Lisy pro volné kování
Pro volné kování velkých výrobků (průřezy nad 150 x 150 mm) se používají hydraulické lisy. Jsou obvykle svislé, v provedení dvousloupové nebo čtyřsloupové. Malá rychlost beranu (cm/s) není na závadu, protože jsou kovány velké průřezy, které chladnou pomalu. Manipulaci s kovaným polotovarem obstarává posuvný stůl a jeřáb nebo pojízdný manipulátor.
Hydraulické lisy existují v řadě velikostí, které jsou vyjádřeny jmenovitou silou lisu od 3 MN do 150 MN. Největší zpracovávané poltovary (ingoty) mají hmotnost až 350 tun.

Obr. 1: Kovací lis
Zápustkové kování na bucharech a lisech
Ohřátý materiál se tváří v dutině zápustky, jejíž tvar je shodný s tvarem výkovku. Rozměry jsou však zvětšeny o hodnotu smrštění vychladlého výkovku. Proti volnému kování dosáhneme přesnějšího tvaru výkovku. Při zápustkovém kování se postupuje tak, že se výchozí polotovar ohřátý na potřebnou kovací teplotu, vloží do dutiny zápustky a působí se na něj silou tvářecího stroje. Materiál se deformuje a vyplňuje dutinu zápustky. Při kování na bucharu je zápustková dutina vyplňována během několika úderů postupně. Přebytečný materiál je vytlačen do zvláštní dutiny a vytváří výronek, který se dodatečně odstraňuje ostřiháváním.
Materiál se vloží do dutiny spodní zápustky a vrchní zápustka se úderem nebo silou přitlačuje na spodní zápustku. Materiál vyplňuje nejprve spodní a vrchní dutiny a přebytečný materiál pak odtéká do výronku. Výronek se po vykování odstřihne protlačením výkovku střižnicí.
Materiál vkládaný do dutiny má mít přibližně tvar dutiny, aby se dosáhlo jejího vyplnění a zamezilo se zbytečnému odtékání kovu do výronku. Tato úprava se nazývá předkování.
Zápustkové kování se tedy skládá z ohřevu na kovací teplotu, předkování, kování do zápustky a ostřižení výronku.
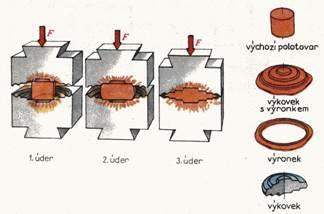
Obr. 2: Zápustkové kování
Zápustka má kolem dutiny vyfrézovanou drážku pro výronek. Je opatřen vodícími kolíky, které zapadají do děr ve vrchní zápustce a zaručují tak správné dosednutí obou částí zabraňující přesazení výkovku. Kořen zápustky má rybinu, kterou se zápustka upevňuje do souhlasné rybiny v šabotě beranu. Zápustky pro kování na lisu se upevňují šrouby.
Pro kování jednotlivých výkovků se polotovar buď řeže na pilách, nebo stříhá po mírném ohřevu na strojních nůžkách. Po ohřevu na teplotu kování se materiál předkove buď na bucharu, nebo na kovacích válcích. Výkovek přizpůsobený dutině se vloží do spodní zápustky. Před kováním musí být zápustka vyhřátá asi na 250°C. Činné plochy zápustky se mažou směsí oleje na grafitu.
Hotové výrobky se kontrolují a obvykle žíhají naměkko. Před obráběním se ocelové výkovky moří obvykle v kyselině solné nebo sírové, aby se okuje uvolnily a oprýskaly tvořícím se vodíkem, který vzniká působením kyseliny na kov.
Protlačování za tepla
Tímto způsobem lze vyrábět výkovky určitého tvaru, které lze dělit do tří hlavních skupin:
-
Výkovky stopkovitého tvaru, výchozí polotovar je buď válcovitého, nebo hranolovitého tvaru.
-
Výkovky kalíškovitého tvaru, výchozí polotovar je opět buď válcovitého, nebo hranolovitého tvaru.
-
Výkovky s dírou, výchozí polotovar je kruh.
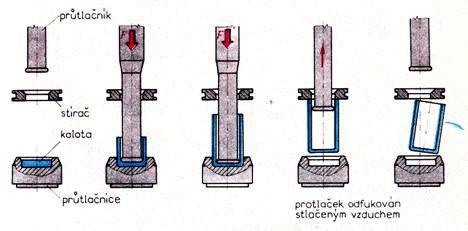
Obr. 3: Princip protlačování
Podle toku kovu lze dělit protlačování takto
-
Přímé protlačování, hlavní směr toku tvářeného kovu je souhlasný se směrem pohybu pohyblivé částí nástroje, zpravidla průtlačníku.
-
Protisměrné protlačování, hlavní směr toku tvářeného kovů je opačný ke směru pohybu pohyblivé části nástroje, zpravidla průtlačníku.
-
Kombinované protlačování, hlavní směr toku materiálu je buď souhlasný s pohybem části nástroje, průtlačníku, nebo je k němu opačný.
Protlačování je vhodné pro výrobu výkovků z kovů, které mají špatnou tvárnost a jsou při jiném způsobu kování náchylné k tvoření trhlin. Kromě ocelí s vysokým obsahem uhlíku jsou to hlavně legované oceli. Úspěšně lze tvářet protlačováním např. oceli na ventily, na valivá ložiska, žáropevné oceli na lopatky plynových parních turbín. Kromě těchto materiálů lze také protlačovat oceli s nižším obsahem uhlíku. Velmi vhodné pro protlačování za tepla jsou neželezné kovy a jejich slitiny.
Protlačování za studena
Kov určený k protlačování za studena se umísťuje v dutině průtlačnice a je průtlačníkem z této dutiny vytlačován. Nástroj se nazývá protlačovadlo. Způsoby protlačování jsou:
-
protisměrné protlačování
-
sousledné protlačování
-
sousledné duté protlačování
Pro protlačování se použije polotovaru, vyrobeného nejčastěji z pásu prostřižením, případně polotovaru odděleného z tyče upíchnutím. Při zpětném protlačování má průtlačník činnou část velmi nízkou; dřík nástroje je o 0,2 mm na průměru tenčí, aby se zabránilo tření stoupajícího materiálu.
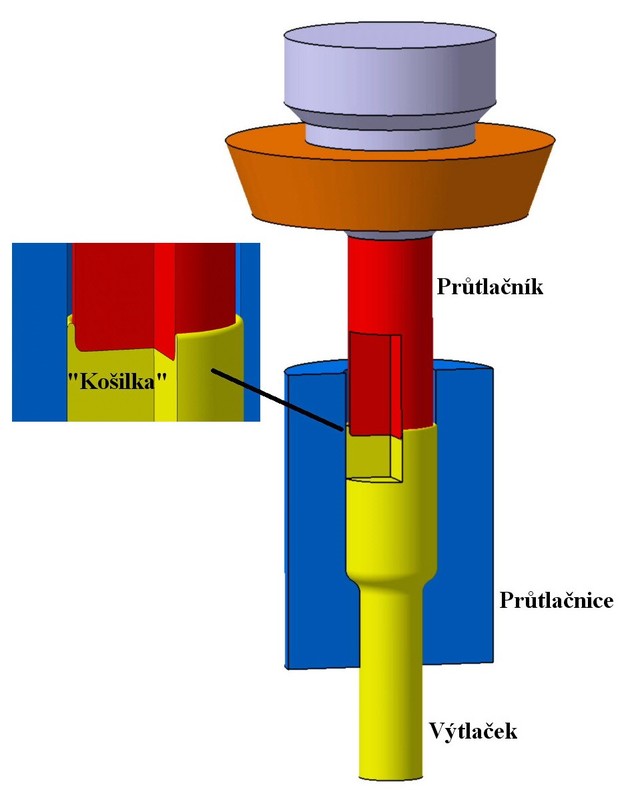
Obr. 4: Průtlačník
Činná část průtlačníku a vnitřek průtlačnice jsou vyleštěny. Nástroj má stěrač, který při zpětném zdvihu stáhne výlisek s průtlačníku.
K protlačování za studena musí být ocel dobře vyžíhaná. Před protlačováním se povrch maže technickým olejem. Protlačováním se ocel zpevňuje. Zpevní-li se materiál tak, že je jeho tvárnost vyčerpaná, musíme před dalším protlačováním žíhat.
Měď lze za studena dobře protlačovat. Potřebné tlaky jsou menší než u ocelí. Hliník je zvláštně vhodný k protlačování součástí pro elektrotechniku a radiotechniku. Tloušťka stěny může být 0,4 až 0,5 mm. Hliník používaný k protlačování má být co nejměkčí, žíhaný při 450 až 480°C po dobu asi 4 hodin. Polotovar se před protlačováním natře tenkou vrstvou maziva. Olovo a zinek lze poměrně velmi snadno protlačovat. Síly potřebné k protlačování jsou menší než u hliníku. Můžeme protlačovat nádoby s velmi tenkou stěnou (0,07 mm).
- ČERMÁK, Miloslav. Technologie kovářských prací pro 2. a 3. ročník učebního oboru kovář. 1. vyd. Praha: Institut výchovy a vzdělávání ministerstva zemědělství České republiky, 1994, 132 s. ISBN 80-710-5072-5.
- BOTHE, Otakar. Strojírenská technologie 2 pro strojírenské učební obory. 1. vyd. Praha: SNTL, 1980, 164 s.
- Katedra strojírenské technologie, FS, TU v Liberci [online]. 2005 [cit. 2014-12-02]. Dostupné z: http://www.ksp.tul.cz/
Obrázky a videa
- Obr. 1: ŽĎAS a.s. - Generální opravy. ŽĎAS a.s. [online]. 1996 [cit. 2015-01-19]. Dostupné z: http://www.zdas.cz/cs/content.aspx?catid=20
- Obr. 2: Tváření/Učíme v prostoru - Encyklopedie Drtič kamene. Učíme v prostoru - vzdělávací 3D encyklopedie [online]. 2013 [cit. 2015-01-19]. Dostupné z: http://uvp3d.cz/drtic/?page_id=2924
- Obr. 3: Katedra tváření kovů a plastů - Skripta. Katedra strojírenské technologie, FS, TU v Liberci [online]. 2004 [cit. 2015-01-19]. Dostupné z: http://www.ksp.tul.cz/cz/kpt/obsah/vyuka/skripta_tkp/sekce/05.htm
- Obr. 4: Katedra tváření kovů a plastů - Skripta. Katedra strojírenské technologie, FS, TU v Liberci [online]. 2004 [cit. 2015-01-19]. Dostupné z: http://www.ksp.tul.cz/cz/kpt/obsah/vyuka/skripta_tkp/
- Obr. 5: Archív školy
- Video je z archívu školy.