
Rovnání oceli
Způsob rovnání se volí podle druhu a vlastností materiálu tak, aby nedošlo k poškození materiálu. Rozeznáváme rovnání ruční a strojní.

Obr. 1: Rovnání materiálu za tepla
Ruční rovnání
Nářadí, které se používá k ručnímu rovnání – kovadlina, zástrčné zápustky, kladiva, palice a rovnací desky.
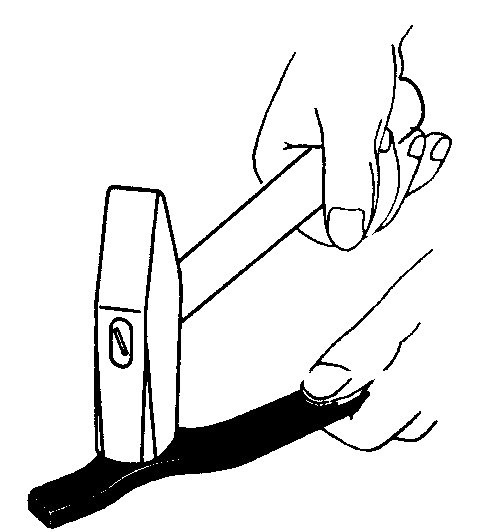
Zámečnické kladivo:
-
Hmotnost kladiva se podle síly úderu volí asi 0,5 až 2 kg
-
Při úderu ploskou kladiva se materiál pod středem plosky stlačuje, tzv. pěchuje, a v materiálu vzniká prohlubenina – pod okraji plosky naopak materiál uhýbá do stran a vytahuje se
-
Při úderu nosem kladiva, který má menší účinnou plochu, je vytahování materiálu účinnější
Obr. 2: Působení úderu na materiál (vznik deformací)
Palice:
-
Olověné nebo měděné – velké údery, kdy na součásti nesmí zůstat stopy úderů
-
Dřevěné – vyrovnávání tenkých plechů

Obr. 3: Směr úderu paličkou na prohlý materiál
Rovnací desky:
- Vyrobené z litiny nebo oceli na odlitky – slouží jako pevný podklad a zároveň i jako kontrolní rovina
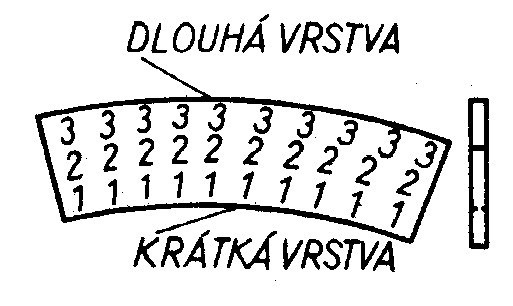
Rovnání tyčového materiálu
Křivé ocelové tyče vyrovnáváme kladivem na dráze kovadliny nebo rovnací desce tak, že vypouklý povrch je nahoře. Tyč přidržujeme rukou, přičemž velikost úderu volíme podle tloušťky materiálu:
-
Dlouhé vrstvy materiálu se na horní vypouklé straně pěchují
-
Krátké vrstvy materiálu se na spodní straně naopak vytahují
Obr. 4: Úder kladivem na prohnutý materiál
Rovnáním za studena se materiál zpevňuje, tj. tvrdne, čímž se stává křehčí a méně houževnatý. Výrazné obnovy plasticity materiálu lze dosáhnout žíháním naměkko. Přímost rovnané tyče se kontroluje na rovnací desce průsvitnou metodou – zjišťuje se velikost světelné štěrbiny mezi tyčí a povrchem rovnací desky.
Vzhledem k tomu, že údery kladivem mohou na rovnaném materiálu vytvářet trhlinky, které v některých případech následně způsobují poškození materiálu, je výhodnější použít rovnací lis.
Rovnací vřetenový lis UC5-P1-3901
Rovnání drátu
Krátký tenký drát – vyrovnává se tažením, kdy je jeho jeden konec upnut ve svěráku a druhý v ruční svěrce.
Dlouhý tenký drát – je upnut stejně, ale vyrovnává se přetahováním přes kovový nebo dřevěný válec, který se táhne směrem od svěráku.
Rovnání tenkého plochého materiálu za studena
Jelikož se opět provádí údery kladivem, materiál se stává tvrdým a křehkým. Proto se jeho houževnatost opět obnovuje žíháním naměkko.
Součást zkřivena napříč:
-
Součást se položí na rovnací desku, přidržuje se levou rukou a pravou se provádí údery kladiva
-
Série úderů směřuje od zkrácené strany k prodloužené straně, protože se přitom musí zkrácená strana prodloužit
-
Na zkrácené straně se tluče nejsilnějšími údery, které se směrem k prodloužené straně postupně zmenšují
-
Tím se zkrácená strana postupně vyrovnává
Obr. 5: Průběh a pořadí úderů k napravení deformace
Má-li plech vypouklinu na okraji nebo uprostřed, nedá se vyrovnat údery kladivem na toto místo, ale vyklepáváním směrem od vypoukliny k okrajům! Přitom se údery směrem k okrajům umísťují stále hustěji.
Naopak vlny na okrajích plechu se dají vyrovnat jen vyklepáním středu plechu tak, aby se vyrovnal s vytaženými okraji!
Součást s vypouklinou na okraji – v rohu:
-
Součást se položí na rovnací desku vypouklinou nahoru, přičemž se vypouklina označí křídou
-
Údery kladiva se pak vedou od této čáry k okrajům
-
Začne se s údery nejprve na nejdelší čáře (1), pak na čáře vpravo od ní (2), potom na čáře vlevo od ní (3) atd., podle pořadí číslic na obrázku
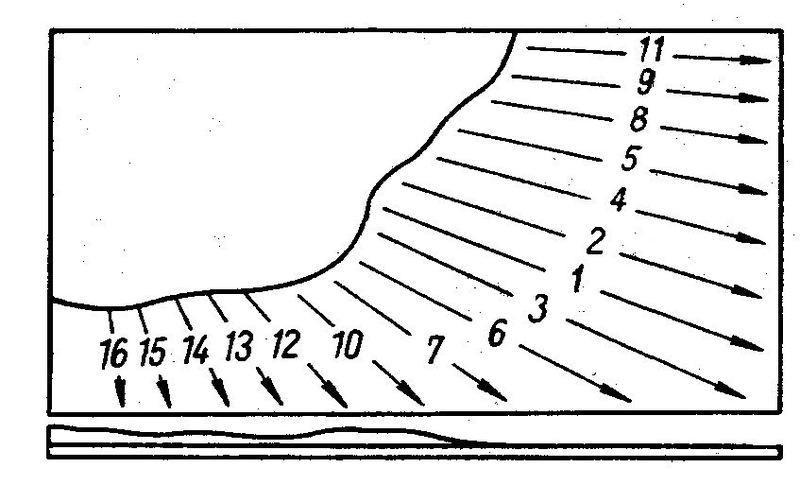
Obr. 6: Průběh a pořadí úderů k napravení deformace
Součást s vypouklinou uprostřed:
-
Součást se opět položí na rovnací desku vypouklinou nahoru, která se opět označí křídou
-
Údery kladiva se pak provádí opět v pořadí podle číslic na obrázku
-
Po úderech (1) otočíme plech protější stranou k sobě a pokračujeme sérií úderů (2)
-
Po opětovném pootočení plechu nazpět se pokračuje údery (3) a po dalším pootočení následují údery (4)
-
Tím se plech postupně zbaví vypoukliny, ale je mírně ohnut podél své podélné osy
-
Tento průhyb je na závěr nutno vyrovnat obvyklým způsobem
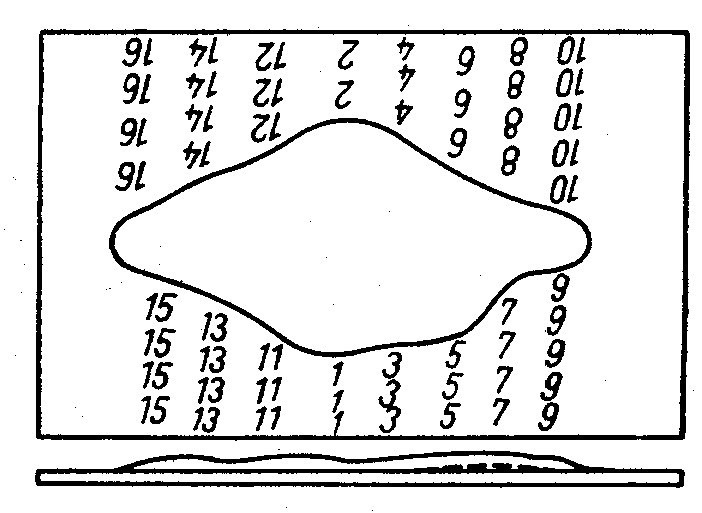
Obr. 7: Průběh a pořadí úderů k napravení deformace
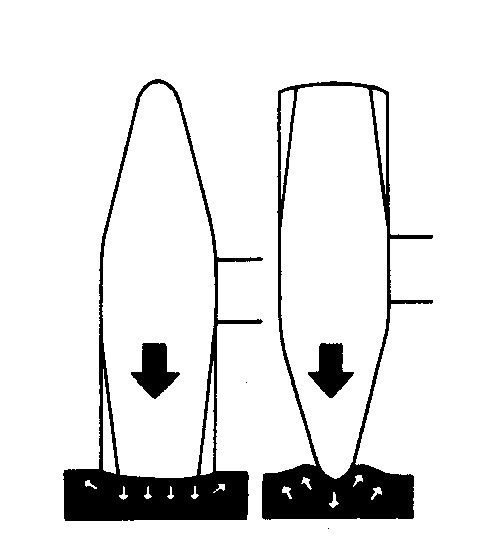
Rovnání materiálu za tepla
Rovnání plamenem – je to způsob, kdy se rychlým místním ohřevem a následným ochlazením vyvolá smrštění, kterým se postupně odstraní deformace.
Součást s vypouklinou uprostřed:
-
Využívá se tepelné roztažnosti materiálu
-
Zabrání-li se při ohřevu součásti deformaci, tzn. jejímu prodloužení, vzniká v součásti napětí, jehož účinkem se součást v místě ohřevu napěchuje – po ochlazení bude tedy kratší
-
Ohřáté místo je obklopeno pevným studeným materiálem, takže místním ohřevem nenastane roztažení plechu
-
Plech se v ohřátém místě srazí, tedy napěchuje, a po vychladnutí se vydutá část plechu postupně vyrovnává
-
K ohřevu se používá např. hořák pro svařování plamenem a ohřevy se uskutečňují v soustředných kruzích
-
M – místa bodového ohřevu
Prohnutá součást:
-
Těžší prohnuté kusy, např. tyče, hřídele, nosníky apod., se rovnají povrchovým klínovým ohřevem
-
Plamenem hořáku se součást na vypouklém místě ohřeje, k výraznému nárůstu teploty však dojde pouze na povrchu, směrem ke středu součásti teplota klesá
-
Po dosažení červeného žáru, tj. asi 700 až 800 °C, se místo ochladí a součást se ohřívá na jiném místě
-
Po ohřevu v místě prohnutíse součást nemůže prodloužit a musí se tedy napěchovat
-
Po ochlazení se povrchová část smrští, což má za následek postupné vyrovnávání součásti
-
Počet ohřevů je závislý na velikosti prohnutí
-
M – místa klínového ohřevu
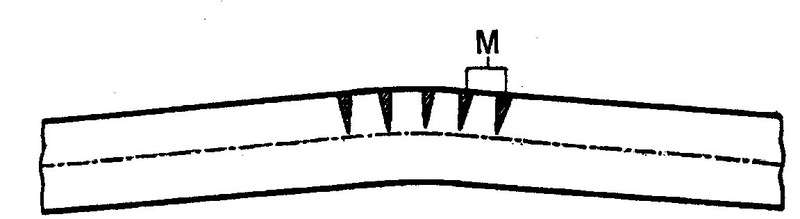
Obr. 8: Označení místa klínového ohřevu
Rovnání prohnuté součásti plamenem:
http://www.youtube.com/watch?v=e4J06RLdiPs
http://www.youtube.com/watch?v=ad12E6q7wq4
Strojní rovnání
Požívají se tzv. rovnačky – usnadňují a urychlují pochod rovnání, ale vyplatí se pouze tam, kde jich lze plně využít.
Rovnačky tyčového materiálu:
- Rovnání zkřivených tyčových polotovarů
Rovnačky tyčového materiálu UC5-P1-3902
Rovnačka drátu:
http://www.youtube.com/watch?v=8YZ72sPw2X4
http://www.youtube.com/watch?v=wbyuU81MY68
Rovnačky na plech:
- Vyrovnávání plechových tabulí
Rovnačky na plech UC5-P1-3903
Rovnačka plechu:
http://www.youtube.com/watch?v=2-Tix8uDPlY
Rovnací lis:
- Vyrovnávání malých plechových součástí
Rovnací lis UC5-P1-3904
Válcování – rovnání kolejnic: