
Základní způsoby tvarování kujné oceli
Nářadí pro ruční kování
Základní nářadí – materiál se jím kove
-
Kovadlina:
-
Kuželový roh, který je po pravé ruce – ohýbání ocelí do kruhu
-
Tupý plochý roh – ostré ohyby
-
Dráha – horní rovná hladká plocha, tzv. dráha, je kalená, v příčném směru mírně vypouklá
-
Prsa – přední část kovadliny, tedy směrem od kováře
-
Přední hrana – styková hrana dráhy s prsy kovadliny, prodlužování oceli
-
Zadní hrana – osazování materiálu
-
Čtyřhranný otvor – v dráze kovadliny v přechodu těla kovadliny v plochý roh, zasunutí drobného kovacího nářadí
-
Dolní část kovadliny – zvětšená dosedací plocha, kterou se kovadlina staví na špalek zapuštěný do země, správně posazená kovadlina má jasný a čistý zvuk
-

Obr. 1: Kovadlina
Práce na kovadlině:
http://www.youtube.com/watch?v=TZRiWaIMUE4
-
Kladiva pro ruční kování:
-
Z oceli o obsahu 0,7 – 1 % C
-
Obě strany kladiva jsou zakaleny
-
Jednoruční kladivo – jedna ploska mírně vypouklá s lehce sraženými hranami, opačná užší strana je tzv. nos, hmotnost cca 0,75 – 2,5 kg
-
Násada je dlouhá 350 - 400 mm
-
Kladivo s nosem kolmým k násadě
-
ploska i nos jsou zakalené a následně popuštěny
-
Dvouruční kladivo – delší násada 600 - 900 mm
-
hmotnost cca 3 – 8 kg
-
Kladivo příčné, tzv. křížové, s nosem rovnoběžným s násadou
-
Perlík – dvouruční kladivo bez nosu s ploskou na obou koncích
-

Obr. 2: Kladivo s nosem kolmým k násadě.

Obr. 3: Dvouruční kladivo s násadou 600 - 900 mm
Pomocné nářadí – materiál se jím přidržuje a upravuje
-
Nářadí pro zasunutí do otvoru v kovadlině:
-
Babka – vytváří malou kovadlinku s přesnými hranami, osazování
-
Oblá podložka, neboli spodní oblík – oboustranné osazování plochých tyčí
-
Růžek rovný, tzv. vlček – vyrovnávání a svařování kroužků nebo článků k řetězům
-
Růžek ohnutý – orovnávání dutých výrobků, které nelze navléknout na roh kovadliny
-
Utínka – odsekávání přebytečného materiálu
-
Spodek zápustky – dokončování válcové oceli
-
-
Nářadí upevněné na násadách:
-
Sekáč na sekání za tepla a za studena
-
Průbojník kruhový a čtyřhranný
-
Sekáče i průbojníky z oceli o obsahu 0,8 – 1 % °C
-
Ostří se kalí, úderová strana se nekalí
-
Sedlík široký, úzký a čtyřhranný
-
Oblík
-
Svršek zápustky
-
-
Ostatní nářadí:
-
Kovářské kleště – hlavní části jsou čelisti, zámek a rukojeť
-
Kleště na přidržování ploché oceli
-
Kleště na válcovou ocel
-
Kleště na čtyřhrannou ocel
-
Kleště špičaté na materiál stočený do oblouku
-
Kleště hákové na výkovky, jejichž část je ohnuta o 90°
-
Kleště na přidržování pěchovaného materiálu
-
Spony na kleště – umožňují kováři kleště jenom držet, nikoliv jejich rukojeti k sobě přitiskovat
-
Prorážecí trny – úprava probitých otvorů oválných, válcových, čtyřhranných atd.
-
Měřící kalibr – několik různě velkých výřezů, jimiž lze kontrolovat tloušťku nebo šířku kovaného materiálu
-
Hřebovnice – ocelová pásovina s otvory na zhotovování hlav šroubů
-
Hlavičkář – zhotovování hlav nýtů
-
Hmatadlo dutinové a obkročné
-
Úhelníky a šablony
-

Obr. 4: Kleště na plochý materiál

Obr. 5: Kleště na kulatý (kruhový materiál)

Obr. 6: Kleště na hranatý (čtyřhranný) materiál

Obr. 7: Hřebovnice

Obr. 8: Hlavičkář (zhotovování hlav nýtů)
Kovářská výheň

Obr. 9: Kovářská výheň
Paliva používaná v kovářství
Kovářské uhlí:
- Používá se nejčastěji
Koks:
- Používá se k ohřevu větších výkovků a kvalitnějších ocelí – má větší výhřevnost
Dřevěné uhlí:
- Dnes se používá jen výjimečně
Kovací teploty ocelí
Rozsah kovacích teplot různých druhů ocelí:
-
Počáteční teplota – nejvyšší
-
Konečná teplota – nejnižší
Největší rozsah – oceli s nižším obsahem uhlíku:
-
Vyšší počáteční teploty
-
Nižší konečné teploty
Nejmenší rozsah – oceli s vyšším obsahem uhlíku a oceli slitinové:
-
Nižší počáteční teploty
-
Vyšší konečné teploty
Čím je teplota oceli vyšší, tím je ocel tvárnější:
-
Měkké oceli – větší rozsah kovacích teplot
-
Tvrdá ocel – menší rozsah kovacích teplot
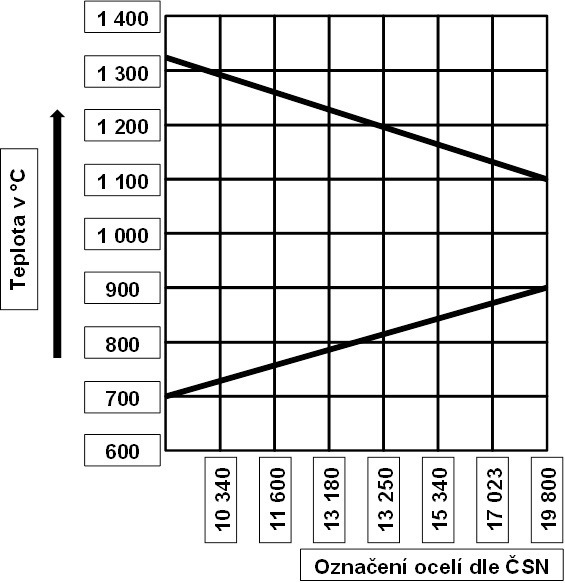
Obr. 10: Rozsah teplot oceli
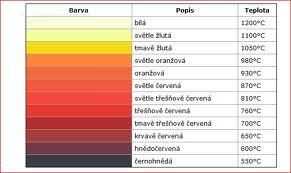
Obr. 11: Změna barev oceli v závislosti na teplotě
.
Jiné změny vznikající v oceli při ohřevu
Změna barvy – každé teplotě odpovídá příslušná barva
Změna délky a objemu:
- Zvětšení "roste" úměrně s teplotou
Ztráta pevnosti – ocel je tvárnější
Oxidace
Oduhličení materiálu na povrchu
Časté nedostatky ohřevu
Ocel nedohřátá:
-
Velmi rychlé ohřívání:
-
Ohřátý povrch – tvárnější, větší prokování
-
Studenější jádro
-
Mezi povrchem a jádrem vzniká napětí – horší jakost výkovku
-
-
Rovnoměrné ohřátí na nižší kovací teplotu, než je teplota stanovená
Ocel přehřátá:
-
Ohřátí na vyšší kovací teplotu, než je nejvyšší kovací teplota
-
Ocel byla delší čas udržována na nejvyšší kovací teplotě
-
Nelze již použít na hodnotnější výrobky – možno částečně zlepšit prokováním nebo normalizačním žíháním
Ocel spálená:
-
Ohřátí ještě na vyšší teplotu než ocel přehřátá
-
Nastává prudké okysličování v celém průřezu a porušuje se vzájemná vazba zrn
-
Ocel je nepoužitelná – po úderech se rozpadá
Základní kovářské operace
Prodlužování – přes hranu kovadliny nebo její roh.
Hlazení – přitloukání materiálu na sedlík.
Osazování – zeslabování tyče v určité délce, jednostranné nebo oboustranné zaškrcování polotovaru osazovacím kladivem nebo oblíkem s následujícím prodloužením osazené části.
Pěchování – zesilování polotovaru, krátké kusy na kovadlině ve svislé poloze, delší kusy ve vodorovné poloze.
Ohýbání – ostré ohyby na hraně kovadliny, větší profily přes roh kovadliny a dokončují se pomocí trnu na její dráze, menší poloměry pomocí zápustky, polotovar se musí před ohýbáním v místě ohybu napěchovat (jinak by byl v místě ohybu zeslaben).
Sekání – na utínce, přitlouká se kladivem na materiál, nejdříve se nasekne z jedné strany, pak z druhé a oddělí se.
Děrování – prorážení děr různých průřezů průbojníkem, materiál se z jedné strany narazí a z druhé strany vyrazí zbytek, používá se otvorů v kovadlině nebo průbojné desce, proražená díra se zpřesňuje kuželovým nebo jehlancovým trnem.
Kovářské svařování?
doplnit text
Kování jednoduchých profilů
Čtvercový průřez:
-
Otáčení materiálu po úderu o 90°
-
Při větším nebo menším pootočení vzniká kosočtverečný průřez
Osmihranný průřez:
- Skování hran čtyřhranného průřezu
Kruhový průřez:
-
Zhotovení z osmihranného průřezu ve vhodných zápustkách
-
Materiálem otáčíme kolem jeho osy
-
Konečný rozměr – vršek zápustky musí dosednout na její spodek
Šestihranný průřez:
-
Zhotovení z kruhového průřezu
-
Otáčení materiálu po úderu o 60°
Půlkruhový průřez:
-
Zhotovení z kruhového průřezu v dolní zápustce údery kladiva
-
Konečné vyrovnání – široký sedlík
-
Průměr kulatiny musí být nejméně 2/3 rozměru ploché části půlkruhového průřezu
Trojúhelníkový průřez:
-
Zhotovení v zápustce s výřezem tvaru V
-
Otáčení materiálu po úderu o 120°
-
Konečné vyrovnání – široký sedlík
Kuželový průřez:
-
Na konci kulatiny zhotovíme nejdříve čtyřboký jehlan
-
Sražení hran na osmihran
-
Konečné zakulacení