Broušení
Broušení umožňuje opracování tvrdého materiálu s rozměrovou přesností a kvalitou povrchu, kterou nemůžeme dosáhnout žádnými běžnými způsoby obrábění ( např. soustružení nebo frézování).
Broušení používáme např. k ostření nástrojů, k dělení materiálu (rozbrušování) nebo k broušení součástí za účelem zlepšení přesnosti a jakosti povrchu.
Výhody broušení tedy jsou:
- umožňuje obrábět velmi tvrdé materiály,
- umožňuje dosažení velké přesnosti,
- umožňuje dosažení malé drsnosti povrchu.
Brousící nástroje
Brousící nástroje jsou brusné kotouče. Jsou to mnohobřité řezné nástroje různých tvarů a velikostí.
Skládají se z:
-
Brusiva – ostrohranná brousící zrna, která tvoří jednotlivé břity nástroje,
-
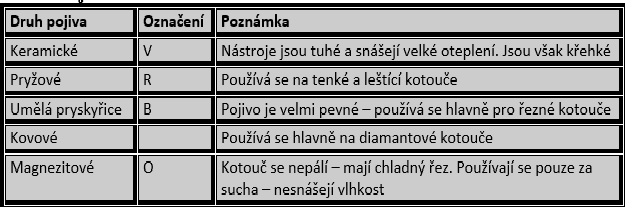
Pojiva – stmelovací materiál, pomocí kterého drží zrna brusiva u sebe a zajišťuje požadovaný tvar brusného kotouče.

Obr. 1: Složení brusného kotouče
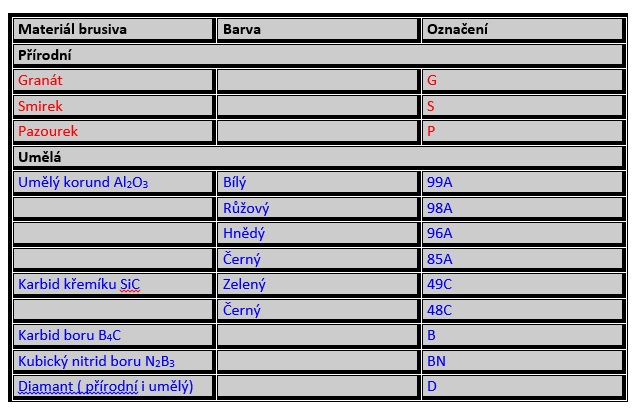
Brusivo
Brusiva jsou tvrdé, houževnaté a ostrohranné krystalické látky, kterými lze brousit jiné měkčí materiály. Používají se různé druhy jak přírodního tak i umělého původu viz obr.11. Drcením se brusivo rozmělňuje na zrna různé velikosti neboli zrnitosti. Zrnitost se označuje číslicemi podle čísla síta, jímž zrna propadnou při třídění. Označení zrnitosti:
-
8 – 12 velmi hrubá zrnitost,
-
280 – 600 nejjemnější zrnitost.
Zrnitost má rozhodující vliv na výkon kotouče a na jakost broušeného povrchu.
Hrubá zrnitost má velký výkon a vytváří drsný povrch.
Jemná zrnitost má naopak menší výkon a vytváří jemný povrch.
Brousící kotouč nemá souvislý břit, protože jednotlivá brousící zrna jsou na pracovní ploše rozmístěna nepravidelně. Jednotlivá brousící zrna mají nepravidelný tvar a zaoblené vrcholy, a mají tedy i záporné řezné úhly.

Obr. 2: Geometrie brusného kotouče
Vlastnosti brusného kotouče
Vlastnosti brusného kotouče, jeho tvrdost a sloh, jsou důležité pro volbu kotouče k broušení různých druhů materiálů.
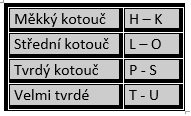
Tvrdost kotouče
Je to odpor, který klade pojivo proti vylamování jednotlivých zrn brusiva z nástroje. Označuje se velkými písmeny abecedy, viz obr. 13.
Tvrdost brusného kotouče se volí s ohledem na vlastnosti broušeného materiálu. Správně zvolená tvrdost kotouče je taková, když se zrna odlamují z kotouče jakmile se otupí. Pokud se tak nestane, pojivo je příliš tvrdé a zrna se musí odstranit orovnáváním kotouče.

Obr. 3: Druhy opotřebení brusného kotouče
Pokud se zrno uvolňuje dříve než je otupené, tak je kotouč sice stále ostrý, ale brzy se opotřebuje.
Podle druhu broušeného materiálu se zásadně používají:
- tvrdé kotouče na měkký materiál,
- měkké kotouče na tvrdý materiál.
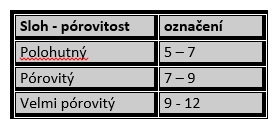
Sloh (struktura) kotouče
Strukturou neboli slohem kotouče se rozumí vzdálenost mezi brousícími zrny kotouče (velikost pórů). Pokud je kotouč hutný je vzdálenost mezi zrny malá (malé póry). Pokud je kotouč pórovitý, tak jsou zrna dále od sebe (velké póry). Sloh se označuje arabskými číslicemi. Čím je číslo větší, tím je kotouč pórovitější, viz obr. 14.
Póry vytvářejí vlastně zubové mezery mezi zrny, a tedy prostor pro třísky a řeznou kapalinu.
Velká zubová mezera má větší prostor pro vznikající třísku – kotouč pórovitý.
Malá zubová mezera má menší prostor pro třísku – kotouč hutný
Pórovité kotouče se používají na měkčí a houževnaté materiály.
Hutné kotouče se používají na hladké, tvrdé a křehké materiály.
Druhy kotoučů
Tvary a rozměry brusných kotoučů jsou normalizovány. Použití různých tvarů kotoučů je závislé na druhu broušení.

Obr. 4: Druhy brusných kotoučů podle tvaru
Upínání brusného kotouče
-
Před upnutím se musí zkontrolovat kotouč, jestli není prasklý. Kontroluje se poklepem dřevěnou paličkou na zavěšený kotouč. Pokud vydává zvonivý tón, pak je kotouč v pořádku. Vydává-li nejasný a křaplavý tón je někde prasklina a kotouč se musí vyřadit z používání. S brousícím kotoučem je třeba zacházet velmi opatrně a chránit ho před nárazy.
-
Před upnutím se musí zkontrolovat na štítku brusného kotouče jeho nejvyšší povolená obvodová rychlost, která nesmí být menší než je rychlost brusky.
-
Mezi kovové příruby a kotouč se musí vkládat pružné podložky z pryže, kůže nebo tvrdého papíru s tloušťkou 0,5 - 2 mm. Podložky musí přesahovat průměr kovových přírub alespoň o 1 mm.
-
Šrouby nebo matice upínacích přírub nesmějí být dotahovány násilím. Zejména není dovoleno je dotahovat údery

Obr. 5: Upínání brusného kotouče
Druhy brusek a druhy broušení
Konstrukce a druhy brusek je dána hlavně tím, o jaký druh broušení se jedná.
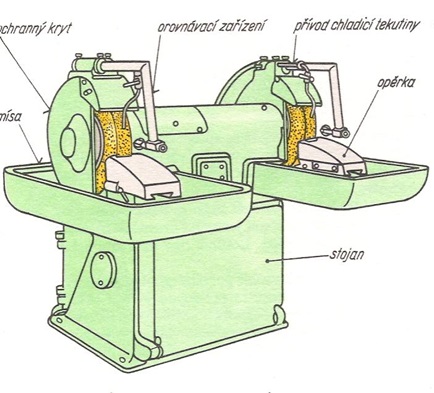
Dílenské broušení
Jedná se o ruční broušení jednoduchých nástrojů (vrtáky, důlčíky, sekáče apod.) a materiálu na dvoukotoučových bruskách různých velikostí.Při použití plstěných nebo drátěných kotoučů je možno dílenskou brusku používat k leštění.
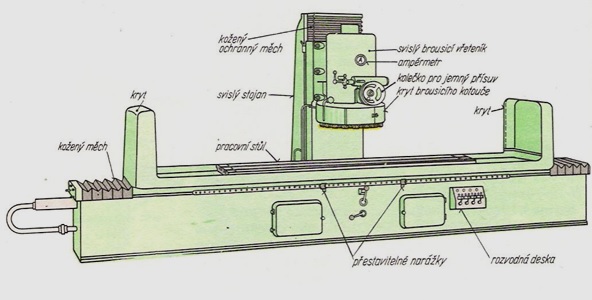
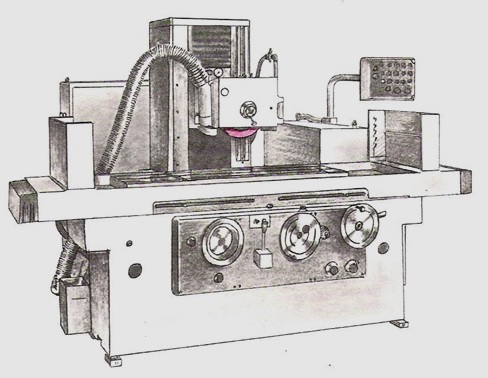
Rovinné broušení
Toto broušení se dělí na:
-
Vodorovné – brousí se obvodem kotouče. Plocha záběru je malá a kotouč se nezanáší. K jeho čištění přispívá odstředivá síla a tlak řezné kapaliny. Průměr a šířka kotouče by měl být co největší kvůli velkému brousícímu výkonu při větší ploše záběru. Ideální je případ, kdy je kotouč širší než broušená plocha obrobku.
-
Svislé – brousí se čelem kotouče. Při tomto způsobu broušení je stále v záběru velká čelní plocha kotouče. Proto se kotouč více zanáší třískami. Broušení je velmi výkonné (velký úběr materiálu za krátký čas) ale má horší kvalitu broušeného povrchu.

Obr. 6: Rovinné broušení
Obrobek se upíná:
- Přímo na stůl brusku pomocí upínek,
- Do svěráku,
- Na magnetickou desku.
Broušení válcových ploch vnějších
Toto broušení se dělí na:
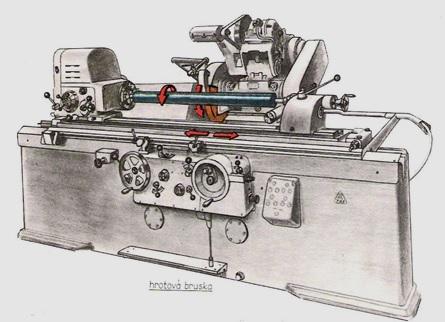
- Broušení mezi hroty – obrobek se upíná mezi hroty hrotové brusky. Rotační pohyb koná brousící kotouč i obrobek. Příčný přímočarý posuv koná pracovní stůl s obrobkem. Dlouhé díly s menším průměrem se musí podpírat proti brusnému kotouči opěrným válcem, aby se neprohýbaly.

Obr. 7: Broušení venkovních válcových ploch mezi hroty
- Bezhroté broušení (letmé) – obrobek se neupíná. Je uložen letmo mezi brusný kotouč, podávací kotouč a vodící lištu. Od pomalu se otáčejícího podávacího kotouče s měkkým (pryžovým) pojivem dostává obrobek podélný a rotační pohyb. Podélný posuv je zajištěn skloněním podávacího kotouče o úhel 2°- 15°.

Obr. 8: Letmé broušení venkovních válcových ploch
Broušení válcových ploch vnitřních
Broušení se dělí na:
-
Broušení s otáčejícím se obrobkem – používá se pro obrábění souosých děr menšího průměru. Při tomto broušení koná rotační pohyb nástroj i obrobek. Posuvný pohyb koná nástroj na stejném místě.
-
Broušení planetové – používá se pro broušení otvorů větších rozměrů. Na rozdíl od předchozího broušení koná nástroj další pohyb, obíhá kolem osy po celé ploše otvoru.

Obr. 9: Broušení vnitřních válcových ploch
BOZP při broušení
-
Pravidla pro upínání kotouče – viz výše,
-
Obvodová mezera mezi vnitřním okrajem krytu a kotoučem nesmí být větší než 5 mm . Po opotřebení kotouče musí být možnost seřídit mezeru stavitelným hradítkem nebo stavitelným krytem,
-
Mezi podpěrou a kotoučem nesmí být větší mezera než 3 mm,

Obr. 10: Rozměry hradítka a opěrky od brusného kotouče
-
Po upnutí kotouče na vřeteno brusky se musí kotouč otočit ručně o jednu otáčku a potom pustit naprázdno na dobu 5 minut,
- Ostatní pravidla viz obecná pravidla BOZP při obrábění.