
Speciální způsoby kování
Přesné kování
Požadavek na zvýšenou přesnost zápustkového výkovku lze u výrobků rotačního tvaru uspokojivě řešit uplatněním uzavřených zápustek. Je však nutno dále splnit několik podmínek:
-
Příprava polotovarů z tyčí (přířezy) musí být provedena řezáním a řezné plochy musí být kolmé k podélné ose polotovaru
-
Objem polotovaru (přířezu) je nutno přísně dodržovat
-
Spodní zápustka musí umožnit přesné (vystředěné) založení polotovaru
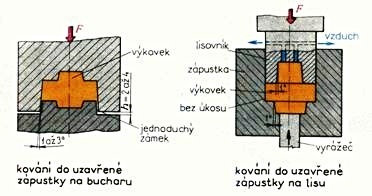
Obr. 1: Přesné kování
Kování na vodorovných kovacích strojích
Vodorovný kovací stroj je mechanický klikový lis, jehož beran se pohybuje vodorovně. Nejčastěji se používá k pěchování konců tyčí, které stroj sevře mezi mohutnými čelistmi. Princip kování odpovídá kování v uzavřených zápustkách.
Dutina pro pěchování může být provedena buď v lisovníku nebo v čelistech a nebo kombinací obou případů.
Tento způsob kování je velmi produktivní a umožňuje plnou automatizaci procesu.
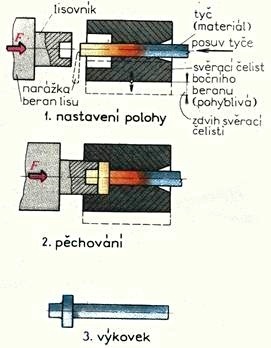
Obr. 2: Protlačování za tepla
Kování protlačováním za tepla
Při protlačování za tepla je tvářený materiál v uzavřené zápustce stlačován průtlačníkem, čili jde o kombinaci protlačování a kování. Předností tohoto procesu je zvýšená tvárnost kovu vzhledem k prostorové tlakové napjatosti. Může být řešeno jako dopředné, zpětné nebo sdružené (kombinované).
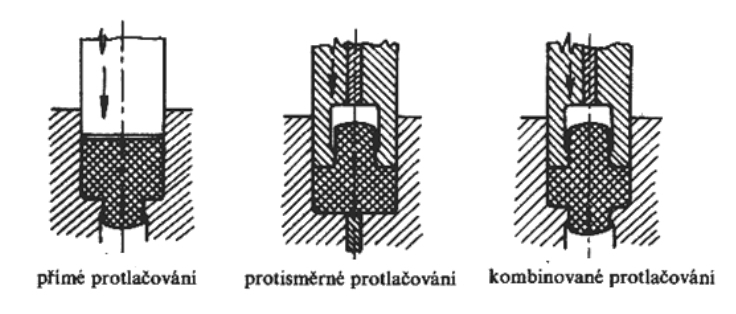
Obr. 3: Postup při protlačování
Rotační kování (kování za rotace)
Rotační kování je produktivní technologie pro redukování kruhového průřezu na menší a nebo k vykování válcové části na hranatém profilu. Kováním se nazývá proto, že tvarování je prováděno rychlými opakovanými údery. Princip práce stroje uvádí obrázek:
Dvě kovadla se pohybují v příčné drážce vřetene, které se točí. Kovadla jsou odstředivou silou unášena směrem k obvodu, kde však narážejí na kalené válce, které kovadlům udělují zpětný impuls, a tím vzniká opakovaný ráz. Materiál se pomalu otáčí a osově posunuje mezi kovadla.
Rotační kování se nejčastěji uplatňuje u štíhlých jehlovitých tvarů.
Do průměru 5 až 8 mm se provádí za studena, u průměrů nad 8 mm s ohřevem.