zpracován konstruktérem, který navrhuje celkové uspořádání vřetena. Podpěra není nijak zásadně namáhána, ani není nutné, aby byla vyrobena příliš přesně. Z tohoto důvodu je nejlevnějším způsobem výroby vypálení hotového tvaru pomocí laseru. Dnešní lasery bez problému zvládají výpalky z plechů i několika desítek milimetrů tlustých. Rozměrová přesnost výpalku je v řádu desetin mm a přijatelná je i drsnost povrchu. Polotovarem naší podpěry bude tlustý ocelový plech síly 10 mm ze svařitelného materiálu jakosti 11 373. Výkres podpěry by pak mohl vypadat třeba takto:
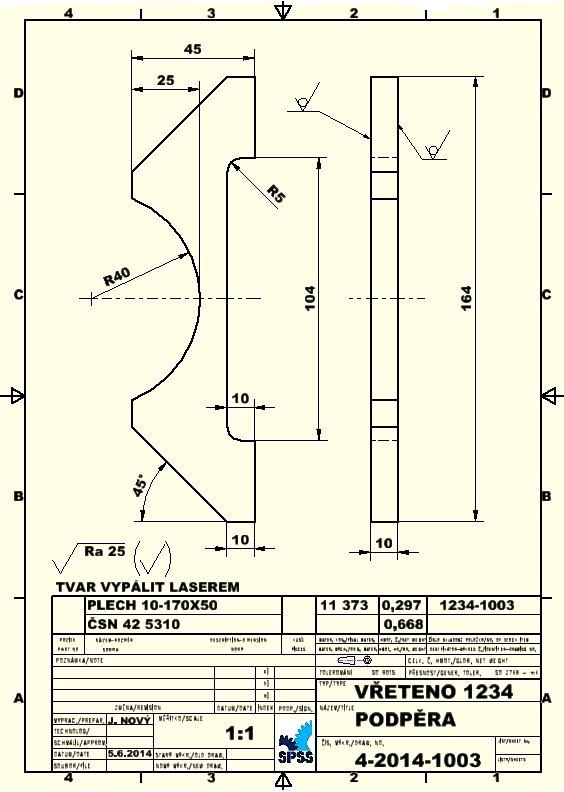
Obr. 6: Podpěra - výkres
Výkres svařované sestavy tělesa vřetena – volba zobrazení
Jak již bylo řečeno v úvodu lekce, výkres sestaveného tělesa vřetena bude sloužit zároveň pro sestavení svařence i pro jeho následné opracování. Z tohoto důvodu musí obsahovat jak informace o vzájemné poloze sestavovaných dílců, tak i rozměry, které bude mít těleso po opracování. Protože se jedná o svařovanou sestavu, musí být na výkrese rovněž všechny údaje o typu, velikosti a umístění všech svarových spojů. Na výkrese naopak nebudou údaje, které popisují rozměry uvedené na detailních výkresech obou trubek, a podpěry. Z hlediska lepší přehlednosti tohoto textu zpracujeme výkres sestavy s odděleným kusovníkem (kusovník bude uveden na samostatném listu). Sestavení kusovníku se budeme věnovat v závěrečném oddílu této lekce.
Přestože již máme pohromadě všechny podklady týkající se rozměrů tělesa vřetene, musíme, dříve než začneme tvořit výkres, ještě rozhodnout o volbě vhodných pohledů, řezů a případných detailních pohledů popisujících dokonale tvar svařence a umožňující jeho úplné a přehledné zakótování. Abychom minimalizovali počet zobrazení, zvolíme za základní pohled nárys s částečným řezem oběma trubkami. Dalšími pohledy pak budou půdorys a pravý bokorys. Pro zakótování závitových otvorů v čelech trubek bude nejvhodnějším vyobrazením zvětšený detail řezu. Rozvržení pohledů na výkrese formátu A3(297x420 mm) ukazuje další obrázek.
Obr. 7: Uspořádání pohledů na výkrese sestavení svařovaného tělesa vřetena
Výkres svařované sestavy tělesa vřetena – kótování
Než začneme kreslit a kótovat, je třeba si uvědomit jednu zásadní skutečnost týkající se sestavných výkresů svařenců určených jak k sestavení dílu, tak i k jeho obrábění. Součást je na výkrese totiž zobrazena ve stavu po obrobení, tj. je menší oproti neobrobenému svařenci o přídavky na obrábění. V případě že by to bylo potřeba, je možno na těchto výkresech zobrazit i přídavky (kreslíme čerchovanou čarou se dvěma tečkami). V našem případě je situace jasná, a proto přídavky znázorňovat nebudeme.
Postup kótování výkresu je stejný jako u jakéhokoliv jiného výkresu. Nejdříve tedy zakótujeme vnější rozměry tělesa. Neobrobeným vnějším rozměrem je pouze šířka měřená přes obě patky, která je dána šířkou podpěr (164 mm). Výška tělesa je dána výškou osy a průměrem Trubky 1. Tato míra vznikne obrobením přídavku na spodní straně patek. Vzhledem k přesnosti svařence ji budeme tolerovat symetrickou tolerancí velikosti ±0,5 mm. Obrobená plocha patek je výchozí základnou pro další obrábění i pro měření hotové součásti, a musí se tedy obrábět (frézovat) jako první. Rovněž celková délka tělesa (247) je funkční, a tedy obrobená z obou stran. Aby bylo možno stanovit polohu obrobených čel, je nutno celkovou délku doplnit kótou vztaženou k některé původní ploše surového stařence. K tomuto účelu zvolíme kótu vzdálenosti levé podpěry od levého čela tělesa (32 mm). Dále do výkresu zaneseme kóty potřebné pro sestavení surového svařence. V našem případě k tomu postačí jediná kóta udávající vzdálenost podpěr (163 mm), protože uspořádání svařence je dostatečně určeno jeho vyobrazením. Dále postupujeme kótováním funkčních obráběných rozměrů (otvory pro ložiska, závitové otvory, otvory pro upevňovací šrouby).
Výkres svařované sestavy tělesa vřetena – přesnost tvaru, rozměrů a drsnost
Protože prakticky všechny obráběné prvky jsou funkční, je potřeba je tolerovat přesnějšími úchylkami, než jaké předepisuje ISO 2798-m. Polohu ložiskových otvorů vůči obrobené spodní straně patek zakótujeme s přesností ±0,2 mm (70±0,2 mm). Geometrii polohy os vůči základně dané spodní stranou patek (označena A) zpřesníme úchylkou rovnoběžnosti o velikosti 0,1 mm. Oba ložiskové otvory pak vyrobíme v toleranci H7. Rozměry závitových otvorů a otvorů pro šrouby v patkách necháme dle ISO 2768-m, pouze roztečné kružnice pro závity v čelech tělesa zpřesníme tolerancí velikosti 0,1 mm.
Drsnost je potřeba uvádět pro všechny obrobené plochy, neobrobené plochy označíme pomocí hlavní značky drsnosti nad rohovým razítkem. Ve výkrese předepíšeme pouze drsnost Ra 1,6 pro válcové plochy ložiskových otvorů. Povrch vrtaných děr v patkách opatříme značkou s hodnotou Ra 6,3. Ostatní obráběné plochy mohou mít drsnost Ra 3,2. Protože by značek s touto hodnotou bylo ve výkrese mnoho, použijeme k označení souhrnnou poznámku nad rohovým razítkem.
Výkres svařované sestavy tělesa vřetena – technologické údaje
Základními technologickými údaji každého svařence jsou údaje týkající se umístění, velikosti a způsobu provedení všech svarů. Pro náš případ zvolíme koutové průběžné svary velikosti a=3 mm. Svařovat budeme v ochranné atmosféře inertního plynu (CO2) označovanou zkratkou MIG. Tato metoda je ve značkách svaru označena kódem 131. Protože svařováním vzniká v konstrukci nežádoucí pnutí, předepíšeme poznámkou nad razítkem žíhání hotového svarku na odstranění těchto pnutí. Po žíhání je povrch vlivem ohřevu pokryt okujemi a korozí, které obvykle odstraňujeme tryskáním, které opět předepíšeme formou poznámky nad rohovým razítkem. Předepíšeme rovněž nátěr otryskaného svařence základní barvou, která zabrání jeho korozi během skladování před opracováním a umožní pak i nanesení konečného laku na opracovaný svařenec.
Výkres svařované sestavy tělesa vřetena – konečná podoba výkresu
Na závěr tvorby a kótování výkresu opatříme jednotlivé díly pozičními čísly. Je vhodné řadit pozice podle čísel výkresů jednotlivých dílů, díly bez výkresu pak zařadit na konec seznamu pozic. Hotový výkres by pak mohl mít například tuto podobu:
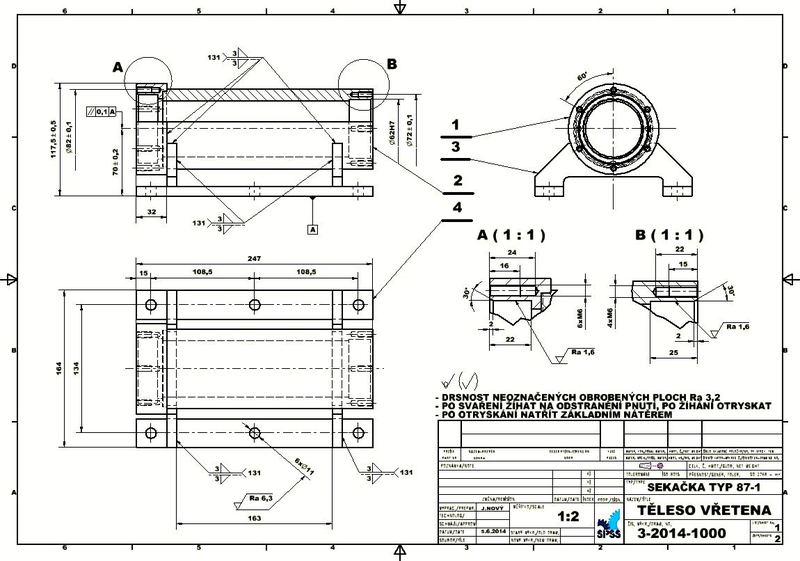
Obr. 8: Výkres svařované sestavy tělesa vřetena
Výkres svařované sestavy tělesa vřetena – sestavení kusovníku
K dokončení výkresu je třeba ještě sestavit kusovník. V úvodu lekce jsme řekli, že kusovník zpracujeme jako oddělený na zvláštním listu. Všechny údaje potřebné k sestavení kusovníku již byly uvedeny v předchozím textu této lekce. Princip vyplňování jednotlivých polí a formu tohoto kusovníku jsme si již také popsali v samostatné lekci. Podobu hotového kusovníku tělesa vřetena ukazuje poslední obrázek této lekce.
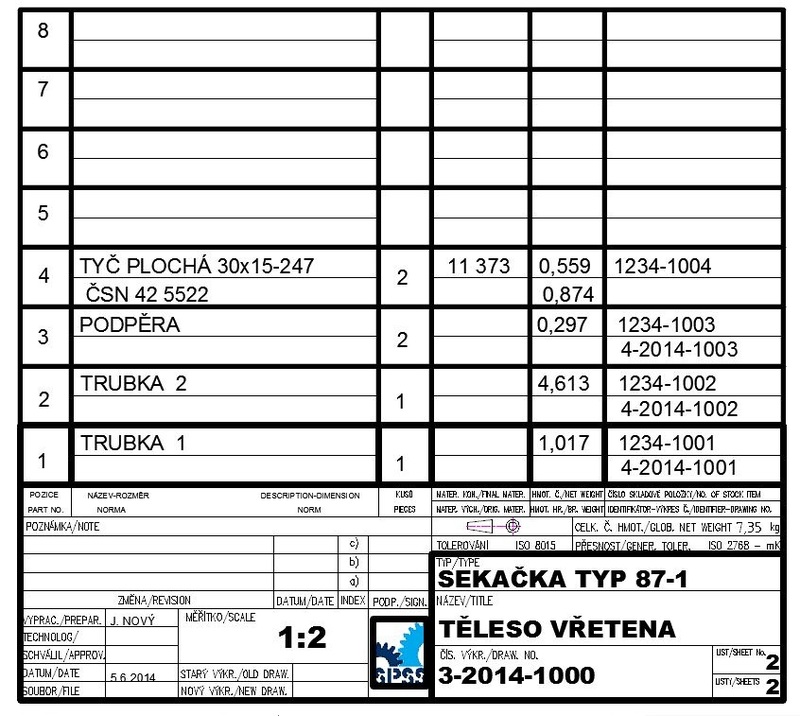
Obr. 9: Kusovník svařované sestavy tělesa vřetena