Ohýbání oceli
Tenčí oceli se ohýbají zastudena, tlustší zatepla. Před ohýbáním ocel zahříváme na kovací teplotu. Ohýbáním lze vyrobit i poměrně složité součásti. Nářadí, které se používá při ručním ohýbání, je nejčastěji svěrák s různými vložkami a upínacími pomůckami, různé kleště, vratidla a některá speciální zařízení.
Při ohýbání dochází ke změnám průřezu – materiál se v místě ohybu zeslabuje, proto se musí před ohýbáním napěchovat, aby měl správný průřez i v místě ohybu:
-
Okrajová vlákna se na vnější straně prodlužují – a
-
Okrajová vlákna se na vnitřní straně zkracují – b
-
Vlákna uprostřed, tedy v ose materiálu, svou délku nemění – toto pásmo se označuje jako neutrální – c
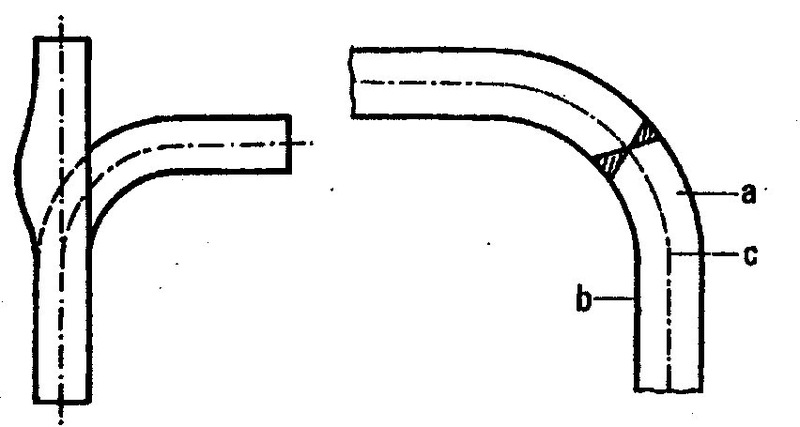
Obr. 1: Pěchování materiálu před jeho ohybem
Určení délky materiálu na ohyb – neutrální pásmo v ose?
- Při větších ohybech se neutrální pásmo posouvá k vnitřnímu okraji – vypočítává se v první třetině tloušťky materiálu
Určení délky materiálu na ohyb – neutrální pásmo v první třetině ?
- Při ohýbání se tedy vyskytuje namáhání na tah a tlak
Zásady snadného ohybu
Ohýbáním klade materiál určitý odpor – má tzv. svou pevnost v ohybu. Síla potřebná k ohybu bude tím větší:
-
Čím bude materiál tvrdší:
-
Snadněji se uskutečňuje ohyb zatepla – zahřátím materiál měkne a ztrácí pevnost
-
Totéž platí pro neželezné kovy
-
-
Čím budou okrajová vlákna dále od neutrální osy:
-
Proto se ploché a tenké oceli ohýbají snadněji naplocho než na výšku
-
Okrajová vlákna se prodlužují tím více, čím jsou dále od neutrální osy, a naopak zkracují tím více, čím jsou blíže k neutrální ose
-
Nejvíce se tedy prodlužují na vnější straně a pěchují na vnitřní straně
-
Čím blíže jsou vlákna k neutrálnímu pásmu, tím je jejich prodloužení nebo zkrácení menší a k ohybu nebude zapotřebí tak velká síla
-
-
Čím bude více materiálu v okrajových vláknech:
-
Proto se vyrábí oceli různého tvaru
-
Tzv. profilová ocel – např. I, L, T, U, trubky apod.
-
Má velkou pevnost v ohybu a používá se proto jako nosníky různých konstrukcí
-
Způsoby ohýbání
Polotovary malých průřezů – zakružují se na vlčku, tzv. růžku, vloženém do kovadliny.
Větší profily – zakružují se přes kuželový roh kovadliny a dokončují se pomocí trnu na dráze kovadliny.
Ohýbání přes kuželový roh kovadliny:
http://www.youtube.com/watch?v=xYckjUldG3A
http://www.youtube.com/watch?v=wD90sq_aKCo
Ostré ohyby – používá se tupý plochý roh, tedy hranu kovadliny.
Válcovaný materiál – plechy, pásky a tyče:
-
Ohýbá se kolmo na směr vláken vzniklých válcováním, aby se namáhání při ohybu rozdělilo na větší počet vláken
-
Při ohýbání ve směru vláken vzniká nebezpečí, že se materiál zlomí
Ve svěráku:
-
Tenké plechy a páskový materiál menších rozměrů
-
Delší materiály se ohýbají tahem, na kratší se použije kladivo nebo pryžová palička
-
Do čelistí svěráku se vkládá podle potřeby vložka se zaoblenou hranou nebo s hranou ostrou
-
Je-li ohýbané rameno dlouhé, přitlačuje se levou rukou přes hranu a dřevěnou palicí se lehce poklepává na místo ohybu tak, aby byl ohyb přesný
-
Je-li ohýbané rameno krátké, nasadí se těsně k místu ohybu špalík z tvrdého dřeva, na který směřují silné údery kladivem
Prstence z páskového a profilového materiálu se zhotovují vytahováním vnější strany do oblouku:
-
Páskový materiál – zpracovává se nosem kladiva, jehož údery směřují na vnější stranu tak, aby byly vnitřní okraje silnější
-
Úhelníky:
-
Zakružují se údery kladivem na vnější horní stranu vodorovného ramena při použití zápustkové kovadlinky
-
Zakružují se údery kladivem na spodní stranu téhož ramena při práci na rovnací desce
-
-
Profily U – zakružují se na kovadlinkách, přičemž se střídavě vytahují jejich ramena údery na vnější stranu
Ohyby s definovaným zaoblením:
-
Dělají se přes vhodně zvolenou šablonu, např. řemenici, kolečko apod.
-
Ohýbají se tak různé menší obruče, které se po svaření jejich konců vyrovnávají na kuželu vhodné velikosti
Ohýbání přes vhodně zvolenou šablonu:
http://www.youtube.com/watch?v=LBA6l9B-GnI
http://www.youtube.com/watch?v=Wd7HgO_lL3I
http://www.youtube.com/watch?v=MQzu808tvhc
Výpočet – kroužek z válcové oceli UC5-P1-4203
Prohnutí plechového pásu – stáčení:
- Provádí se u jednodušších výrobků nosem kladiva v půlkruhové zápustce nebo na válcových ohýbačkách
Zhotovení většího počtu stejných výrobků – používají se různé ohýbací přípravky.
Ohýbání profilových ocelí:
-
V místě, kde se bude materiál pěchovat, se vyřízne klín ve tvaru písmene V, jehož velikost se řídí velikostí ohybu ramen
-
Rovný materiál má úhel 180° – chceme-li např. ohnout ocel tak, aby ramena svírala úhel 140°, vyřízneme klínek o úhlu 40°
-
Součet úhlu vyříznuté oceli s úhlem ohnuté oceli tedy musí dát dohromady vždy 180°
-
Po ohnutí se boky vyříznutého materiálu k sobě svaří
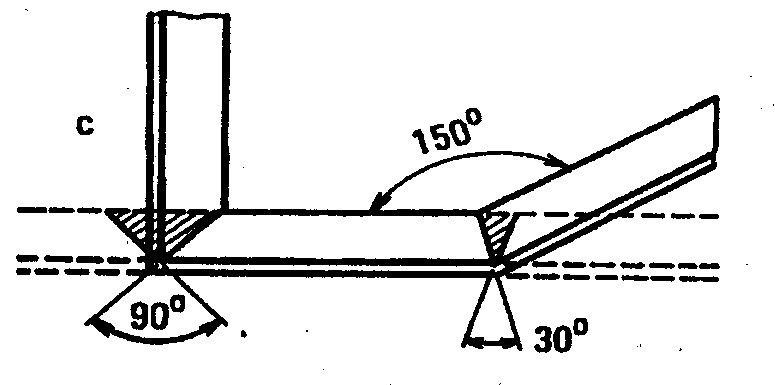
Obr. 2: Vyříznutí klínu před pěchováním
Zdroj: ČERMÁK, Miloslav. Technologie kovářských prací pro 1. ročník učebního oboru kovář. 1. vyd. Praha: Institut výchovy a vzdělávání ministerstva zemědělství České republiky, 1994, 110 s. ISBN 80-710-5077-6.
Ohýbání drátu:
-
Ohýbá se ručně špičatými kleštěmi
-
Je-li potřeba ohnout oko, ohýbá se po krátkých úsecích a nakonec se konec stočí k drátu
Ohýbání tyčového materiálu menších průřezů:
-
Ohýbá se ve svěráku s použitím tvarových vložek
-
Oko se ohýbá kladivem podle trnu příslušného průměru
-
Lehké údery kladivem směřují od upnutého místa směrem ke konci, čímž se příslušný úsek ohne do půlkruhu
Ohýbání trubek:
-
Trubky do průměru asi 12 mm lze ohýbat zastudena, větší zatepla
-
Nejmenší poloměr ohybu má být větší než čtyřnásobek průměru trubky
-
Trubky o průměru větším než je 12 mm by se při ohýbání zploštily, proto se musí plnit:
-
Ocelové trubky – jeden konec trubky se uzavře dřevěnou zátkou, dovnitř se střásáním napěchuje suchý jemný písek tak, aby dutinu zcela vyplnil, zátkou se uzavře druhý konec trubky, potom se se v místech ohybu trubka ohřeje, ohýbá se tahem a po dokončení se písek z trubky vysype – k plnění trubek se musí používat pouze suchý písek, protože vlhký písek může při ohřevu způsobit explozi
-
Měděné, mosazné a hliníkové trubky – před ohýbáním se plní roztavenou kalafunou, která se z nich po ohnutí opět vytaví
-
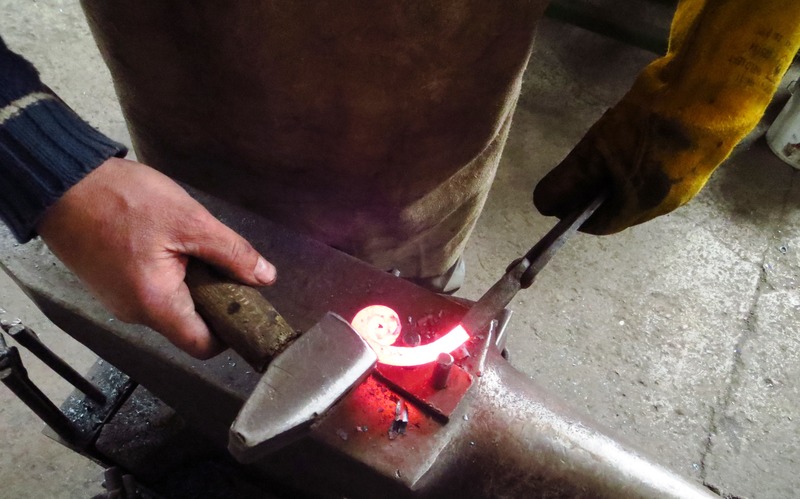
Obr. 3: Stáčení materiálu za tepla

Obr. 4: Stáčení materiálu za tepla pomocí přípravku na stáčení
Zpětné pružení
-
Po ukončení ohýbání se po uvolnění nástroje vrátí materiál vlivem pružnosti o malý úhel zpět
-
Proto musí být při ohýbání úhel trochu větší o velikost elastické deformace a poloměr válcové plochy opěrné části ohýbačky trochu menší než poloměr ohybu hotového výrobku
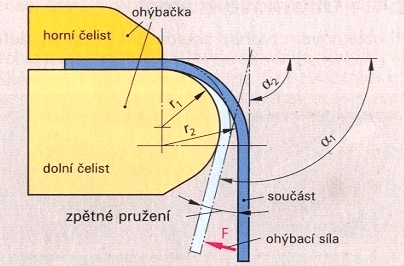
Obr. 5: Průběh ohybu a zpětného pružení
Minimální poloměr ohybu
-
Poloměr ohybu je vnitřní poloměr hotové součásti
-
Pro každý profil je stanovený minimální poloměr ohybu, při kterém materiál v místě ohybu nepraská – nezlomí se
-
Tento poloměr závisí na:
-
Jakosti materiálu nebo druhu oceli
-
Tloušťce plechu
-
Průměru trubky a tvaru profilu
-
Ohybová pevnost
Porovnávat různé profily mezi sebou z hlediska ohybové pevnosti umožňuje výpočet ohybového modulu průřezu Wo (mm3) pro jednotlivé profily.
Ohybový modul průřezu UC5-P1-4204
Pro duté a složené průřezy je výpočet složitější. Pro válcované profily, např. I, L apod., a trubky lze hodnoty Wox a Woy najít ve strojnických tabulkách.
Příklad – ohybová pevnost UC5-P1-4205
Pracovní postup při ohýbání některých kovářských výrobků:
Ohýbání probíjené výplně:
http://www.youtube.com/watch?v=mEiR8rb2qHg
Ohýbání – hák:
http://www.youtube.com/watch?v=i9gAZ1Jq7Aw
Ohýbání – podkova:
http://www.youtube.com/watch?v=KEMT__1Z74A
- BOTHE, Otakar. Strojírenská technologie 2 pro strojírenské učební obory. 1. vyd. Praha: SNTL, 1980, 164 s.
- ČERMÁK, Miloslav. Technologie kovářských prací pro 1. ročník učebního oboru kovář. 1. vyd. Praha: Institut výchovy a vzdělávání ministerstva zemědělství České republiky, 1994, 110 s. ISBN 80-710-5077-6.
- FISCHER, Ulrich. Základy strojnictví. 1. vyd. Praha: Europa-Sobotáles, 2004, 290 s. ISBN 80-867-0609-5.
- GOŇA, Karel, Pavel RÉVAY a Šimon VONDRUŠKA. Umělecké kovářství. 1. vyd. Praha, 2005, 200 s. Řemesla, tradice, technika. ISBN 80-247-0918-X.
- OUTRATA, Jiří. Technologie ručního zpracování kovů pro 1. ročník OU a UŠ kovodělných oborů. 3. vyd. Praha: SNTL, 1981, 188 s.
Obrázky a videa
- Obr. 1 - 2: ČERMÁK, Miloslav. Technologie kovářských prací pro 1. ročník učebního oboru kovář. 1. vyd. Praha: Institut výchovy a vzdělávání ministerstva zemědělství České republiky, 1994, 110 s. ISBN 80-710-5077-6.
- Obr. 3 - 4: fotografie z dílny MgA. Jaroslava Křížka
- Obr. 5: FISCHER, Ulrich. Základy strojnictví. 1. vyd. Praha: Europa-Sobotáles, 2004, 290 s. ISBN 80-867-0609-5.
- Použito video z archivu školy.